t . Изобретение относится к обработке металлов давлением и может быть использовано: при прокатке слитков спокойных, марок сталей на обжимных реверсивных станах. Известен способ прокатки слябов из слитков на реверсивном универсаЛь ном слябинге (или блюминге-слябинге) заключающийся в том, что прокатку в горизонтальных валках проводят на ко нус за счет плавного снижения обжати в процессе пропуска. При следующем пропуске на торцах раската язы-. ков 1 . Ввиду того, что при этом способе обжатие распределяется .между двумя пропусками, количество пропусков вдвое увеличивается, что приводит к снижейию производительности стана. Известен также способ прокатки слитков преимущественно спокойных марок сталей на реверсивных станах, включающий задачу слитка в валки оп ределенной частью., например донной, и дальнейшее его обжатие в ряде последовательных пропусков с соблюдением постоянной ориентации раската при обжатии относительно направлени прокатки. Причем с целью сохранения постоянной ориентации )аскат обжимают только в каждом четном пропусКЗ 2. Недостатком такого способа, как п предыдущего, является увеличение вдвое количества, пропусков, так как рабочий пропуск чередуется с холос- , тым, что приводит к существенному снижению производительности стана. Цель изобретения - повышение производитель ности стана путем сокращения числа пропусков. Это достигается тем, что в известном способе прокатки слитков преимущественно спокойных марок сталей на реверсивных обжимньах станах, включающем задачу слитка в валки определенной частью, например донной, и дальнейшее его. обжатие в ряде последовательных пропусков с соблюдением постоянной ориентации раската при обжатии относительно направления прокатки, раскат после каждого пропуска, разворачивают в горизонтальной плоскости на 180°. . При этом каждый, пропуск, слитка в валках является рабочим, что позволяет исключить холос.тые пропуски и суВдаственно сократить время цикла про- . катки.
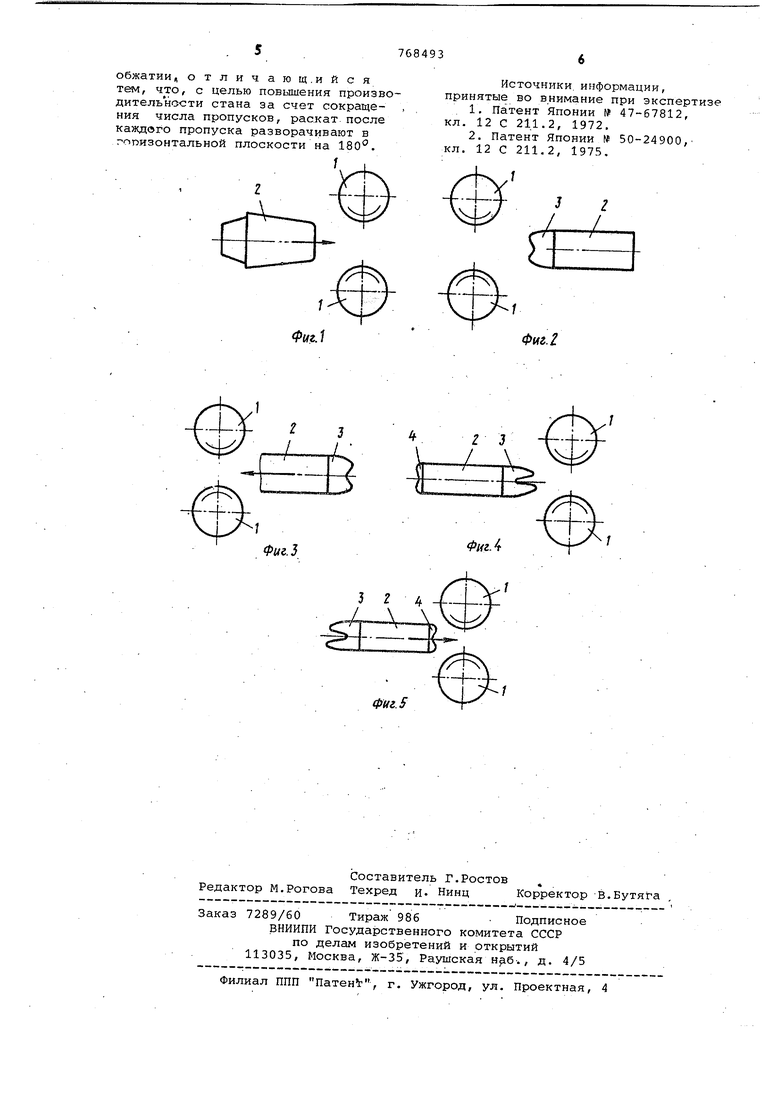
На фиг. 1-5 изображены рабочие валки и раскат, применяемые при реализации предлагаемого способа.
Способ осуи-ествляют следующим образом. Для его реализации имеются рабочие валки 1. В первом пропуске (см.иг.1) раскат (слиток) 2 задают данной частью для облегчения захвата, при этом язык 3 (см.фиг.2) образуется на торце раската, совпадающем с прибыльной частью.
После первого пропуска раскат поворачивают в горизонтальной плоскости на 180°(см.фиг.3) так,чтобы прибыльчая часть 3 была на заднем конце раската 2,а затем выполняют второй пропуск с обжатием (см.фиг.4). Затем раскат 2 опять поворачивают на (см.фиг.5) и далее процесс повторяется.. .
В результате из-за превалирующего влияния задних внешних зон язык 3 получается значительно больше языка 4, но так как язык 3 удаляется вмесПродолжительность вспомогательных операций 640x1300x2000 мм
те с прибыльной частью, то суммарная торцовая обрезь снижается.
Операция кантовки раската, подвода его к валкам и установки нового межвалкового зазора совмещаются и общее время паузы между пропусками определяется более продолжительной операцией .
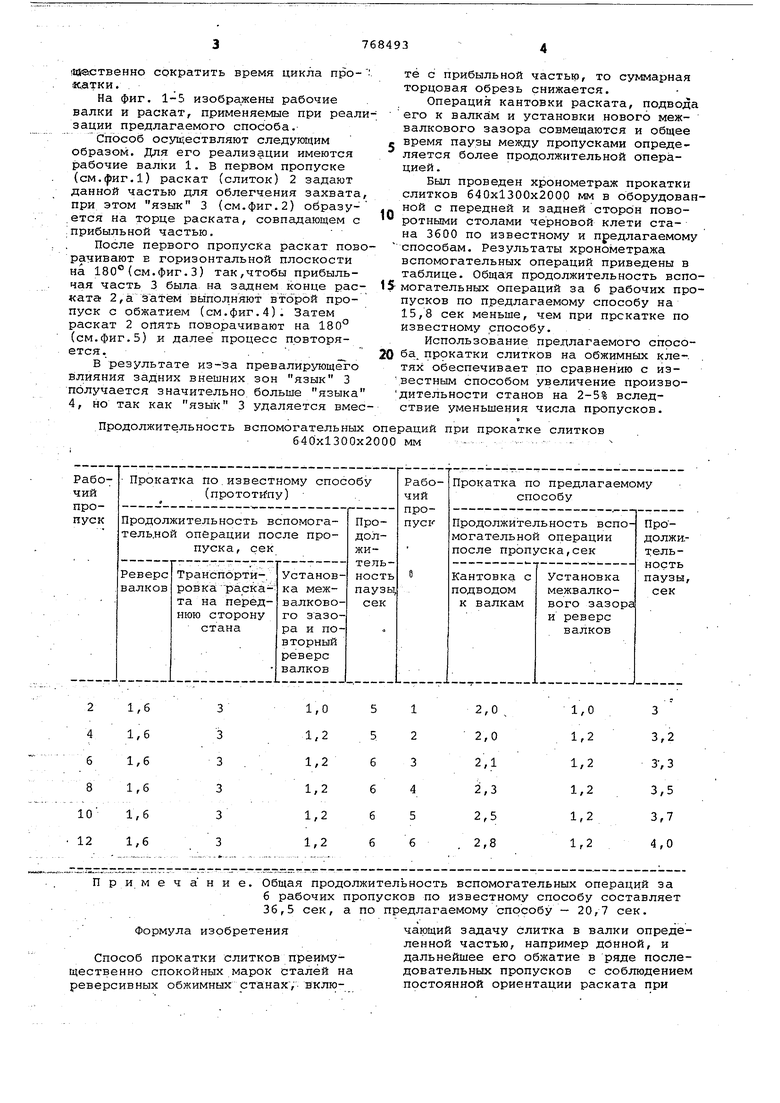
Был проведен хронометраж прокатки слитков 640x1300x2000 мм в оборудованной с передней и заднейсторон поворотными столами черновой клети стана 3600 по известному и предлагаемому способам. Результаты хронометража вспомогательных операций приведены в таблице. Общая продолжительность вспо5-МО га тельных операций за 6 рабочих пропусков по предлагаемому способу на 15,8 сек меньше, чем при прокатке по известному способу.
Использование предлагаемого спосо0 ба прркатки слитков на обжимных кле-. тях обеспечивает по сравнению с известным способом увеличение производительности станов на 2-5% вследствие уменьшения числа пропусков. при прокатке слитков - . - 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ получения круглого сортового проката | 1990 |
|
SU1816236A3 |
| Способ транзитной прокатки полосы | 1990 |
|
SU1738395A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| Способ прокатки сортового металла и катанки | 1989 |
|
SU1729646A1 |
| Способ реверсивной прокатки | 1990 |
|
SU1741945A1 |
| Стан для прокатки слябов | 1981 |
|
SU995951A1 |
Примечание.
Формула изобретения
Способ прокатки слитков преимущественно спокойных марок сталей на реверсивных обжимных станах ,- включающий задачу слитка в валки определенной частью, например дбнной, и дальнейшее его обжатие в ряде последовательных пропусков с соблюдением постоянной ориентации раската при Общая продолжительность вспомогательных операций за 6 рабочих пропусков по известному способу составляет 36,5 сек, а по предлагаемому способу - 20,7 сек.
обжатии, о тлич агощ.ий с я тем, что, с целью повышения производительности стана за счет сокращения числа пропусков, раскат после каждого пропуска разворачивают в гопизонтальной плоскости на ISO.
1
Фиг. 1
Источники, иг формации, принятые во в.нимание при экспертизе
1,Патент Японии № 47-67812, кл. 12 С 211.2, 1972,
т 3
г-4ri
Фиг. 4 п-
