Изобретение относится к прокатному производству и может быть использовано для повышения выхода годного за счет уменьшения обрези и вторых сортов при раскрое.
Цель изобретения - увеличение выхода годного за счет уменьшения обрези и вторых сортов при раскрое.
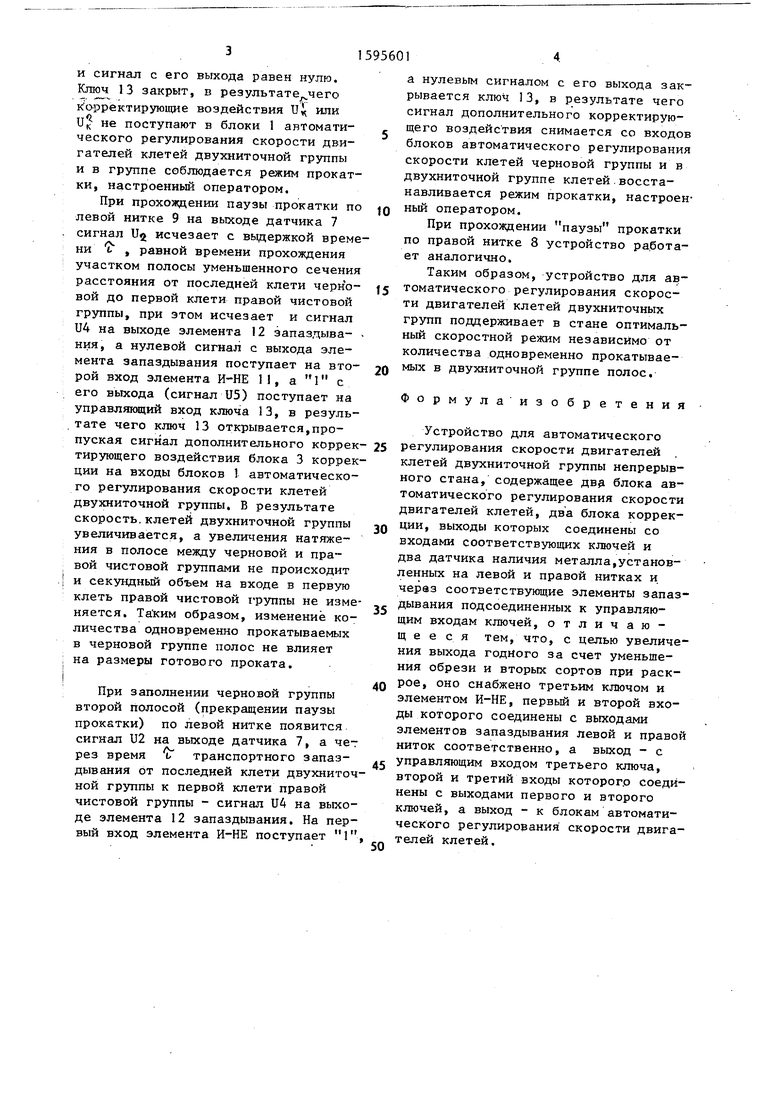
На фиг.1 изображена блок-схема предлагаемого устройства; на фиг.2 - диаграммы напряжений, поясняющие работу устройства.
Устройство содержит блоки 1 автоматического регулирования скорости клетей, блоки 2 и 3 коррекций, выходы которых соединены с входами соот- ветствукщих ключей 4 и 5, датчики 6 и 7 наличия металла, установленные на каждой из ниток 8 и 9 на выходе двухниточной группы, при этом датчик 6 иаличиА металла правой нитки 8 через первый элемент 10 запаздывания соединен с управляющим входом
ключа 4 и первым входом элемента И-НЕ 11, а выход датчика 7 наличия металла левой нитки 9 соединен через элемент 12 запаздывания с управляющим входом ключа 5 и вторым входом- элемента И-НЕ 11, выходы первого 4 и второго 5 ключей соединены с первым и вторым входами третьего ключа 13, выход которого подключен к блокам 1 автоматического регулирования скорости двигателей клетей двухниточной группы.
Устройство работает следующим образом.
При двухниточной прокатке датчики 6 и 7 засвечены и на их выходах .имеются сигналы U1 и U2, которые поступают через элементы 10 и 12 запаздывания на управляющие /входы ключей 4 и 5 соответственно, при этом ключи 4 и 5 открыты и напряжения U5 и U6 с их выходов поступают на входы эле- мента И-НЕ П. Элемент И-НЕ закрыт
(Л
ел
со
СП
о
и сигнал с его выхода равен нулю. Ключ 13 закрыт, в результате чего к орректирующие воздействия Uj или и, не поступают в блоки 1 автоматического регулирования скорости двигателей клетей двухниточной группы и в группе соблюдается режим прокатки, настроенный оператором.
При прохождении паузы прокатки по левой нитке 9 на выходе датчика 7 сигнал и исчезает с выдержкой времени
г
равной времени прохождения
участком полосы уменьшенного сечения расстояния от последней клети черновой до первой клети правой чистовой группы, при этом исчезает и сигнал U4 на выходе элемента 12 запаздыва- . ния, а нулевой сигнал с выхода элемента запаздывания поступает на второй вход элемента И-НЕ 11, а I с его выхода (сигнал U5) поступает на управлякщий вход ключа 13, в резуль- тате чего ключ 13 открывается,пропуская сигнал дополнительного корректирующего воздействия блока 3 коррекции на входы блоков 1 автоматического регулирования скорости клетей двухниточной группы. В результате скорость.клетей двухниточной группы увеличивается, а увеличения натяжения в полосе между черновой и правой чистовой группами не происходит секундный объем на входе в первую клеть правой чистовой группы не изменяется. Та ким образом, изменение коичества одновременно прокатываемых черновой группе полос не влияет а размеры готового проката.
При заполнении черновой группы второй полосой (прекращении паузы прокатки) по левой нитке появится. сигнал U2 на выходе датчика 7, а чет рез время t транспортного запаздывания от последней клети двухниточной группы к первой клети правой чистовой группы - сигнал U4 на вько- де элемента 12 запаздывания. На первый вход элемента И-НЕ поступает 1,
а нулевым сигналом с его выхода закрывается ключ 13, в результате чего сигнал дополнительного корректирую- J щего воздействия снимается со входов блоков автоматического регулирования скорости клетей черновой группы ив двухниточной группе клетей.восстанавливается режим прокатки, настроен- JO ный оператором.
При прохождении паузы прокатки по правой нитке 8 устройство работает аналогично.
Таким образом, устройство для ав- 5 томатического регулирования скорости двигателей клетей двухниточных групп поддерживает в стане оптимальный скоростной режим независимо от количества одновременно прокатывае- 0 мых в двухниточной группе полос.
Формулаизобретения
Устройство для автоматического
5 регулирования скорости двигателей клетей двухниточной группы непрерывного стана, содержащее двэ блока автоматического регулирования скорости двигателей клетей, два блока коррек0 выходы которых соединены со входами соответствующих ключей и два датчика наличия металла,установ- ленных на левой и правой нитках и. через соответствующие элементы запазJ дывания подсоединенных к управляющим входам ключей, отличающееся тем, что, с целью увеличения выхода годного за счет уменьшения обрези и вторых сортов при раск0 рое, оно снабжено третьим ключом и элементом И-НЕ, первый и второй входы которого соединены с выходами элементов запаздывания левой и правой ниток соответственно, а выход - с
5 управляющим входом третьего ключа, второй и третий входы которого соединены с выходами первого и второго ключей, а выход - к блокам автоматического регулирования скорости двигаQ телей клетей.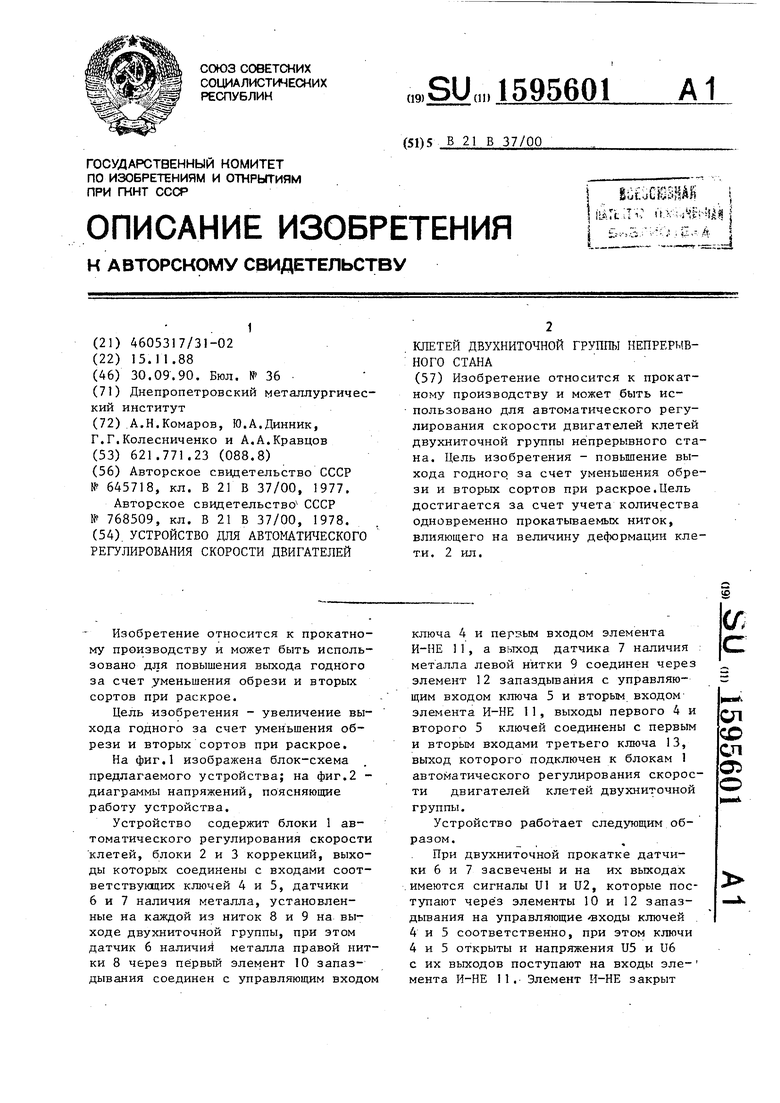
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования скорости приводов клетей двухниточной группы непрерывного стана | 1978 |
|
SU768509A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Непрерывный прокатный стан | 1988 |
|
SU1585027A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ В МЕЖКЛЕТЕВОМ ПРОМЕЖУТКЕ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2010 |
|
RU2446026C2 |
| Способ автоматического управления электроприводами петледержателей чистовой непрерывной группы клетей стана горячей прокатки | 1982 |
|
SU1041189A2 |
| Устройство для регулирования размеров проката непрерывного стана двухниточной прокатки | 1989 |
|
SU1676698A1 |
| Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана | 1978 |
|
SU778842A1 |
| Способ прокатки круглых сортовых профилей и катанки | 1985 |
|
SU1382510A1 |
Изобретение относится к прокатному производству и может быть использовано для автоматического регулирования скорости двигателей клетей двухниточной группы непрерывного стана. Цель изобретения - повышение выхода годного за счет уменьшения обрези и вторых сортов при раскрое. Цель достигается за счет учета количества одновременно прокатываемых ниток, влияющего на величину деформации клети. 2 ил.
У//////////////////
У//////////////////////////
(
I
-
У///.
Фаг. 1
У///////////Л
г
7//////9Л
у/////т
| Устройство для автоматического регулирования скорости привода клети многониточной группы непрерывного стана | 1977 |
|
SU645718A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для автоматического регулирования скорости приводов клетей двухниточной группы непрерывного стана | 1978 |
|
SU768509A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
