трубной заготовки) и выбирается за счет плотного обтягивания поперечного сечения трубы 2 вокруг оправки 3 во время выдавливания роликами 1 вогнутых желобов, что заранее учтено при подборе периметра поперечного сечения заготовки и соответствующей оправки 3.
Таким образом, в приведенном примере деформацию трубы предлагаемым способом осуществляют, воздействуя инструментом (оправкой 3) внутри по всему периметру ее поперечного сечения, а снаружи (роликами 1)-только в местах формовки вогнутых желобов (элементов наружной поверхности) . Также следует иметь в виду, что в предлагаемом способе воздействие инструментом внутри трубы может осуществляться не только по всему периметру ее поперечного сечения, но и наряду с указанным - только по выступающим снаружи верщинам либо впадинам поперечного сечения трубы, т. е. оправка может быть неполной или по впадинам или по верщинам профиля.
В случае, когда необходимо по расчету, чтобы трубная заготовка перед вышеуказанной деформацией без зазора плотно облегала выпуклые части поперечного сечения оправки, т. е. когда периметр поперечного сечения каждого вогнутого элемента наружной поверхности трубы должен быть равным периметру части поперечного сечения заготовки, расположенной строго над ним до деформации, ввести свободно оправку в полость такой трубной заготовки не представляется возможным.
С целью устранения этого недостатка предлагается в полость трубной заготовки с внутренними размерами поперечного сечения, больщими размеров выпуклых частей профиля оправки, свободно ввести последнюю, после чего до воздействия формующего инструмента снаружи осаживать (обжимать) заготовку (без обжатия по стенке) до плотного прилегания ее внутренней поверхности к выпуклым частям оправки в калибре, не имеющем выступов для формовки вогнутых элементов наружной поверхности, например, в круглом, для скругленного профиля заготовки.
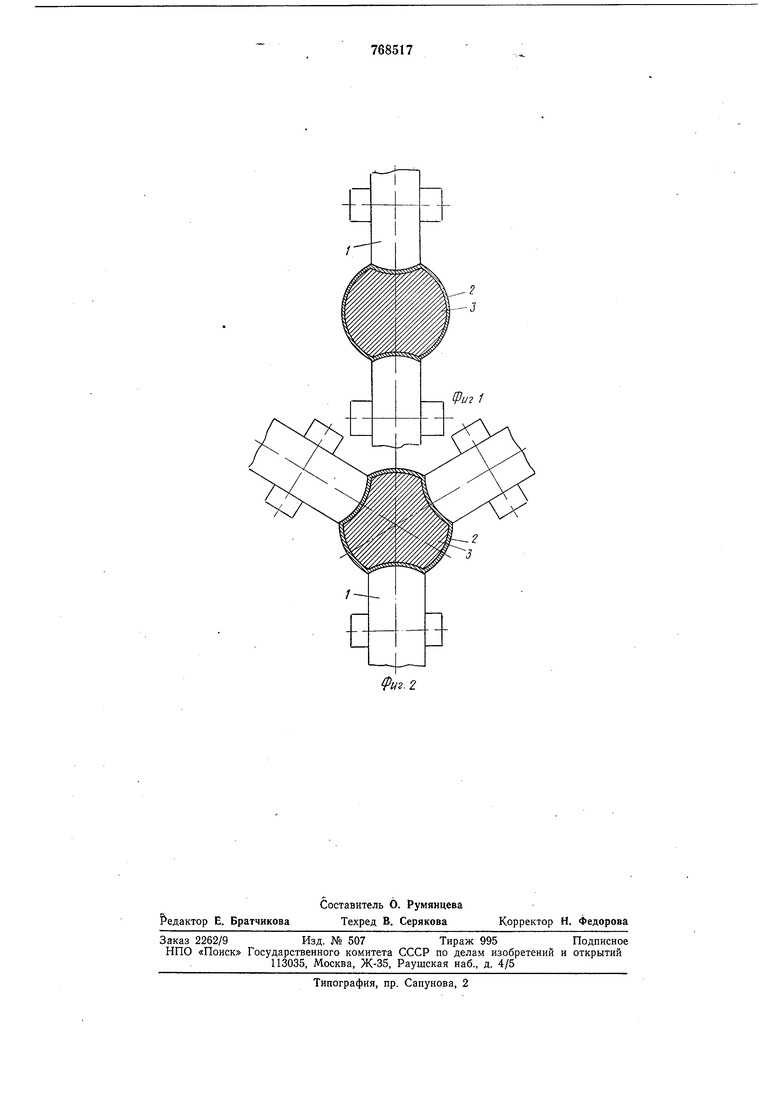
Пример. Для формовки труб о двумя вогнутыми радиусами 2,5 мм желобами диаметром 8,7 мм и расстоянием между крайними точкаь и вь1гиба желобов снаружи 5,2 мм применялась круглая трубная заготовка размером 8, мм. Профиль оправки полностью соответствовал внутреннему профилю трубы. Снаружи в местах формовки вогнуть1х желобов воздействовали двумя радиально расположенными роликами с рабочими поверхностями радиусом 2,5 мм. В связи с тем, что внутренний диаметр заготовки был равен диаметру оправки, оправка свободно вводилась в полость заготовки размером 10X0,5 мм, после чего заготовку осаживали в волоке до плотного облегания поверхности оправки, т. е. до размера 8,7X0,5 мм, закрепляли стержень оправки и протягивали по схеме (фиг. 1) между двумя выщеупомянутыми роликами.
Сформованная таким образом труба соответствовала предъявляемым требованиям.
Применение предлагаемого способа формовки труб с вогнутыми элементами наружной поверхности позволит улучшить условия работы инструмента и качество поверхности получаемых труб, а также снизить энергетические затраты на их изготовление.
Формула изобретения
Способ изготовления фасонных труб с вогнутыми участками поверхности профиля трубы, включающий волочение труб на фасонной оправке, отличающийся тем, что, с целью повышения точности формы профиля трубы и исключения применения фасонных волок, волочение осуществляют в два этапа: проводят обжатие только участков пернметра трубы, соответствующих выпуклым частям оправки, а затем на той же оправке формуют только вогнутые элементы поверхности профиля трубы.
Источники информации, принятые во внимание при экспертизе
1. А. К. Шурупов и Т. А. Фрайберг. Производство труб экономичных профилей. Металлургиздат, 1963, с. 134-136.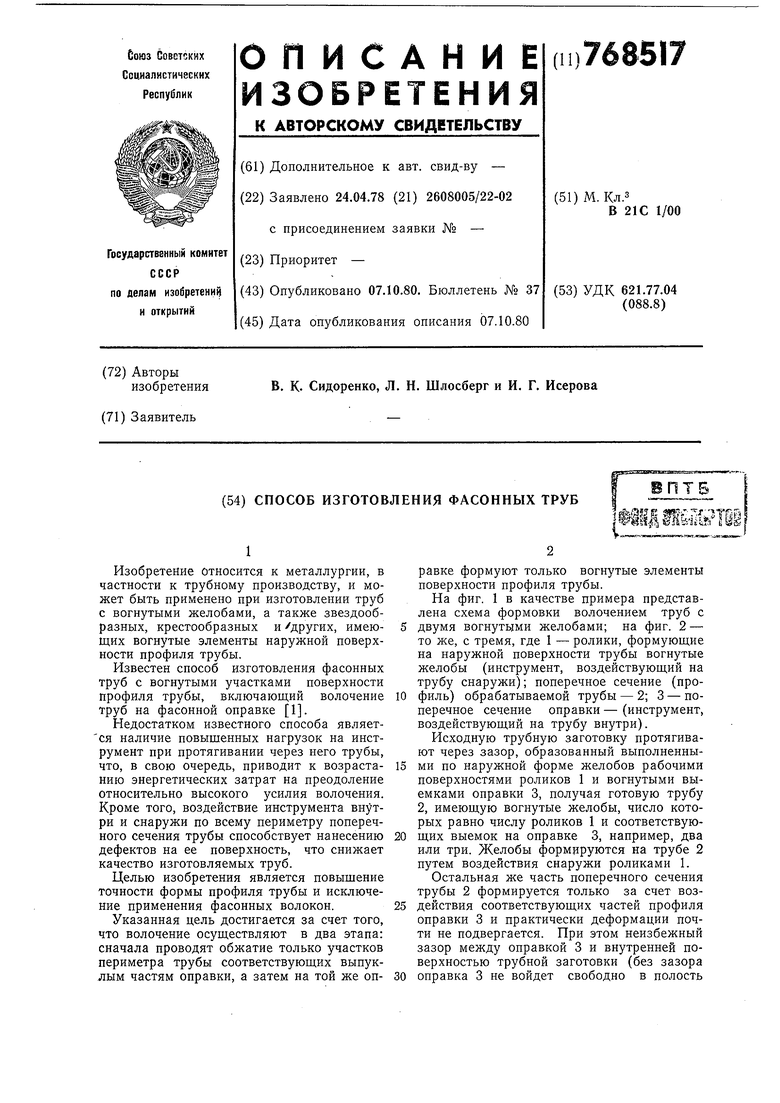
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| Способ изготовления фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1984 |
|
SU1237283A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1992 |
|
RU2028845C1 |
| Способ изготовления захватки под тянущий механизм для протягивания через волоку труб | 1990 |
|
SU1731333A1 |
| Инструмент для волочения тонкостенных фасонных труб | 1982 |
|
SU1045977A1 |
| ВОЛОКА | 1996 |
|
RU2101109C1 |
| Способ производства труб | 1991 |
|
SU1790460A3 |