Изобретение относится к обработке металлов давлением, в частности к тpyбнo fy производству и может быт применено- при изготовлении фасонных труб с чередующимися вогнутьоми и выпуклыми участками поверхности их про филя например крестообразных типа А, двухканальных типа В и др.
Целью изобретения является уменьшение затрат путем снижения усилия волочения.
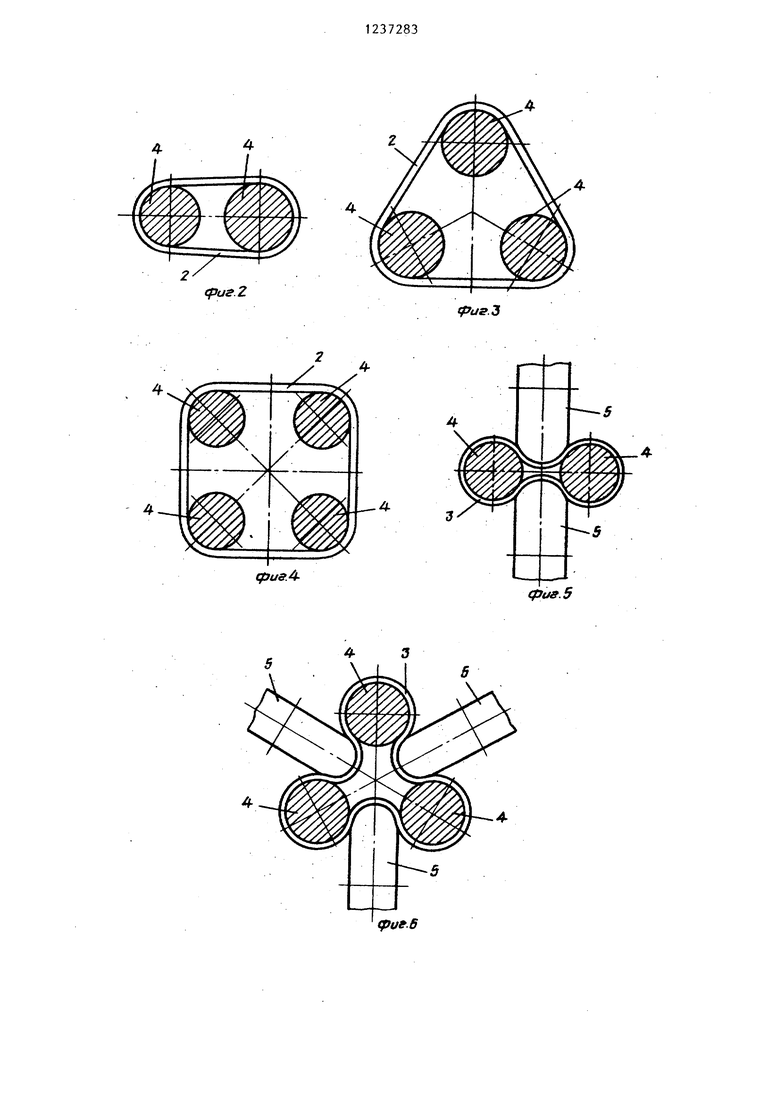
На фиг. 1 представлена круглая труба-заготовка, применяемая в качестве исходной при изготовлении фасонных- труб,.поперечное сечение; на фиг. 2 - 4 - предварительно сформированные промежуточные фасонные трубы многоугольного 1Трофиля, поперечное сечение; на фиг. 5 - 7 - окончательн сформированные фасонные трубы, поперечное сечение в очаге деформации.
Согласно предлагаемому способу
;круглую исходную трубу-заготовку 1 профилируют, например волочением через калибр соответствующего профиля (не показан), например в плоскоовальную промежуточную трубу 2 (фиг. 2) под двухканальную конечную трубу 3 (фиг. 5) в треугольную промежуточную трубу 2 (фиг. 3) под трехканальную конечную трубу 3 , (фиг. 6) или в квадратную промежуточную трубу 2 (фиг. 4) под крестообразную конечную трубу 3 (фиг. 7). Все профилированные промежуточные трубы 2 (фиг. 2, 3 и 4) .имеют скругленные углы, с которыми изнутри контактируют введенные оправки 4. Промежуточные трубы 2 с введенными оправками 4 рротяги- вают через очаг деформа-ции образован :ньй роликами 5.При этом ролики 5 прои рзодят обжатие промежуточных труб 2 ;в местах впадин из профиля, прижимая |оправки 4 к периферии, в результате чего за счет поперечного натяжения между роликами 5 и оправками 4 формируются трубы 3 конечного профиля.Количество роликов 5, участвующих в процессе волочения, равно количеству i::TopOH профиля промежуточных многоугольных труб 2, т.е. количеству вогнутых участков профиля готовых труб 4, а количество оправок равно количеству скругленных углов профиля промежуточньк многоугольных труб 2, т.е. количеству вьшуклых участков
профиля готовых труб.
Снаружи на вогнутые участки готовой трубы воздействуют ролики лищь
в местах впадин, а внутри на выпуклые участки - оправки без обжатия стенки, т.е. имеет место уменьшение площади контакта трубы с инструментом. В результате снижается вероятность нанесения дефектов инструментом в процессе деформирования труб, а также уменьшается усилие волочения.
Пример1. Для изготовления по предлагаемому способу стальных крестообразных труб высотой 37 мм (радиус вогнутых элементов 8 мм, радиус вьшуклых элементов 6 мм, толщина стенки 1 мм) была применена
квадратная труба-заготовка со стороной 49,5 мм, радиусом дуг сопряжения сторон квадрата 7,8 мм и толщиной стенки 1 мм. Изготовление указанньгх труб осуществляли волочением в четырех роликах 2, имеющих по периферии скругленную поверхность радиусом 8 мм для формирования вогнутых элементов. При этом формирова-.
ние вьшуклых элементов осуществляли посредством воздействия четьфех неподвижных оправок 4, вьтолненых в виде стержней диаметром 4 мм.Поскольку оправки охватьгоались выпуклыми
элементами трубы под углом 234 , что более половины окружности,то исключалась возможность выскальзьшания их к центру трубы в процессе волочения. Смазку при волочении применяли
только по внутренней поверхности труб. Дефектов на поверхности труб во время волочения не было. Пиковые нагрузки не возникали.
П р и м е р 2. Аналогичные трубы
были изготовлены-способом волочения в монолитной волоке и оправке,воздей- ствующими по всему перимеру поперечного сечения трубы. При этом смазку применяли как по внутренней,так и по наружной Поверхностям труб, а до нанесения смазки поверхность труб омедняли.
Во время волочения было замечено значительное увеличение усилия воло- чения. Кроме того, при прохождении через инструмент местных утолщений- стенок труб наблюдалось возникновение пиковых нагрузок, вызывавших появление дефектов,обрьшов, увеличение энергозатрат.
Изобретение позволяет снизить энергетические затраты на изготовле- HHe труб, повысить их качество.
epaff.Z
tpus.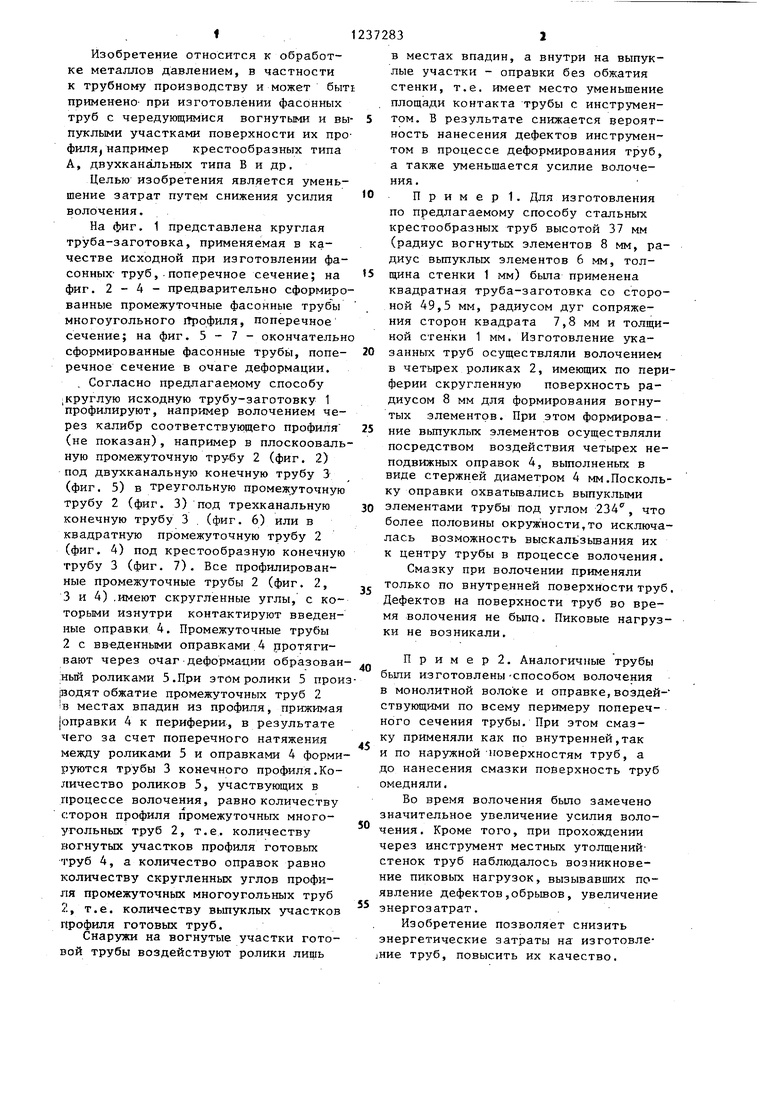
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для волочения фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1985 |
|
SU1292859A1 |
| Способ изготовления фасонных труб | 1978 |
|
SU768517A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ МНОГОГРАННЫХ ТРУБ (ВАРИАНТЫ) | 2009 |
|
RU2410179C1 |
| Инструмент для волочения звездообразных и крестообразных труб | 1985 |
|
SU1268236A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Инструмент для волочения труб | 1979 |
|
SU829242A1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Способ волочения труб со скручиванием | 1985 |
|
SU1310057A2 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОДА КОНТАКТНОГО ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2012 |
|
RU2492010C1 |
| ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ МНОГОГРАННЫХ ФАСОННЫХ ПРОФИЛЕЙ И СПОСОБ ОБРАБОТКИ КАНАЛА ВОЛОКИ | 2002 |
|
RU2236921C2 |
X
/.
4
cpusA
фае. 5
(fuf6
ftja.7
| Способ изготовления фасонных труб | 1978 |
|
SU768517A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шуруков А.К | |||
| и др | |||
| Производство труб экономичных профилей | |||
| Свердловск: Металлургиздат, 1963, с.124- 126. | |||
