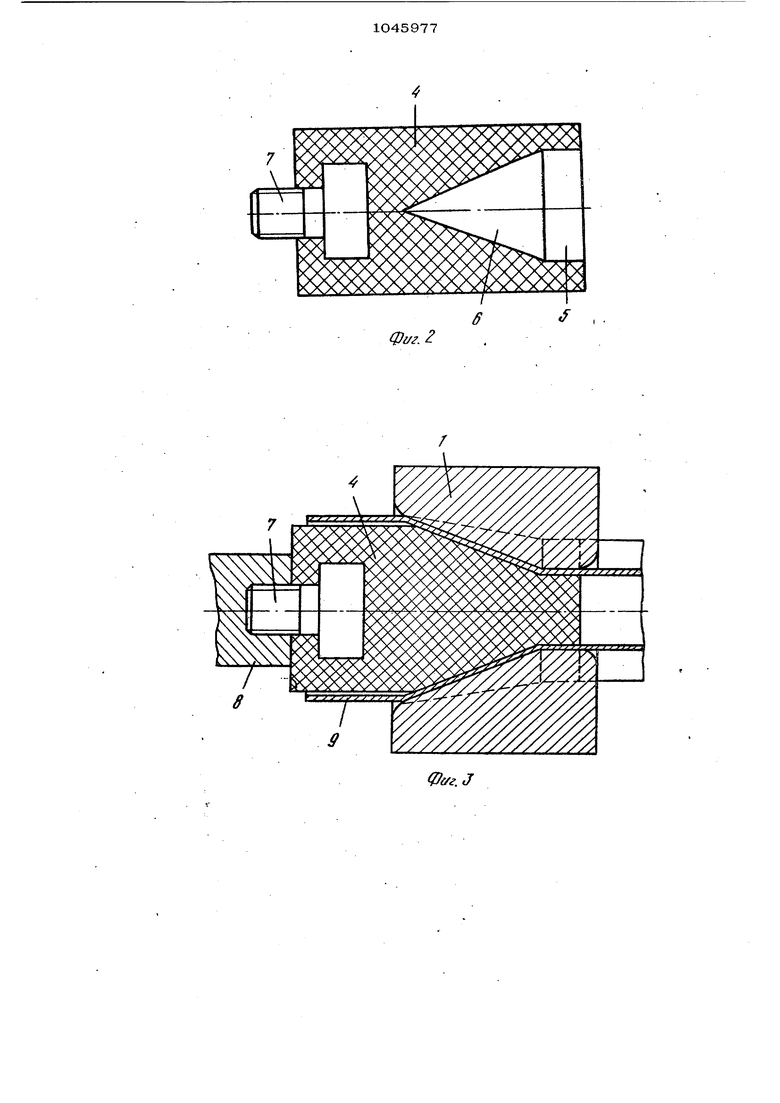
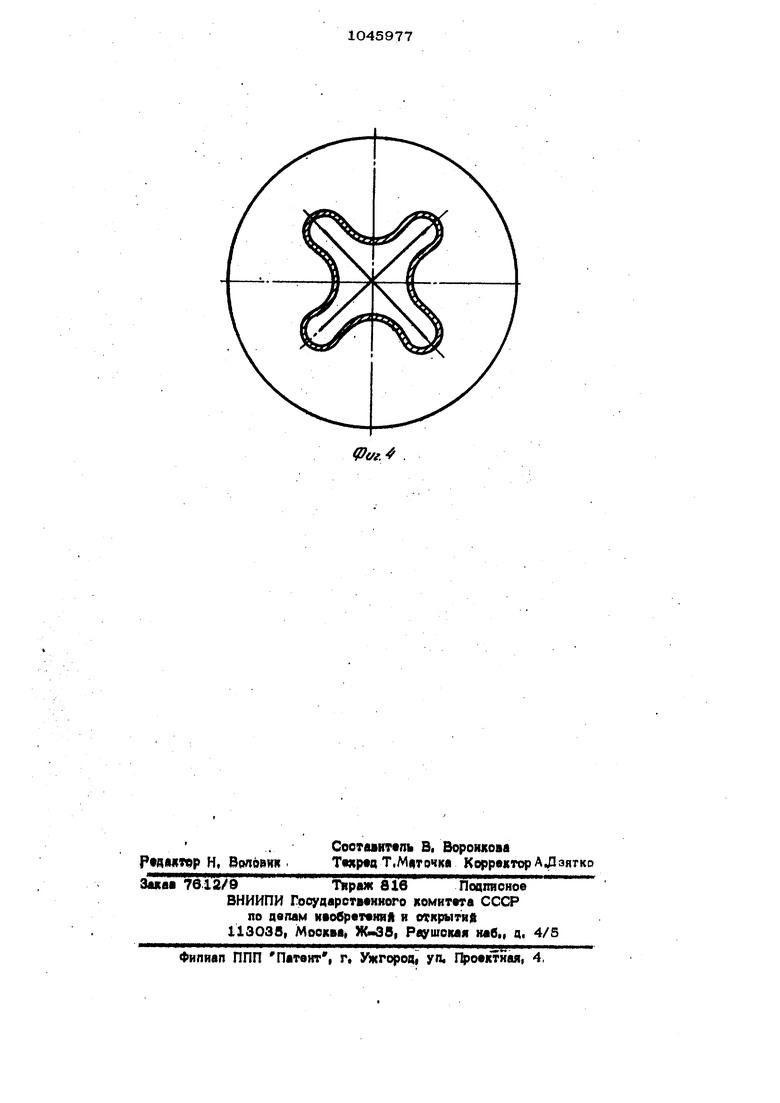
Изобретение относится к обработке метаппов давлением и может бЫть испопь вовано при производстве труб. Известен инструмент для волочения тонкостенных фасонных труба включающий волоку с деформирующим и кaлибpVющим участками и неподвижную оправку кругло го поперечного сечения из упругого материала LlJ . Недостатком известного инструмента является то, что при изготовлении фасон ных труб,- площадь поперечного сечения полости которых значительно меньше пло щади поперечного сечения полости круг tлой трубной заготовки того же периметра, например крестообразных, оправка из упругого материала не заполняет всю вну треннюю полость трубы, а деформируется вдоль ее оси, что приводит к искажению профиля тех участков периметра трубы, на которые не воздействует оправка. Цель изобретения - повышение качест ва труб, площадь поперечного сечения полости которых меньше площади попереч ного сечения полости круглой трубной заготовки того же периметра, например крестообразных. Поставленная цель достигается тем, что в инструменте для волочения тонко.стеннык фасоннык труб, включающем волоку с деформирующим и калибрующим участками и неподвижную оправку круглого поперечного сечения из упругого материала, оправка выполнена с осевой открытой со стороны переднего конца оправки полостью, имеющей цилиндрический участок, равный длине калибрующего участка волоки, расположенный со стороны перец него конца оправки и сопряженный с ним конический участок длинoй paвнoй длине деформирующего участка волоки, причем площадь сечения цилиндрического участка полости равна разности площадей волоки в начале деформирующего и калибрующего участков. На фиг, 1 изображена волока для волочения крестообразных труб; на фиг, 2 - оправка; на фиг, 3 - инструмент в процес се волочения; на фиг. 4 - поперечное сечение волоки с заготовкой, Инструмент состоит из волоки 1, имею щей деформирующий 2 и калибрующий 3 участки и неподвижную оправку 4 круглого поперечного сечения, выполненную из упругого материала, со стороны переднего конца оправки 4 выполнена осевая открытая полость, имеющая цилиндрический
участок 5 и сопряженный с «им коничес-размеров труб. 1 9772 кий участок 6, причем длина цилиндрического участка 5 равна длине калибрукшего участка 3 волоки, а длина конического участка 6 равна длине деформирующего участка 2 волоки, площадь основания цилиндрического участка полости равна разности цлощадей волоки в начале деформирующего и калибрующего участков. Оправка 4 снабжена крепежным элементом 7дпя крепления оправки 4 к задающему стержню 8 волочильного стана. Инструмент работает следуюишм . Трубная заготовка 9, периметр которой равен периметру изготавливаемых труб, вводится Заостренным концом в волоку 1, 8заготовку 9 посредством задающего стержня 8 волочильного стана вводится оправка 4. После начала процесса волочения оправка 4 располагается по отношению к волоке 1 так, что конический учас ток 6 полости оправки 4 раходится в области деформирующего участка 2 волоки 1, а цилиндрический участок 5 полости 4 . в области калибрующего участка 3 волоки 1, В очаге деформации происходит постепенное формоизменение трубной заготовки от круга к заданному волокой 1 .профилю и уменьшение плошади поперечного сечения полости трубы. При этом за счёт наличия коническо-цилиндрической полости в оправке 4, последняя деформируется в очаге деформации подобно трубной заготовке 9, полностью повторяя ее профиль и заполняя всю внутреннюю полость трубы в очаге деформации. Поскольку максимальная ппсщаць поперечного сечения .отверстия оправки 4, равная площади основания цилиндрического участка, представляет собой разность площадей канала волоки 1 в начале деформирующего 2 и калибрующего 3 участков, то площадь поперечного сечения оправки 4 вдоль очага деформации равна площади внутренней полости cooi ветствующего сечения трубы и оправки 4 деформируется до соприкосновения стенок отверстия и создает необходимое давление на внутреннюю поверхность трубы, противодействуя таким образом искажению профиля трубы. Применение изобретения позволяет снизить искажение профиля при волочении тонкостенных фасонных труб, площадь поперечного сечения полости которых меньше площади поперечного сечения полости круглой трубной заготовки того же периметру и повысить их качество в результате повышения точности геометрических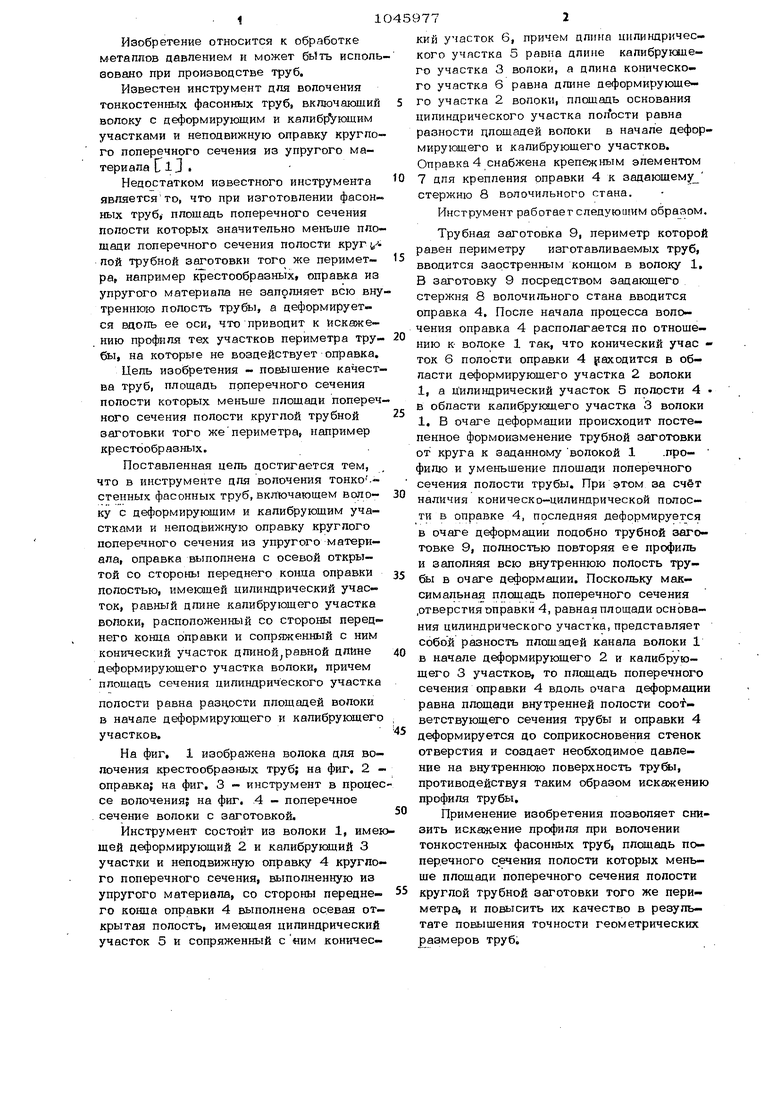
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПОЛЫХ ПРОФИЛЕЙ С ВОГНУТЫМ УЧАСТКОМ НАРУЖНОЙ ПОВЕРХНОСТИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2040352C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| Способ изготовления фасонных труб | 1978 |
|
SU768517A1 |
| Способ изготовления фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1984 |
|
SU1237283A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| Инструмент для профилирования труб с продольными гофрами | 1990 |
|
SU1731340A1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Оправка трубного стана | 1985 |
|
SU1319952A1 |
| Инструмент для волочения фасонных труб с чередующимися вогнутыми и выпуклыми участками профиля | 1985 |
|
SU1292859A1 |
ИНСТРУМЕНТ-ДЛЯ ВОЛОЧЕНИЯ ТОНКОСТЕННЫХ ФАСОННЫХ ТРУБ, включающий вопоку с цеформируюшвм в калибрующим участками и неподвижную оправку круглого поперечного сеченяя иэ упругого материала, отличающийся тем, что, с цешаю повышения качества .труб, ппсщаць поп ечного сечения которых меньше площади поперечного сечения полости круглой трубной заготовки того же периметра, например крестообразных, оправка выполнена с осевой открытой со стороны переднего конца оправки полостью, имеющей цилиндрический участок равный длине калибрующего участка волоки и сопряженный с ним конический участок длиной равной длине деформирующего участка волоки, причем плсшадь сечения цилиндрического участка полости равна разности площадей , волоки в начале деформирующего и калибрующего участков. (Л ел ;о Ы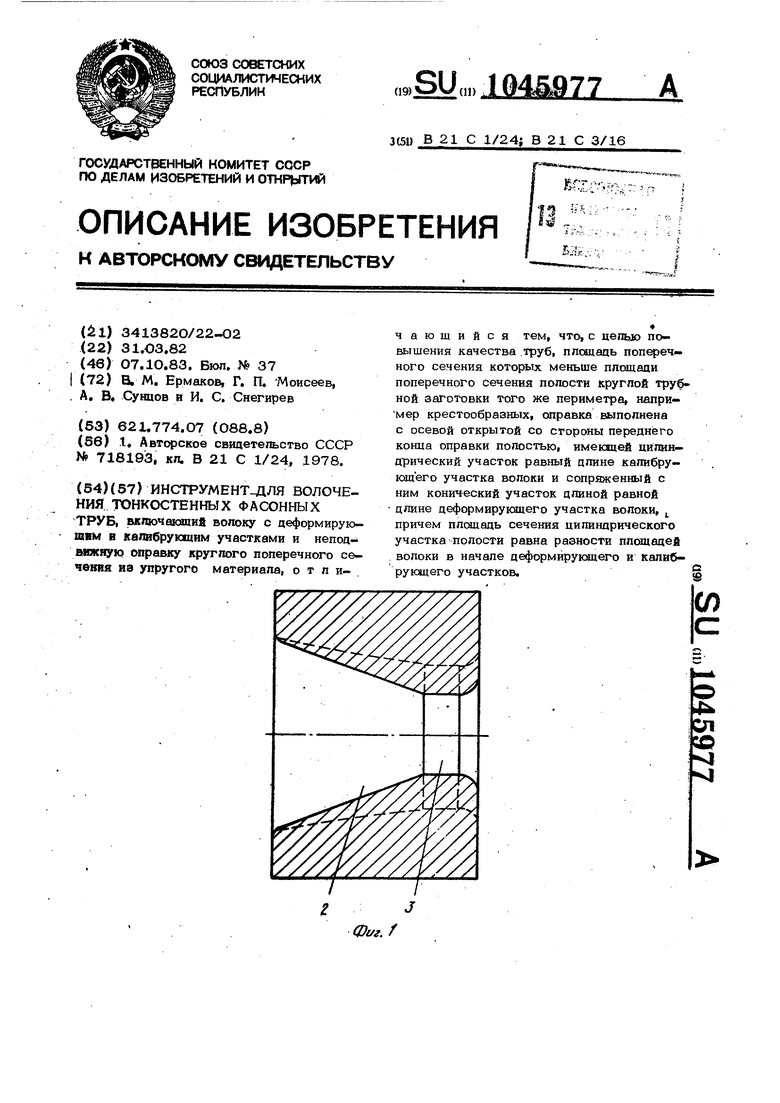
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
