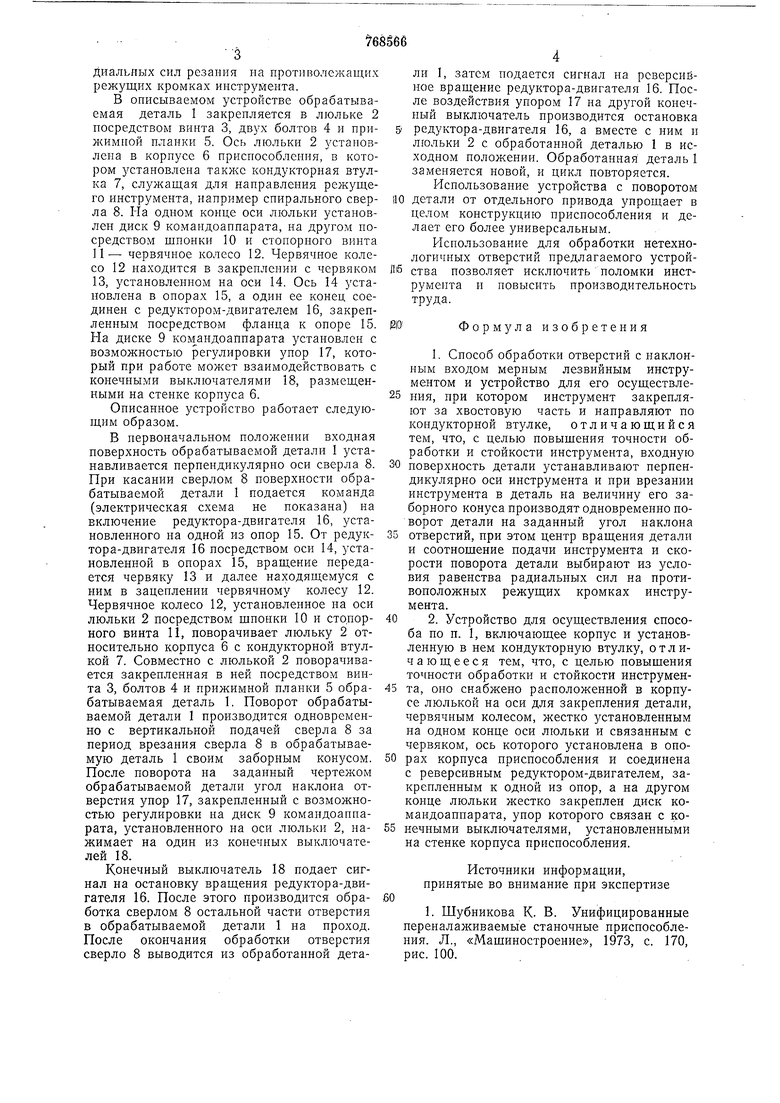
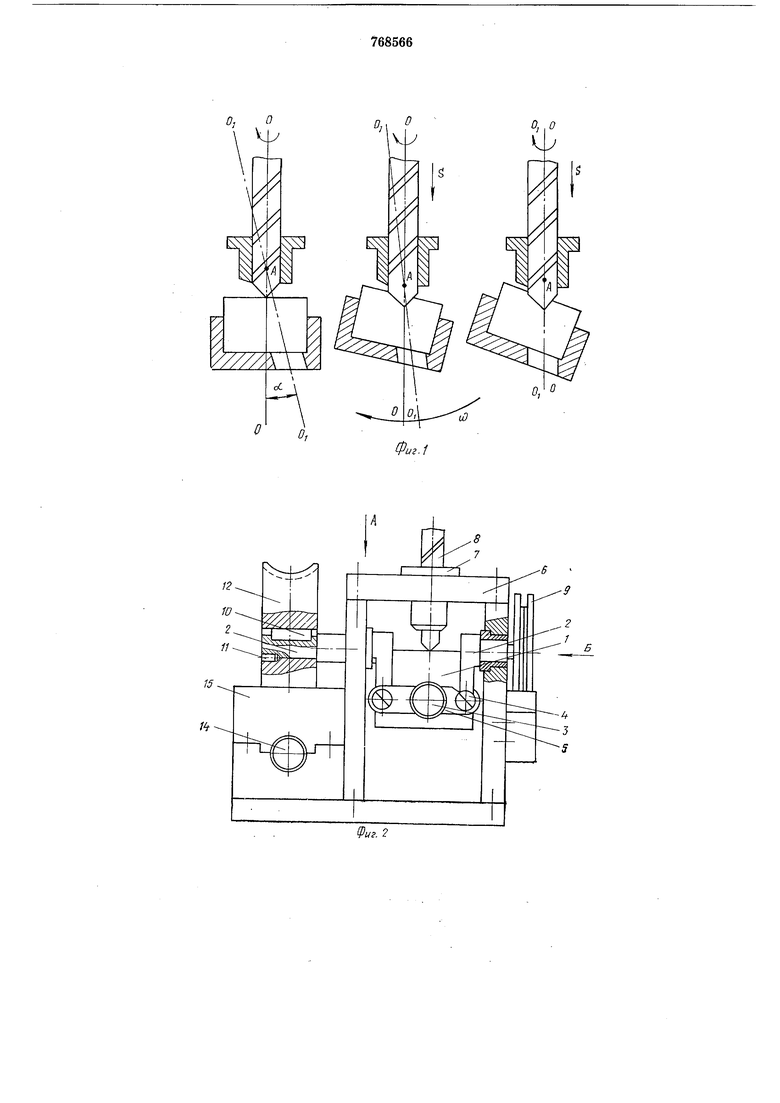
диальных сил резания на противолежащих режущих кромках ииструйента. В описываемом устройстве обрабатываемая деталь I закрепляется в люльке 2 посредством виита 3, двух болтов 4 и ирижимпой плаики 5. Ось люльки 2 устаиовлеиа в корпусе 6 присиособлеиия, в котором зстаиовлеиа также кондукторная втулка 7, служащая для направления режущего ннструмента, например спирального сверла 8. lia одном конце оси люльки установлен диск 9 комапдоанпарата, на другом посредством шпонкн 10 и стопорного винта II- червячное колесо 12. Червячное колесо 12 находится в закреплении с червяком 13, установленном на оси 14. Ось 14 установлена в опорах 15, а один ее конец соединен с редуктором-двигателем 16, закрепленным посредством фланца к опоре 15. На диске 9 командоапнарата установлен с возможностью регулировки упор 17, который при работе может взаимодействовать с конечными выключателями 18, размещенными на стенке корпуса 6. Описанное устройство работает следующим образом. В первоначальном положении входная поверхность обрабатываемой детали 1 устанавливается перпендикулярно оси сверла 8. При касании сверлом 8 поверхности обрабатываемой детали 1 подается команда (электрическая схема не показана) на включение редуктора-двигателя 16, установленного на одной из опор 15. От редуктора-двнгателя 16 посредством оси 14, установленной в опорах 15, вращение передается червяку 13 и далее находящемуся с ним в зацеплении червячному колесу 12. Червячное колесо 12, установленное на оси люльки 2 посредством шпонки 10 и стопорного винта 11, поворачивает люльку 2 относительно корпуса 6 с кондукторной втулкой 7. Совместно с люлькой 2 поворачивается закрепленная в ней посредством винта 3, болтов 4 и прижимной планки 5 обрабатываемая деталь 1. Поворот обрабатываемой детали 1 производится одновременно с вертикальной подачей сверла 8 за период врезания сверла 8 в обрабатываемую деталь 1 своим заборным конусом. После поворота на заданный чертежом обрабатываемой детали угол наклона отверстия упор 17, закрепленный с возможностью регулировки на диск 9 командоаппарата, установленного иа оси люльки 2, нажимает на один из конечных выключателей 18. Конечный выключатель 18 подает сигнал на остановку вращения редуктора-двигателя 16. После этого производится обработка сверлом 8 остальной части отверстия в обрабатываемой детали 1 на проход. После окончания обработки отверстия сверло 8 выводится из обработанной детали 1, затем подается сигнал на реверсийное вращение редуктора-двигателя 16. После воздействия упором 17 на другой конечный выключатель производится остановка редуктора-двигателя 16, а вместе с ним н люльки 2 с обработанной деталью 1 в исходном положении. Обработанная деталь 1 заменяется новой, и цикл повторяется. Использование устройства с поворотом детали от отдельного привода упрощает в целом конструкцию приспособления и делает его более универсальным. Использование для обработки нетехнологнчных отверстий предлагаемого устройства позволяет исключить поломки инструмента н повысить производительность труда. Формула изобретения 1. Способ обработки отверстий с наклонным входом мерным лезвийным инструментом и устройство для его осуществления, при котором инструмент закрепляют за хвостовую часть и направляют но кондукторной втулке, отличающийся тем, что, с целью повыщения точности обработки и стойкости инструмента, входную поверхность детали устанавливают перпендикулярно оси инструмента и при врезании инструмента в деталь на величину его заборного конуса производят одновременно поворот детали на заданный угол наклона отверстий, при этом центр вращения детали н соотнощение подачи ннструмента и скорости поворота детали выбирают из условия равенства радиальных сил на противоположных режущих кромках инструмента. 2. Устройство для осуществления способа по п. I, включающее корпус и установленную в нем кондукторную втулку, отличающееся тем, что, с целью повыщения точности обработкн и стойкости инструмента, оно снабжено расположенной в корпусе люлькой на оси для закрепления детали, червячным колесом, жестко установленным на одном конце оси люльки и связанным с червяком, ось которого установлена в опоpax корпуса приспособления и соединена с реверсивным редуктором-двигателем, закрепленным к одной из опор, а на другом конце люльки жестко закренлен диск командоаннарата, упор которого связан с коечными выключателями, установленными на стенке корпуса приспособления, Источники информации, принятые во внимание при экспертизе 1. Шубникова К. В. Унифицированные ереналаживаемые станочные приспособлеия. Л., «Мащиностроение, 1973, с. 170, ис. 100.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления отверстий с наклонным входом | 1979 |
|
SU870003A1 |
| Приспособление для сверления отверстий с нескольких сторон в криволинейных деталях типа тюбингов | 1985 |
|
SU1303285A1 |
| Роторный сверлильный автомат | 1979 |
|
SU772742A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Люнет | 1981 |
|
SU984795A2 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Многошпиндельный станок | 1981 |
|
SU1000169A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ | 1998 |
|
RU2156686C2 |
12
Vui.2
Вид А
иг
Видь
IS Л ф, ,,
