1
Предлагаемое изобретение относится к оборудованию для производства радиодеталей, преимущественно секций оксидно-полупроводниковых конденсаторов.
Известно устройство для гальванических изделий, содержащее ряд ванн, расположенных по ходу технологического процесса, транспортирующий механизм, контактную систему и привод .
Устройство при наличии сложной конструкции не обеспечивает качественной обработки изделий.
Известно также устройство для гальванической металлизации изделий, содержащее ряд ванн, расположенных .по ходу технологического процесса, транспортирующий механизм, контактную систему и привод
2.
Недостатком данного устройства является небольщая производительность из-за непосредственного контактирования контактной системы во время движения изделий, что сказывается на качестве обработки изделий в связи с колебаниями уровня электролита.
Целью изобретения является устранение выщеуказанных недостатков, а именно, повыщение производительности и качества обработки изделий.
Указанная цель достигается тем, что транспортирующий механизм выполнен в виде связанных между собой двух рам, первая из которых снабжена направляющими 5 щтоками, выполнена с пазами для размещения изделий и связана с приводом посредством кулисы, причем один из направляющих щтоков выполнен в виде зубчатой рейки, а вторая рама размещена по ходу
10 технологического процесса за первой рамой и ниже ее и соединена с приводом посредством подвижных щтоков, при этом контактная система выполнена в виде укрепленного посредством подвижного вала
15 фланца, который снабжен планками с пластинчатыми контактами, размещенными между ними поворотными пластинами, рейками с пальцами, водилом и втулкой, выполненной с пазами на ее верхнем торце
20 для взаимодействия с водилом и имеющей щестерню на нижнем торце для взаимодействия с зубчатой рейкой первой рамы, причем рейки связаны с поворотными пластинами посредством рычагов, а через вильча25 тый рычаг - с приводом.
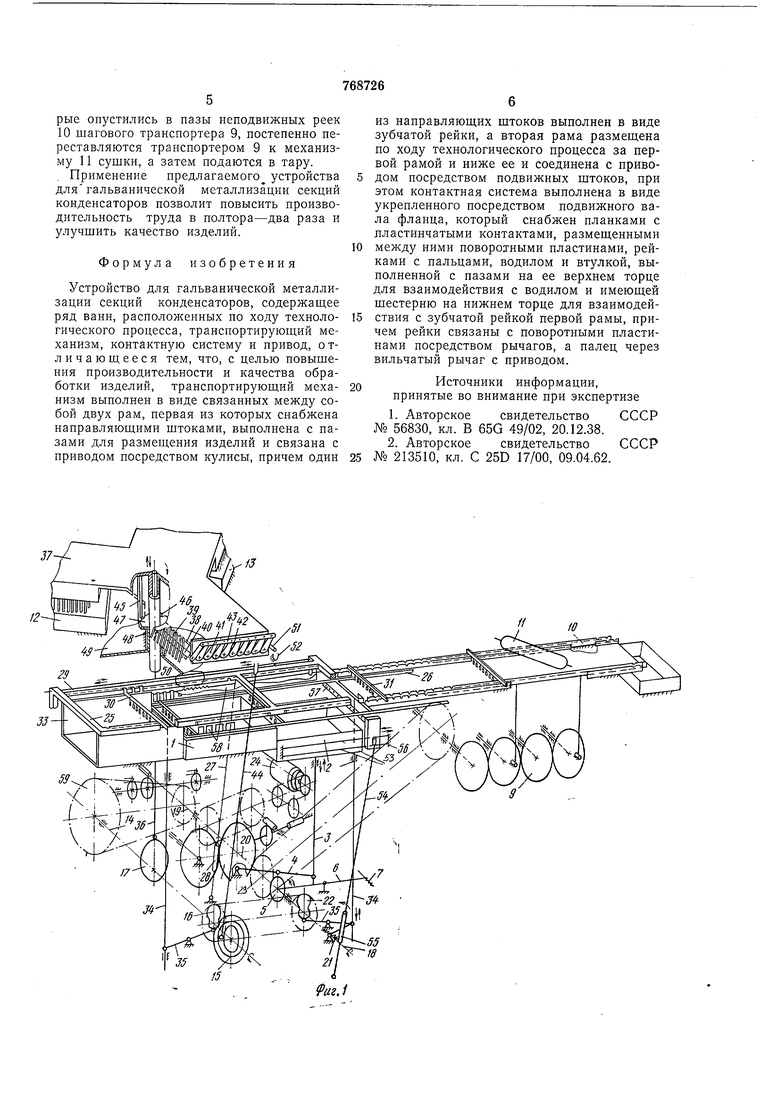
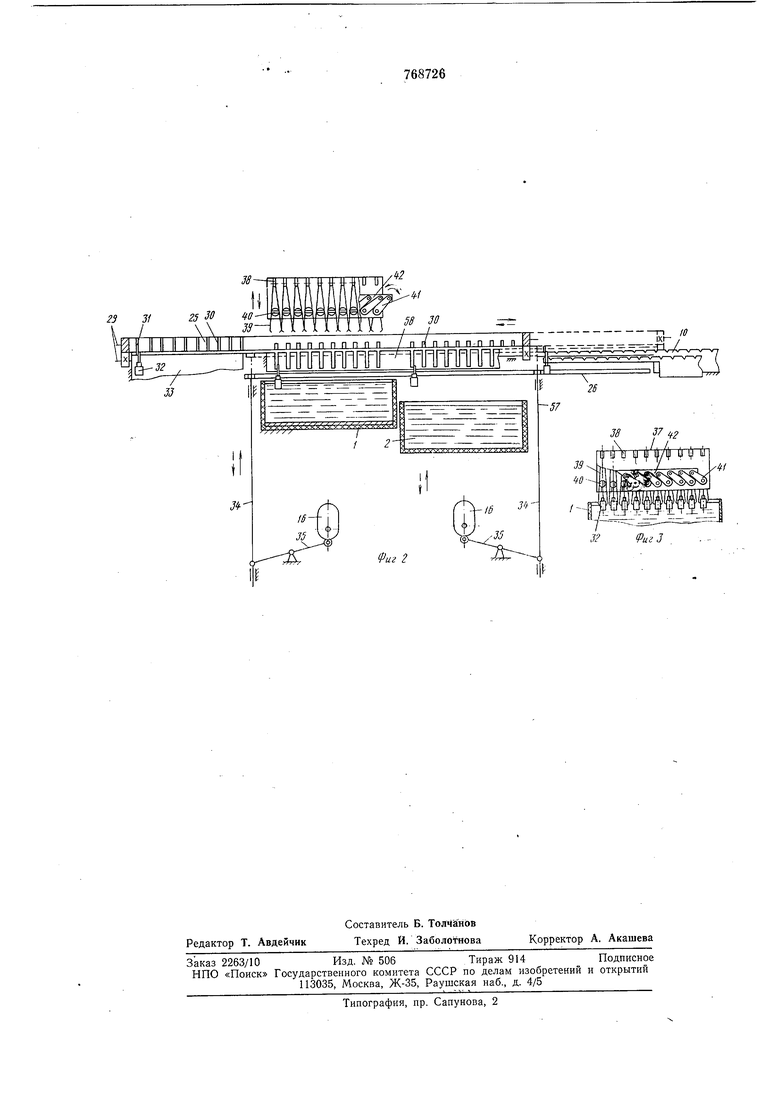
На фиг. 1 кинематическая схема предлагаемого устройства; на фиг. 2 схема транспортировки, металлизации и промывки секции конденсаторов; на фиг. 3 - контактная
30 система в закрытом положении.
Устройство для гальванической металлизации содержит ванну 1 для металлизации изделий, ванну 2 для промывки изделий, укренленную на штоке 3, связанным с рычагом 4, взаимодействующим с кулачком 5, неремещаемым рычагом 6 от электромагнита 7, транспортирующий механизм 8, контактную систему, механизм удаления влаги, шаговый транснортер 9 с неподвижными рейками 10, механизм сущки 11, ванны для очистки и промывки контактов 12, 13, распределительный вал 14 с кулачками 15, 16, 17, распределительный вал 18 с муфтами 19, 20, 21 кулачком 22 и шестерней 23 и привод 24.
Транспортирующий механизм представляет собой две синхронно работающие рамы 25, 26. Рама 25 связана с кулисой 27, взаимодействующей с кривошипом 28, и снабжена направляющими штоками 29 и пазами 30 для размещения реек 31 с секциями 32 конденсаторов, опирающихся на подставку 33. Рама 26 расположена под рамой 25 и укреплена на двух подвижных штоках 34, связанных с рычагами 35.
Контактная система выполнена в виде установленного на валу 36 фланца 37, на котором размещены планки 38 и закрепленными с двух сторон пластинчатыми контактами 39. Между контактами 39 расположены поворотные пластины 40, связанные рычагами 41 с рейкой 42, имеющей палец
43,взаимодействующий с вилкой рычага
44.Фланец 37 снабжен водилом 45, взаимодействующим с пазом 46 верхнего торца 47 втулки 48, надетой на вал 36, а нижний торец втулки 48 представляет собой щестерию 49, взаимодействующую через щестерню 50 с зубчатой рейкой, в виде которой выполнен один из направляющих штоков 29. На фланце 37 укреплен палец 51 с возможностью взаимодействия с гнездом 52.
Механизм удаления влаги нредставляет собой перемещаемый ио направляющим 53 посредством кулисы 54 с кривошипом 55 корпус 56, снабженный патрубком 57 с отверстиями. На основании устройства установлены гребенки 58, служащие направляющими для реек 31 на позициях металлизации и промывки.
Устройство работает следующим образом.
Во время выстоя рамы 25 механизма 8 в исходном левом положении, оператор вставляет рейки 31 с приваренными секциями конденсаторов 32 в пазы 30 рамы 25. Рейки 31 опираются на подставку 33. Включается привод 24, срабатывает муфта 19 и через цепную передачу 59 передается вращение валу 14. Во время вращения вала 14 от кулачка 15 через рычаг 44 с вилкой, который воздействует на палец 43 рейки 42 через рычаги 41, поворотными пластинами 40 раскрываются контакты 39. Затем контактная система от кулачка 17 через шток 36 поднимается, цри этом водило 45 заходит своим выступом в паз 46 верхнего торца 47 втулки 48. Одновременно от кулачков 16, 22 через рычаги 35 и подвижные штоки 34 поднимается рама 26 вплотную до рамы 25 и располагается на одном уровне с подставкой 33. Муфта 19 отключается и вал 14, сделавший половину оборота, останавливается. Далее включается муфта 20 и движение от раснределительного вала 18 через зубчатое колесо 23, кривошин 28, кулису 27 и направляющие штоки 29 передается на раму 25, которая движется внраво, переставляя рейки 31 с
позиции загрузки на металлизацию, с металлизации - на промывку, с промывки - на неподвижные рейки 10 щагового транспортера 9. При движении рамы 25 вправо через
шестерни 50, 49, втулку 48 и водило 45, которое своим выступом заходит в паз 46 втулки 48, контактная система поворачивается, последовательно перенося контакты 39 в ванну очистки 12 с кислотой, а затем в ванну 13 с обессоленной водой.
Перед приходом рамы 25 в крайнее правое положение муфта 19 вторично включается и вал 14 вновь поворачивается на полоборота, рама 26 с рейками 31 и контактная система опускаются. Водило 45 выходит из пазов 46 втулки 48, а рейки 31 попадают из пазов 30 в гребенки 58, укрепленные на основании. Затем рама 25 возвращается в исходное (левое положение). При
возвращении рамы 25 втулка 48 вращается в обратном направлении вхолостую. После опускания контактной системы палец 51, укрепленный на фланце 37, заходит в гнездо 52, фиксируя контактную систему. Одновременно палец 43 заходит в вилку рычага 44, рычаг 44 от кулачка 15 поворачивает влево рычаги 41 и поворотные пластины 40, смыкая контакты 30 на секциях 32. Муфты 19 и 20 отключаются.
При опускании рамы 26 секции конденсаторов 32 погружаются в электролит ванны 1, подается электрический ток и происходит процесс гальванической металлизации секции 32. В то время как одна группа
контактов 39 обеспечивает процесс металлизации секции 32, две другие группы контактов 39 очищаются от осадков металла и промываются в ваннах 12, 13. Вслед за опусканием рамы 26 производится многократный подъем промывочной ванны 2 от
электромагнита 7 через рычаг 6, кулачок 5,
рычаг 4 и шток 3, обеспечивая промывку
секции конденсаторов от электролита.
После окончания промывки включается
муфта 21 и через кривошип 55, кулису 54 корпус 56 с патрубком 57 перемещается по направляющим 53, обеспечивая удаление воды с секции 32 посредством подачи сжатого воздуха через отверстия патрубка 56.
Рейки 31 с секциями конденсаторов, кото,рые опустились в иазы неподвижных реек 10 шагового транспортера 9, постепенно переставляются транспортером 9 к механизму 11 сушки, а затем подаются в тару.
Применение предлагаемого устройства длягальванической металлизации секций конденсаторов позволит повысить производительность труда в полтора-два раза и улучшить качество изделий.
Формула изобретения
Устройство для гальванической металлизации секций конденсаторов, содержаш;ее ряд ванн, расположенных по ходу технологического процесса, транспортирующий механизм, контактную систему и привод, отличаюш:ееся тем, что, с целью повышения производительности и качества обработки изделий, транспортируюший механизм выполнен в виде связанных между собой двух рам, первая из которых снабжена направляющими штоками, выполнена с пазами для размещения изделий и связана с приводом посредством кулисы, причем один
ИЗ направляющих штоков выполнен в виде зубчатой рейки, а вторая рама размещена цо ходу технологического процесса за первой рамой и ниже ее и соединена с приводом посредством подвижных щтоков, при этом контактная система выполнена в виде укрепленного посредством подвижного вала фланца, который снабжен планками с пластинчатыми контактами, размещенными между ними поворотными пластинами, рейками с пальцами, водилом и втулкой, выполненной с пазами на ее верхнем торце для взаимодействия с водилом и имеющей шестерню на нижнем торце для взаимодействия с зубчатой рейкой первой рамы, причем рейки связаны с поворотными пластинами посредством рычагов, а палец через вильчатый рычаг с приводом.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 56830, кл. В 65G 49/02, 20.12.38.
2.Авторское свидетельство СССР № 213510, кл. С 25D 17/00, 09.04.62.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и присоединения S например,пайкой проволочных разновысоких выводов к секциям конденсаторов | 1981 |
|
SU978215A1 |
| Устройство для изготовления и припайки проволочных выводов к секции конденсатора | 1974 |
|
SU564662A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |
| Устройство для приварки анодов конденсаторов к рейкам и сборки реек в кассеты | 1977 |
|
SU736193A1 |
| Устройство для сборки и пайки конденсаторов | 1980 |
|
SU879666A1 |
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| Устройство для шаговой подачи изделий | 1979 |
|
SU856723A1 |
| Устройство для пайки | 1985 |
|
SU1265020A1 |
| Автоматизированная линия изготовления радиодеталей | 1978 |
|
SU763987A1 |
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
38
23 3125 30 Ча
I 33 п п п п п п n п п п / п п п п п п-п п -
10
1X1
f
33
