Изобретение относится к способам нагрева металлопроката прямым пропусканием электрического тока под различные операции его формоизменения и термообработки.
Основным способом нагрева длинномерных прутков с концами переменного сечения является печной, при котором тепловая энергия, передаваемая на поверхность прутка, распространяется на все сечения металла посредством теплопроводности. При этом способе нагрева качество структуры нагретого металла зависит от скорости распространения тепла с поверхности во внутрь сечения металла, т.е от теплопроводности металла При электроконтактном нагреве прутков тепловая энергия выделяется практически по всему поперечному сечению и поэтому продолжительность нахождения прутков в нагревательной установке ограничивается не теплопроводностью, а условиями подвода
электрического тока: это обстоятельство позволяет вести нагрев с очень высокими скоростями в электроконактных многопозиционных нагревательных установках однофазного и трехфазного исполнения. В качестве прототипа выбран способ скоростного нагрева Пруткове концами переменного сечения прямым пропусканием электротока в многопозиционной электроконтактной установке. Реализация способа скоростного нагрева длинномерных прутков с концами переменного сечения в указанном прототипе осуществляется следующим образом. На первой позиции нагревательной многопозиционной установки, в данном случае четырехпозицион- ной, нагрев прутка начинается с первой позиции с пропусканием эле.ктротока по участку с постоянным сечением по его длине, продолжается на промежуточных позициях с частичным подключением под действием электротока участков концевых
10
С
-ч1
о
OJ iO
зон переменного сечения, а заканчивается нагрев всего прутка на последней позиции с полным подключением под действие электротока концов переменного сечения. Существенным недостатком указанного в прототипе способа является нестабильность температуры нагрева концов переменного сечения у прутка, т.к. при существующей технологии оттяжки концов на молоте или вальцовкой невозможно выдержать равномерность концов как по площадям поперечных сечения, так и по длине оттянутых концов, что и является главной причиной неравномерности нагрева электротоков прутков с концами переменного сечения.
Цель изобретения - обеспечение равномерного нагрева прутка по всей длине с сохранением первоначальной структуры внутреннего строения металла.
Указанная цель достигается за счет того, что нагрев прутка на всех позициях установки ведут на участках с постоянным сечением по длине до температуры обработки и дополнительно проводят последующий нагрев прутка в термостате путем перемещения его в направлении перпендикулярном продольной оси термостата с шагом приближенно равным диаметру прутка с выдержкой до выравнивания температуры концов прутка с температурой участков с постоянным сечением.
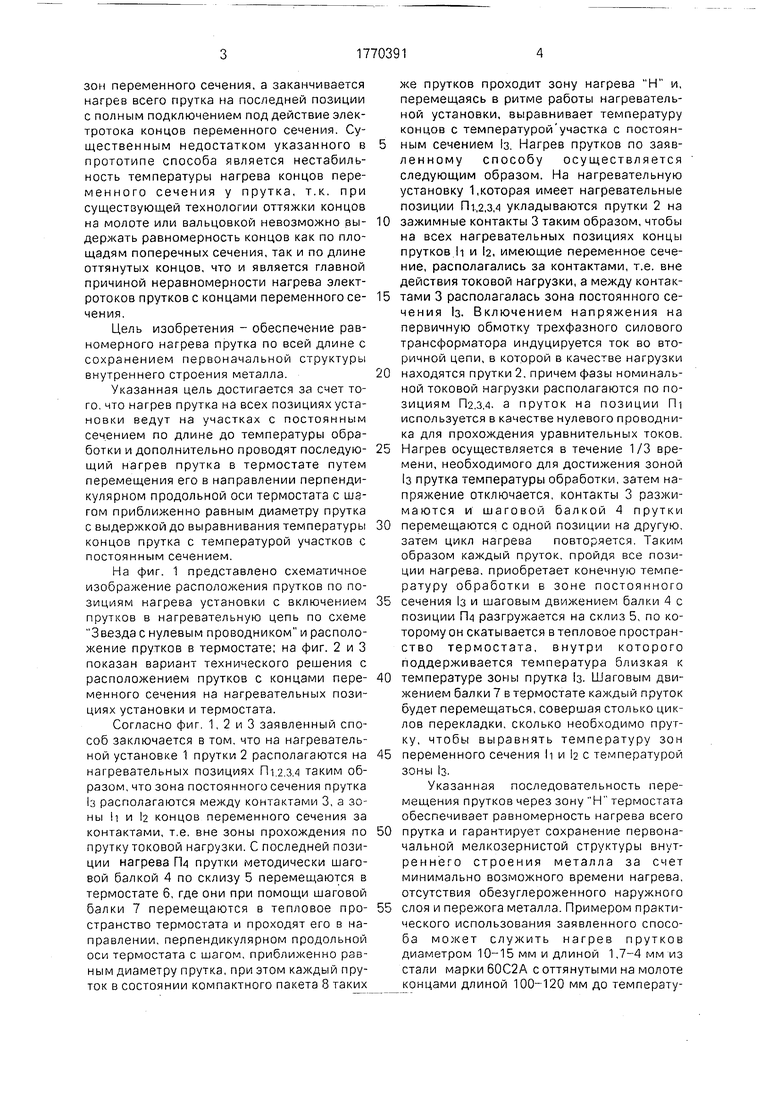
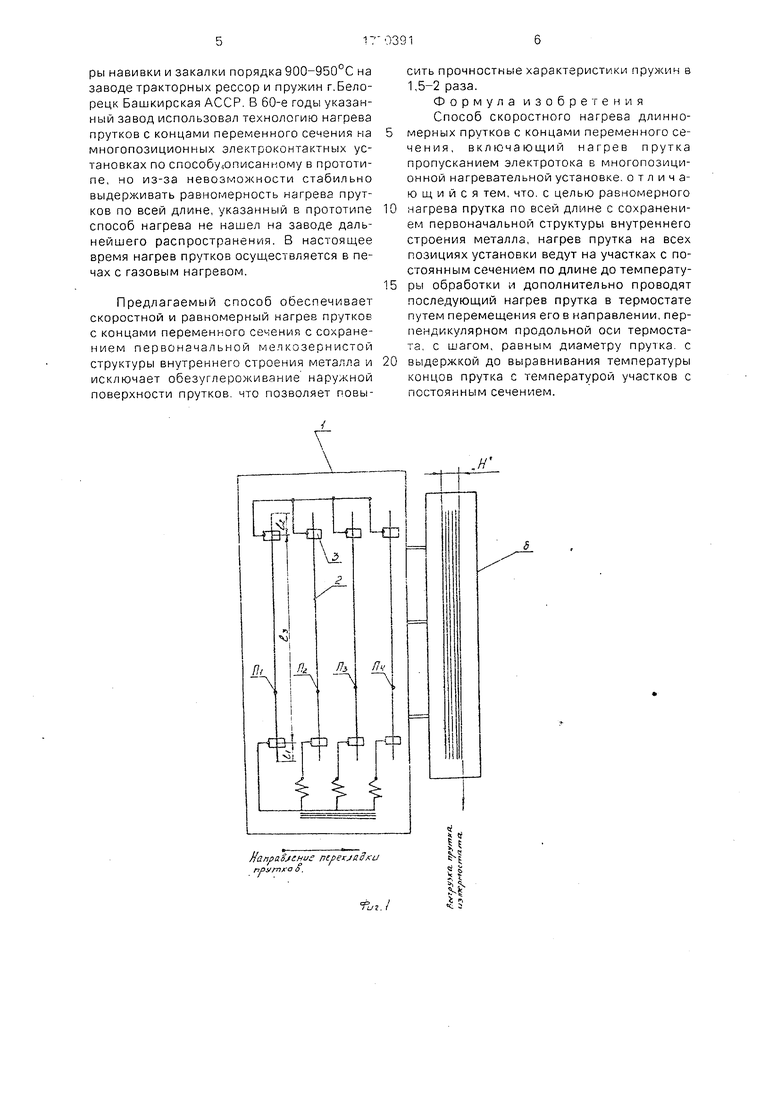
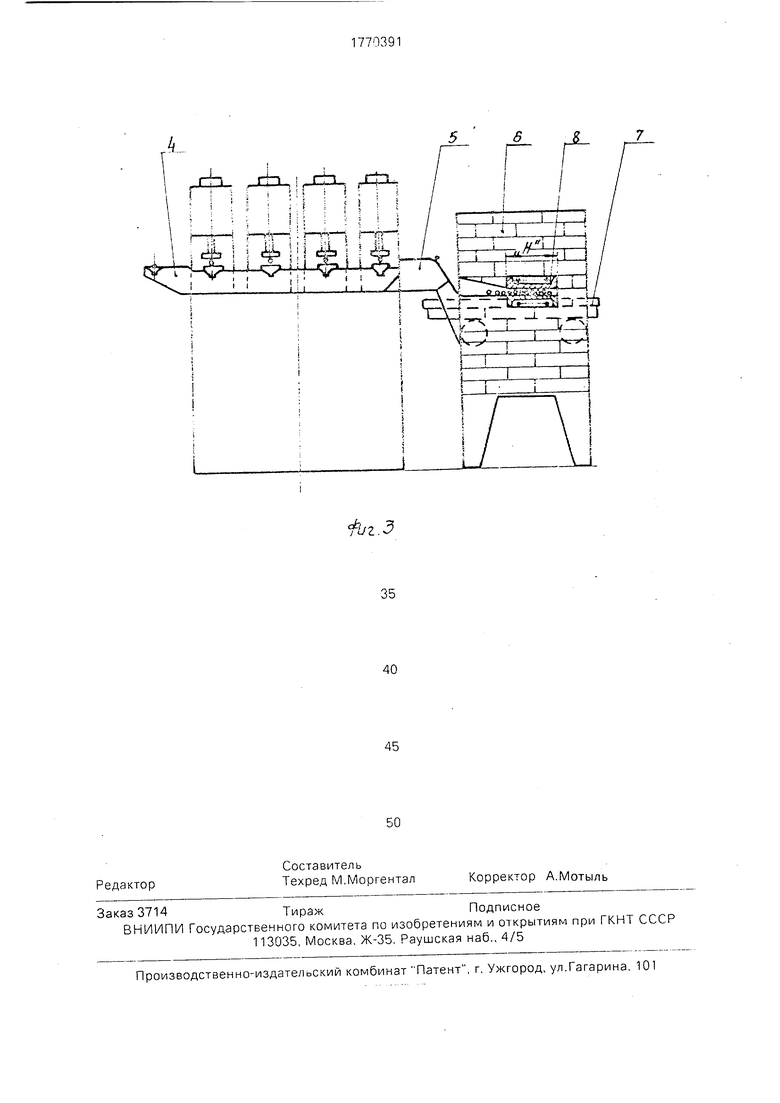
На фиг. 1 представлено схематичное изображение расположения прутков по позициям нагрева установки с включением прутков в нагревательную цепь по схеме Звезда с нулевым проводником и расположение прутков в термостате; на фиг. 2 и 3 показан вариант технического решения с расположением прутков с концами переменного сечения на нагревательных позициях установки и термостата.
Согласно фиг. 1, 2 и 3 заявленный способ заключается в том. что на нагревательной установке 1 прутки 2 располагаются на нагревательных позициях rh.2.3.4 таким образом, что зона постоянного сечения прутка з располагаются между контактами 3, а зоны И и 2 концов переменного сечения за контактами, т.е. вне зоны прохождения по прутку токовой нагрузки. С последней позиции нагрева Щ прутки методически шаговой балкой 4 по склизу 5 перемещаются в термостате 6, где они при помощи шаговой балки 7 перемещаются в тепловое пространство термостата и проходят его в направлении, перпендикулярном продольной оси термостата с шагом, приближенно равным диаметру прутка, при этом каждый пруток в состоянии компактного пакета 8 таких
же прутков проходит зону нагрева Н и, перемещаясь в ритме работы нагревательной установки, выравнивает температуру концов с температурой участка с постоянным сечением з. Нагрев прутков по заявленному способу осуществляется следующим образом. На нагревательную установку 1,которая имеет нагревательные позиции Пг,2,з,4 укладываются прутки 2 на
0 зажимные контакты 3 таким образом, чтобы на всех нагревательных позициях концы прутков И и 12, имеющие переменное сечение, располагались за контактами, т.е. вне действия токовой нагрузки, а между контак5 тами 3 располагалась зона постоянного сечения 1з. Включением напряжения на первичную обмотку трехфазного силового трансформатора индуцируется ток во вторичной цепи, в которой в качестве нагрузки
0 находятся прутки 2, причем фазы номинальной токовой нагрузки располагаются по позициям П2.з,4. а пруток на позиции ГИ используется в качестве нулевого проводника для прохождения уравнительных токов.
5 Нагрев осуществляется в течение 1/3 времени, необходимого для достижения зоной з прутка температуры обработки, затем напряжение отключается, контакты 3 разжимаются и шаговой балкой 4 прутки
0 перемещаются с одной позиции на другую, затем цикл нагрева повторяется. Таким образом каждый пруток, пройдя все позиции нагрева, приобретает конечную температуру обработки в зоне постоянного
5 сечения з и шаговым движением балки 4 с позиции П4 разгружается на склиз 5, по которому он скатывается в тепловое пространство термостата, внутри которого поддерживается температура близкая к
0 температуре зоны прутка з. Шаговым движением балки 7 в термостате каждый пруток будет перемещаться, совершая столько циклов перекладки, сколько необходимо прутку, чтобы выравнять температуру зон
5 переменного сечения h и 12 с температурой зоны з.
Указанная последовательность перемещения прутков через зону Н термостата обеспечивает равномерность нагрева всего
0 прутка и гарантирует сохранение первоначальной мелкозернистой структуры внутреннего строения металла за счет минимально возможного времени нагрева, отсутствия обезуглероженного наружного
5 слоя и пережога металла. Примером практического использования заявленного способа может служить нагрев прутков диаметром 10-15 мм и длиной 1,7-4 мм из стали марки 60С2А с оттянутыми на молоте концами длиной 100-120 мм до температуры навивки и закалки порядка 900-950°С на заводе тракторных рессор и пружин г.Бело- рецк Башкирская АССР. В 60-е годы указанный завод использовал технологию нагрева прутков с концами переменного сечения на многопозиционных электроконтактных установках по способу(описанмому в прототипе, но из-за невозможности стабильно выдерживать равномерность нагрева прутков по всей длине, указанный в прототипе способ нагрева не нашел на заводе дальнейшего распространения. В настоящее время нагрев прутков осуществляется в печах с газовым нагревом.
Предлагаемый способ обеспечивает скоростной и равномерный нагрев прутков с концами переменного сечения с сохранением первоначальной мелкозернистой структуры внутреннего строения металла и исключает обезуглероживание наружной поверхности прутков что позволяет повысить прочностные характеристики пружин в 1,5-2 раза.
Формула изобретения Способ скоростного нагрева длинномерных прутков с концами переменного сечения, включающий нагрев прутка пропусканием электротока в многопозиционной нагревательной установке, отличающийся тем. что. с целью равномерного
нагрева прутка по всей длине с сохранением первоначальной структуры внутреннего строения металла, нагрев прутка на всех позициях установки ведут на участках с постоянным сечением по длине до температуры обработки и дополнительно проводят последующий нагрев прутка в термостате путем перемещения его в направлении, перпендикулярном продольной оси термостата, с шагом, равным диаметру прутка с
выдержкой до выравнивания температуры концов прутка с температурой участков с постоянным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Способ электроконтактного нагрева заготовок переменного сечения | 1978 |
|
SU768829A1 |
| Установка для электроконтактногоНАгРЕВА пРуТКОВ | 1979 |
|
SU846575A1 |
| Способ электроконтактного нагрева заготовок переменного сечения | 1980 |
|
SU950782A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПРУТКА | 1990 |
|
RU2009759C1 |
| Способ электроконтактного нагрева проката | 1987 |
|
SU1578212A1 |
| Устройство для химической сварки пластиковых прутков для 3D-печати и способ его использования | 2021 |
|
RU2781970C1 |
| Способ заострения концов профильной заготовки перед волочением и устройство для его осуществления | 1981 |
|
SU984550A1 |
| Способ изготовления биметаллических труб из двухфазных (α+β)-титановых и деформируемых алюминиевых сплавов | 2022 |
|
RU2791931C1 |
| СПОСОБ НАГРЕВА СТАЛЬНЫХ ЗАГОТОВОК ПОД ОБРАБОТКУ ДАВЛЕНИЕМ | 1973 |
|
SU391887A1 |
Сущность изобретения: нагрев прутков ведут на многопозиционной электроконтактной установке с полным исключением из нагрева электротоком концов переменного сечения по всем позициям нагрева, а завершают нагрев перемещением прутка с последней нагревательной позиции установки в замкнутое тепловое пространство, последовательно перемещая прутки в нем с минимально возможным шагом перекладки в ритме работы нагревательной установки и в направлении, перпендикулярном продольной оси прутка до момента выравнивания температуры концов с температурой основной части прутка. 3 ил.
Направление riepefjadxu прытко о.
i
И
F Зз
i
w
f
i
Г i
4ЬгЭ
| Романов Д.И | |||
| Электроконтактный нагрев металлов.- М.: Машиностроение, 1981, с | |||
| Пуговица | 0 |
|
SU83A1 |
