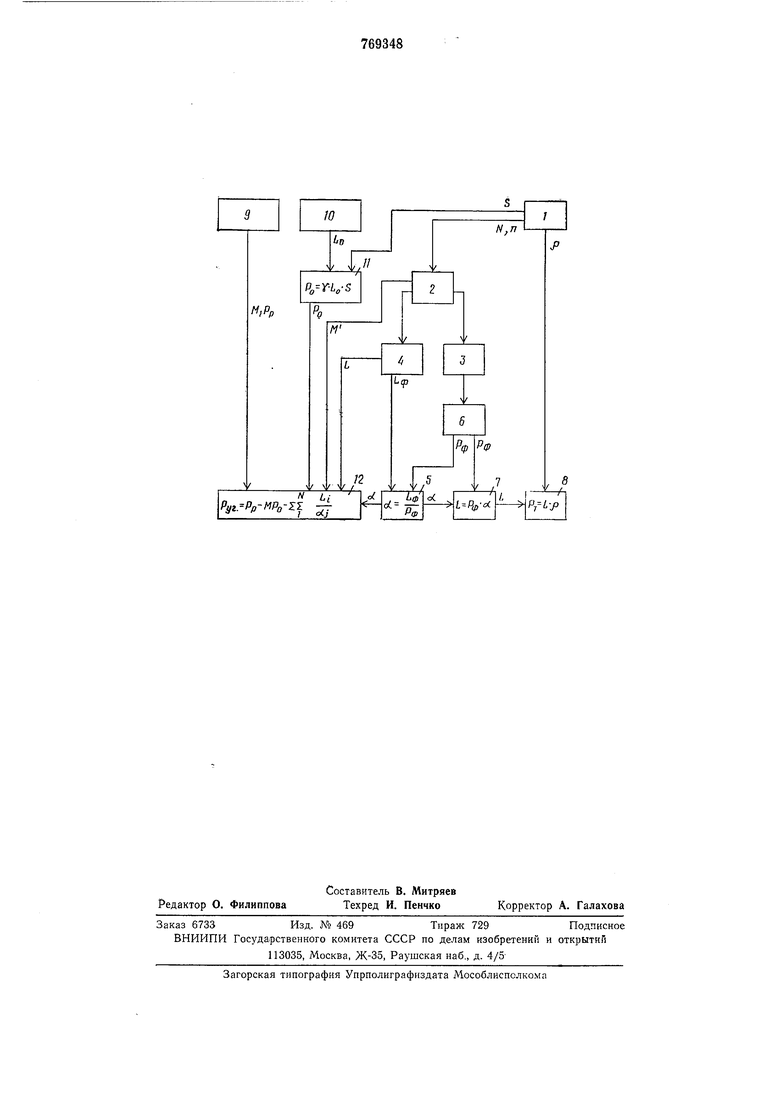
Блок 4 обеспечивает автоматическое измерение длииы ироката на выходе стаиа, полученного из контрольного пакета заготовок.
В узле 5 осуществляется ввод фактического веса контрольного пакета из блока 6 после поступления в весовой карман всего контрольного пакета, длины контрольного пакета нз блока 4 и расчет коэффициента а. Блок 6 взвешивает контрольный пакет,
В блоке 7 рассчитывается фактическая длина товарных пакетов. Для этого в него с узла 5 и блока 6 вводятся величины а и Р ф. В блоке 8 рассчитывается теоретический вес пакета. Для этого в него с блоков 7 и 1 вводится информация о длине пакета L н теоретическом весе р одного погонного метра проката.
В блоке 9 осуществляется счет числа и взвешивание заготовок на лннин загрузки методических печей стана.
Блок 10 осуществляет обрезку концов заготовок по закону
SL;
« ш
где L; -длнна обрези i заготовки; т - число заготовок; ,LO - заданная длина обрези.
В блоке 11 определяется вес тяжеловесной обрези. Для этого в него вводятся длина обрези LO из блока 10 н заданное сечение на ножницах для обрезки концов 5 из блока 1.
РО о5у, где -у - удельный, вес стали.
В блоке 12 определяется величина угара металла в методических печах и на прокатной линии. Для этого в него вводятся вес заготовки (группы, партии заготовок) из блока 9, вес тяжеловесной обрези из блока 11, длина заготовки (группы, партии заготовок) из блока 4 и коэффициент ее из блока 5.
Устройство работает следуюшнм образом.
При посаде в печи заготовок любой текущей плавки в блоке 9 ведется счет и взвешивание заготовок. Число посаженных заготовок плавки и их суммарный вес поступают в блок 12. При появлении заготоБОК новой плавки на выходе стана в блоке 4 ведется их счет и измерение длины накапливающим итогом. Суммарная длииа п первых заготовок поступает в блок 5 в качестве контрольного пакета. Блок 3 сопровождает контрольный пакет проката до весовых карманов 6, после чего в узле 5 осуществляется расчет коэффициента i(|)
т Ггде 1ф, РФ - соответственно длина и вес контрольного пакета. Вычисленное значение а поступает в блоки 7 и 8, где вычисляются длина и теоретический вес текущих пакетов, и в блок 12. После накопления
в блоке 4 длины N заготовок, их длина по команде и блока 2 переписывается в блок 12. Содержимое счетчика длины в блоке 4 обнуляется и начинается новый цикл накопления длины заготовок, из которых длина первых п заготовок используется как контрольный пакет для расчета нового значения коэффициента. Такая циклическая работа блока 4 будет продолжаться до тех пор, пока число заготовок М., измеренных на выходе стана, не совпадет с числом М. посаженных в печи заготовок данной плавки. После этого в блок 12 вводится из блока 11 РО и вычисляется фактический вес угара
ру,, |рзг-МРо- 121 г/
М
где 2Рзг - суммарный вес плавки из 1
М заготовок на входе стана;
уИРо - суммарный вес обрези, полученной при обрезке передних концов (на входе черновой или промежуточной групп) плавки из М заготовок;
N LI
ЕЕсуммарный вес проката
1 а/
плавки из М заготовок на выходе стана;
Р зг , L - вес г-ой заготовки на входе и длина ее на выходе стана; а У -коэффициент а /-ой группы
в Л заготовок; f-i Евес /-группы в N заготовок
1 а/
на выходе стана.
Формула изобретения Устройство для автоматического определения теоретического веса товарных пакетов сортового проката, по авт. св.№ 494619, отличающееся тем, что, с целью расширения функциональных возможностей за счет обеспечения учета величины угара проката, в устройство введены блок вычисления веса тяжеловесной обрезн, входы которого связаны с блоком ввода уставок и выходом системы стандартизации обрезки концов заготовок, и блок измерения веса угара, к входам которого подключены блок счета и взвешивания заготовок на линии загрузки в печи, измеритель длины нроката на выходе стана, блок вычисления веса тяжеловесной обрези, блок вычисления длины единицы веса нроката и блок контрольных счетчиков.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 494619, кл. G 01 G 9/00, 20.11.1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1975 |
|
SU546789A2 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА НА АГРЕГАТЕ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ | 1995 |
|
RU2090305C1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
| Устройство для автоматического определения теоритического веса товарных пакетов сортового проката | 1973 |
|
SU494619A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| Способ производства листового проката | 1991 |
|
SU1822351A3 |