Изобретение относится .к области весоизмерительной техники.
Изввсины у.ст1ройст1ва для автоматичеокого определения теоретического iBesca тоеаряых пакетов сортового проката, содержащие блок ввода уставок, связааный с (блоком вычи1сления теоретического веса, блок вычисления длины проката в тавариам лакете, овлзаияый с блоко;М весовых карманов и |бло;ком вычисления теоретического веса, измеритель длины проката ма выходе стана. Эти устройства ,не обеспеч,и:вают требуемую точность.
Предлагаемое устройст)во снабжено блоком контрольных счетчиков, блоком информащиоиного сопровождения и узлом вычисления длины единицы веса .проката, причем вход блака контрольных- счетчиков подключен к блоку ввода уставок, выходы блока контрольных .счетч-иков соединены с измерителем длины проката на выходе стаеа и блоком информационного саправождения, выход которого связан с блоком весовых карманов, входы узла .вычисления длины единицы веса проката {подключены к измерителю длины проката «а выходе стаяа ш блоку весовых карманов, а его выход соединен с блоком вычисления длины проката в товарном пакете.
Алгоритм работы устройства (предусматривает одну операцию деления на стадии вычисления переводного коэффициента
Lф ф - фактическая длина контрольного (Пакета, И3(мерен1ная с ломощью измерителя длины;
РФ - фактический вес контрольного па(Кета, апределанный с помощью (весов;
и две О1перации умножения на стадии расчета параметрав текущих товарных пакетов
L а Рфт; РТ LP,
L - длина пакета;
РФТ - фактический вес лакета;
РТ - теоретический вес лакета; р - теоретический вес погон-ноге метра (пакета.
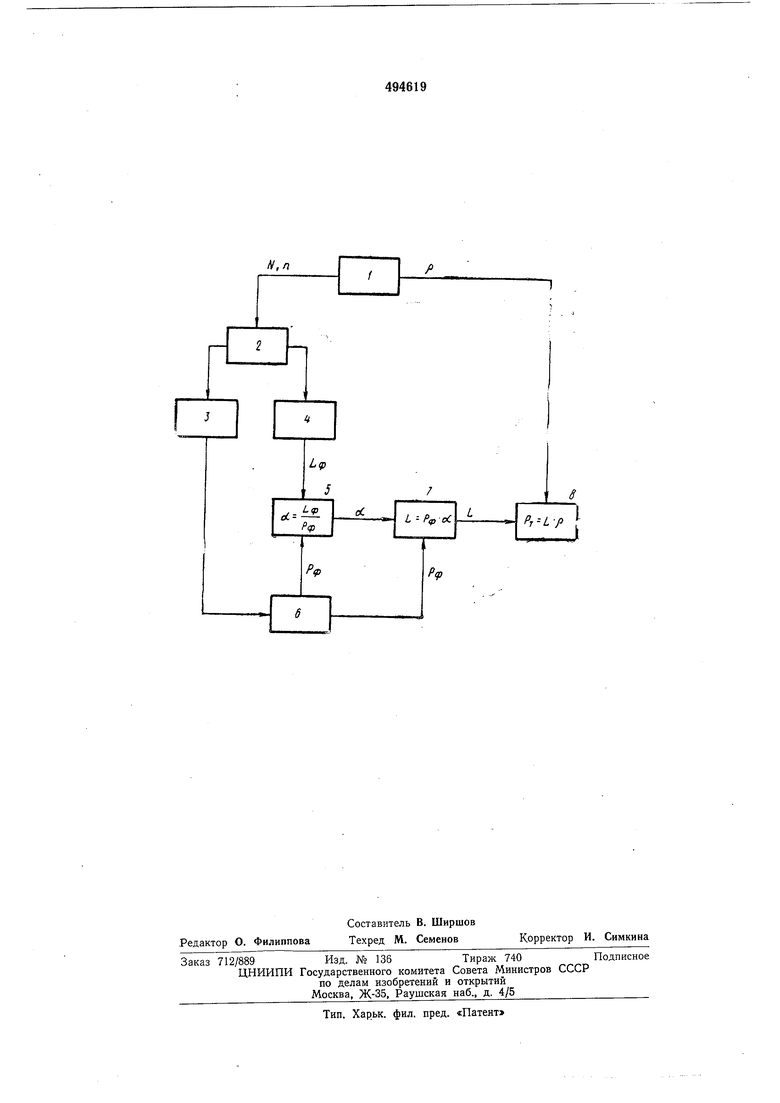
На чертеже изображена блок-схема устройства.
Устройство содержит блок 1 ввода уставок, блок 1КО(Нтрольных счетчиков 2, блок 3 И1нформацион1ного сопровождения лроката «а холодильнике и линии холодной резки, измеритель 4 длины (П(раката (на выходе стаиа, узел 5 вычисления длины одного килограмма
проката, блок веоавых iKaipMaHOB 6, блок 7 вычисления длкны ираката .в товарных пакетах, блок 5 вычисления теоретического веса товарных .пакетов.
С помощью блока / в устройство ;Вру|Ч|Ную вводится чИСло заготовок п s контрольном пакете, юериодичлость отбора коятрольных пакетов N и теоретический вес р погонного метра .проката.
Эти даиные вводятся оператором ло заранее тодготавлбнлым таблицам, в которых п задано так, чтобы прокат, полученный из л затотовок, составлял нормальный иабор для од1НО|Временого раакроя на линии холодной резки (наирвмер, л 6, ДЛ1Я профиля - круг , 1при paoKipoe заготовки летучими ножницами на шесть частей иабор включает 36 прутков). ;ПерИ10Дй1Ч1ность отбора (контрольных тгакетов N .может быть задана любой и определяется износом прокатных валков во врел ени, а такЖе перенастройками стана.
Величины п к N поступают в блок контрольных счетчиков 2, где они 1Сра,внИ1заютоя с кодами счетчиков.
Блоки 3 сле,дят ,за. ..рздвябнньш конт1рольным inaiKBTOM от 5сододиль|ника до весовых карманов. . ,
Блок 4 предла Зйачвн для автоматического из(мврвнндДЛинь1 контрольного пакета заготовок ,на выхоДестанд. .- -
iB узле 5 авт01матичеС|Ки осуществляется ввод фактического веса контрольного пакета из блока 6 после поступления в весовой карман всего контрольного пакета и длины контролнього пакета из блока 4, необходимые для расчета коэффициента.
Блок 6 взвещивает контрольный naiKeT.
iB блоке. 7 рассчитывается фактическая длина то1вар.ных пакетов. Для этого в него с узла и блока 6 автоматически вводится .информация о величинах а и Рф. В блоке 8 рассчитывается теоретический вес пакета. Для этого в него с (блоков 7 н 1 автоматически вводится информация о фактической длине пакета L и теоретическом весе р одного погонного метра проката.
Устройство работает следующим образом.
|При совпадении 1кода контрольного счетчика 2 с кодом блока /, . поступлении на холодильник п штант; по 1кама1нде блока 2 превращается измерение длвны проката блока 4.
Информация о длине (Ьф) контрольного пакета поступает с измарителя 4 в узел 5. При поступлении всего контрольного пакета в блок 6 с блока 3 блок 6 выдает сигнал на
взвещивание контрольного пакета. Инфо.р1мация о фактическом весе контрольного пакета (Р(ь) поступает с блока б ш узел 5, где производится расчет 1коэфф.ициента а путем выполнения операции деления фактической длины контрольного пакета (Lф) на его фактический вес (Яф). Кроме того, информация о фактическом весе (Рф) контрольного пакета поступа.ет в .блок (7, а при поступлении а .из
узла 5 в .блок 7 в последнем производится раючет длвны пакета путем умножения его фактиче.ского веса на коэффициент а. Рассчитанная величина длвны пакета (L) идет из блока 7 в блок 5, в которо.м раоочитьивается теаретич.еский вес пакета (Р,.) .путем умножения фактической длины пакета (L) на тео.ретический вес погонного метра проката р.
После отсчета п заготовок .первого контрольного пакета блок 2 начинает отсчет заготовок .на выходе стана до совпадения с N. По.сле этого .начинается новый цикл .выделения п заготовок контрольного пакета и расчета уточненного значения 1К.оэф.фицианта а. В
промежутках меж,ду расчетом новых значен.ий а длина проката в товарных пакетах определяется по цредыдущему значению коэффициента.
Предмет изобретения
30
У1стройство для автоматического определения теоретического веса товарных .пакетов сортового проката, содержащее блок ввода
уставок, .связанный с (блоком вычислени.я теоретического веса, блок вычисления длины .проката в то.вар1ном пакете, .связанный с блоком весовых кар1манов и блоком вычисления теоретического .веса, иэме,ритель длины проката .на выходе стана, отличающееся тем, что, ic целью повышеиия точности, оно онабжано блокам кон11рольных счетчиков,, блоком информационного сопровожден.ия и узло1м 1ВЫ1Числени.я длины единицы веса .про.ката, причем вход блока контрольных счетчиков подключен к блоку авода уставок, выходы блока 1КО|Нтрольных .счетчик-ов соединены с изм.ерителем длины проката на выходе стана и блоком информационного сопр.овождения, выход которого связан с блоком ве1совых кар1ма.но.в, входы узла вычисления длины единицы веса проката .п.од1ключены к изьмерителю длины проката на выходе стана и блоку весовых кар.манов, а его выход соединен с
блоком вычисления длины проката в товар; ном пакете.
/У.л
f
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1978 |
|
SU769348A2 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1975 |
|
SU546789A2 |
| Устройство контроля весового допус-KA СОРТОВОгО пРОКАТА | 1978 |
|
SU798495A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1981 |
|
SU995946A1 |
| Устройство для автоматического определения теоретического веса сортового проката | 1984 |
|
SU1154543A1 |
| Устройство для контроля весового допуска сортового проката | 1982 |
|
SU1080029A1 |
| Устройство для определения веса проката | 1980 |
|
SU945869A1 |
| Устройство контроля потерь металла при порезке проката на ножницах обжимных станов | 1981 |
|
SU993038A1 |
| Устройство контроля весового допуска сортового проката | 1979 |
|
SU870961A2 |
| Устройство контроля потерь металла в линии сортопрокатного стана | 1985 |
|
SU1307240A1 |
РФ
Ф
L-Рф oC
P
Pg,
