(54) ОБЛИЦОВАННЫЙ КОКИЛЬ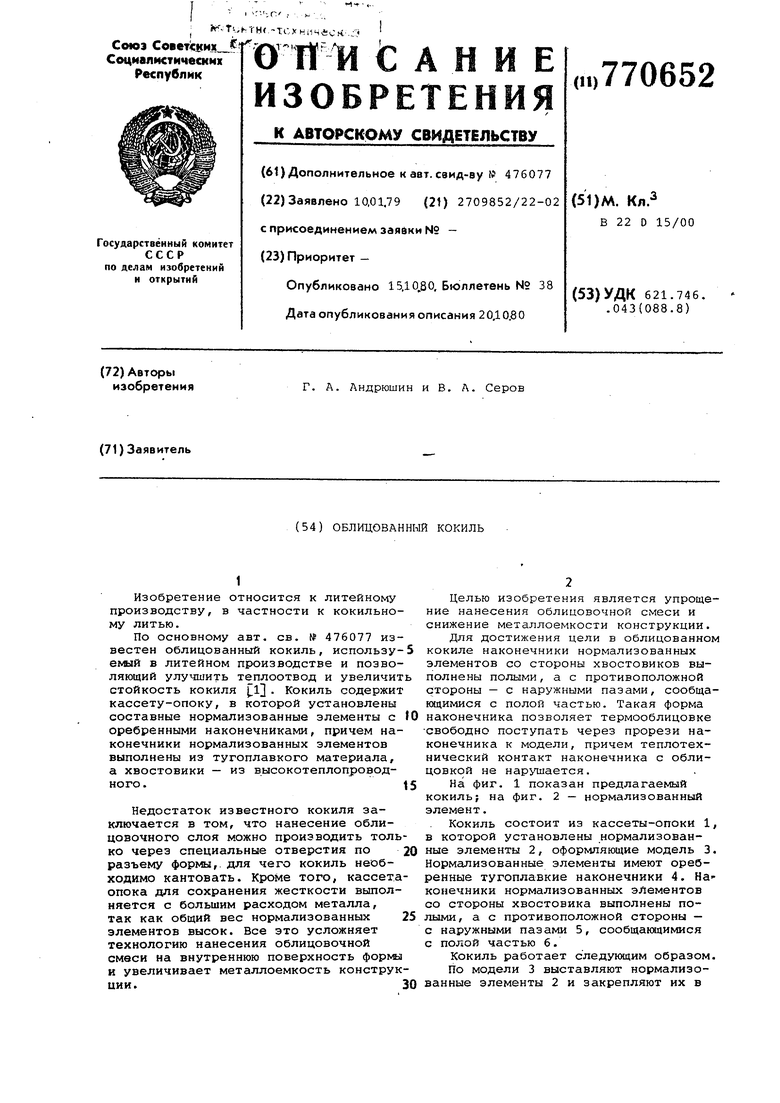
| название | год | авторы | номер документа |
|---|---|---|---|
| Облицованный кокиль | 1980 |
|
SU980946A1 |
| Облицованный кокиль | 1974 |
|
SU476077A1 |
| Протяжное устройство | 1980 |
|
SU984638A1 |
| Способ изготовления облицованных кокилей | 1982 |
|
SU1158288A1 |
| Литейная форма | 1990 |
|
SU1787673A1 |
| Облицованный кокиль | 1976 |
|
SU561615A2 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2022680C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННЫХ КОКИЛЕЙ, В ЧАСТНОСТИ, ДЛЯ ОТЛИВКИ ТОРМОЗНОГО ДИСКА | 2008 |
|
RU2385785C1 |
| Способ изготовления облицованных литейных форм | 1977 |
|
SU680804A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
1
Изобретение относится к литейному производству, в частности к кокильному литью.
По основному авт. св. № 476077 известен облицованный кокиль, использу-5 емый в литейном производстве и позволяющий улучшить теплоотвод и увеличить стойкость кокиля l3 . Кокиль содержит кассету-опоку, в которой установлены составные нормализованные элементы с 10 сребренными наконечниками, причем наконечники нормализованных элементов выполнены из тугоплавкого материала, а хвостовики - из высокотеплопроводного.15
Недостаток известного кокиля заключается в том, что нанесение облицовочного слоя можно производить только через специальные отверстия по 20 разъему формы, для чего кокиль необходимо кантовать. Кроме того, кассетаопока для сохранения жесткости выполняется с большим расходом металла, так как общий вес нормализованных 25 элементов высок. Все это усложняет технологию нанесения облицовочной смеси на внутреннюю поверхность и увеличивает металлоемкость конструкции.30
Целью изобретения является упрощение нанесения облицовочной смеси и снижение металлоемкости конструкции.
Для достижения цели в облицованном кокиле наконечники нормализованных элементов со стороны хвостовиков выполнены полыми, а с противоположной стороны - с наружными пазами, сообщающимися с полой частью. Такая форма наконечника позволяет термооблицовке свободно поступать через прорези наконечника к модели, причем теплотехнический контакт наконечника с облицовкой не нарушается.
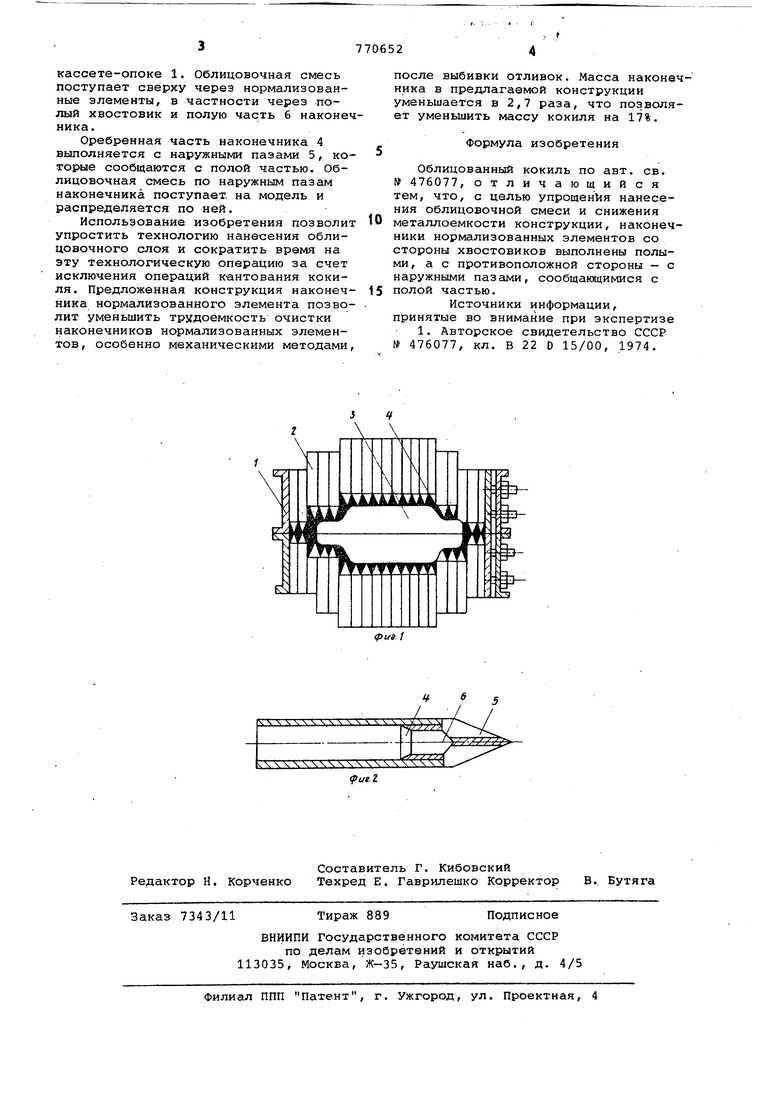
На фиг. 1 показан предлагаемый кокиль; на фиг. 2 - нормализованный элемент.
Кокиль состоит из кассеты-опоки 1, в которой установлены нормализованные элементы 2, оформляющие модель 3. Нормализованные элементы имеют оребренные тугоплавкие наконечники 4. Наконечники нормализованнЕЛХ элементов со стороны хвостовика выполнены полыми, а с противоположной стороны - с наружными пазами 5, сообщающимися с полой частью 6.
Кокиль работает следующим образом.
По модели 3 выставляют нормализованные элементы 2 и закрепляют их в
кассете-опоке 1. Облицовочная смесь поступает сверху через нормализованные элементы, в частности через полый хвостовик и полую часть б наконечника.
Сребренная часть наконечника 4 выполняется с наружными пазами 5, которые сообщаются с полой частью. Облицовочная смесь по наружным пазам наконечника поступает на модель и распределяется по ней.
Использование изобретения позволит упростить технологию нанесения облицовочного слоя и сократить время на эту технологическую операцию за счет исключения операций кантования кокиля. Предложенная конструкция наконечника нормализованного элемента позволит уменьшить трудоемкость очистки наконечников нормализованных элементов, особенно механическими методами.
после выбивки отливок. Масса наконечника в предлагаемой конструкции уменьшается в 2,7 раза, что позволяет уменьшить массу кокиля на 17%.
Формула изобретения
Облицованный кокиль по авт. св. №476077, отличающийся тем, что, с целью упрощения нанесения облицовочной смеси и снижения металлоемкости конструкции, наконечники нормализованных элементов со стороны хвостовиков выполнены полыми, а с противоположной стороны - с наружными пазс1ми, сообщающимися с полой час т ью.
Источники информации, принятые во внимание при экспертизе
