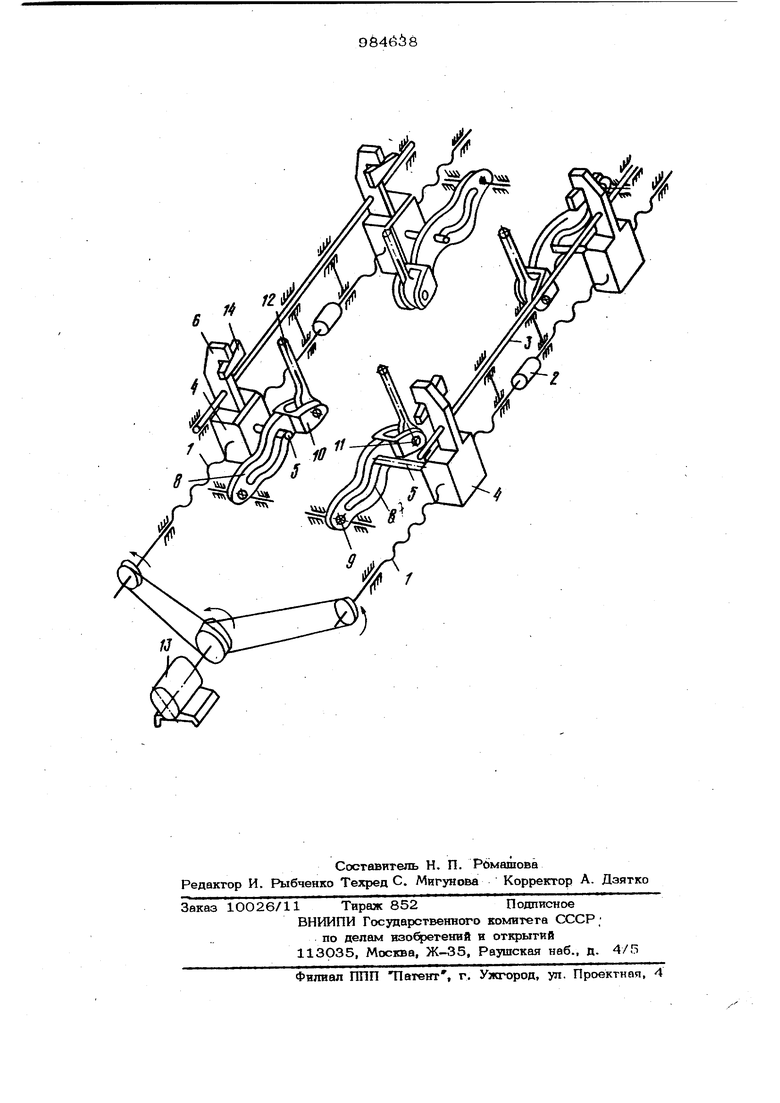
(54) УСТРОЙСТВО Изофетение относится к литейному производству, в частности к устройствам для съема полуформ с модели; преимущественно облицованных кокилей с нормализованными элементами. Известно протяжное устройство, содержшцее протяжной механизм с корпусом, реечным приводом и протяжные штыри, входящие в модельную оснастку, дополнительную рейку с пазом , в котором располагается эксцентрик, сообдающий ей возвратно-поступательное движе ние Cl 3 . близким к предлагаемому по технической сущности является устройство,содержащее протяжные ппыри попарно связанные с траверсой, привод с редукторами, связанными валом C2l Недостатком известного протяжного устройства является необкодимостъ уста новки на формовочной машине дополнительных устройств, позволяющих закрепить на столе мащины опоку или кокиль в пропессе формовки я освободить апэфор мованную опоку перед протяжкой -« . съемом ее с модели. Это приводит к усм. ложнению формовочных маопга (:в том числе вибростолов, служащих для упяот-. нения форм), увеличению продолокктелхгности цикла формовки за счет пауз для контроля надежности закрепленвя-освобождения опоки. Кроме того, при формовке на известных внбростолах в обпицованные кокили с нормализованными эпемевтами неоОсодимы дополнительные ручные операции для распредедония нормализованных элементов по модели для лвквядации непараллельного распределения атих элементов относительно друг друга, так называемой веерностиТ В начальный же период протяжки требуете5Я преложить значительное усилие для отрываподрыва готовой полуформы (полуксккиля) от модели. Целью ваофетения является сокращение времени цвкла формовки, и |тсширение ее технологических возможностей. Для достижения указанной цели протяжное усгройетво, преимущественно для формовочных вибростолов, содержащее протяжные штьфи с приводом для их возвратно-поступательного перемещения в вертикальной плосксюги, снабжено двумя парами ходовых винтов с гайка.ми с правой и левой резьбой, ршлюложенных с двух противоположных сторон стопа, планками, имеющими копирные пазы и шарнирно закрепленными на столе, пальдами, каждый из которых закреплен на соотве1хгтвукщей ему гайке и размещен в копирном пазу планки, и рычагами для закрепления опок, установлениыми на гайке, при этом протяжные штыри шарнирно связаны с планкой На чертеже представлена схема протяжного устройства. Устройство представляет собой две пары ходовых винтов 1 с правой и левой резьбой в каждой паре, соединенных муфтами 2 и укрепленных на формовочной машине в подшипниках (не показаны а также две направляклцие 3, по одной на каждую пару винтов. На винтах 1 и направляющих 3 установлены с возможностью продольного перемещения гайки 4 с водилом 5 и рычагом 6 с клиновой рабочей поверхностью. Водила 5 входят в копирный паз 7 планок 8, установленных шарнирно на осях 9. В вилках 10 планок 8 на осях 11 уста.новлелы шарнирно протяжные штыри 12 в свою очередь, входящие в отверстия стола (не показан), вследствие чего они могут перемещаться только в верти кальной плоскости. Обе пары винтов по концам соединены с приводом 13. Опор снабжена клиньями 14. Устройство работет следукалим образом. При Вращении винтов 1, соединенных муфтами 2, против часовой стрелки гай ки 4 перемещаются пгшстречу друг другу по винтам 1 и направлякяцим 3. Водила 5, перемещаясь по копирному пазу планок 8, поворачивают их относительн осей 9, а планки 8, в свою очередь, перемещают протяжные штыри 12 в отверстиях формовочного стола и поднимают, а затем опускают опоку или полу кокиль над столом, что помогает правильному распределению нормализованных элементов внутри опоки-кассеты кокиля.Вслед за опусканием протяжных штырей 12 рычаги 6, продолжая двигаться с гайками 4 навстречу друг дру гу своими клиновыми поверхностями. взаимодействуют с клиньями 14 опоки или кокиля и закрепляют опоку на формовочном столе. (Задетшение с опокой может йыть не только с помощью клинового затвора). Для снятия со стола готовой полуформы вращением винтов 1 по часовой стрелке гайки 4 совместно с рычагом 6 двигаются по винтам 1 в противоположные стороны друг от друга, выходят из зацепления с поверхностями клиньев 14 и освобождают опоку от закрепления, а водила 5 перемещаясь совместно с гайками 4, взаимодействуют с копирным пазом планок 8, поворачивают их относительно осей 9, а планки 8, в свою очередь, поднимают протяжные пггыри 12 в отверстиях стола - происходит подрыв и протяжка готовой полуформы с модели. При дальнейшем вращении винтов 1 по часовой стрелке водило 5, взаимодействуя с копирным пазом планок 8, заставляет планку 8 и протяжные штыри 12 переместиться вертикально вниз в исходное положение, после чего протяжное устройство занимает исходное положение и подготовлено к новому циклу формовки. Устройство позволит сократить время цикла формовки, упростить конструк цию в расширить ее технологические возможности. Формула изобретения Протяжное устройство, преимущественно дтя формовочных вибростолов, содержащее протяжные штыри с приводом для их возвратно-поступательного перемещения в вертикальной плоскости, отличающееся тем, что, с целью сокращения цикла формовки и расширения технологических возможностей, оно снабжено двумя парами ходовых винтов с гайками с правой и левой резьбой, расположенных с двух противсшоложных сторон стола, планками, имеющими копирные пазы и шарнирно закрепленными на столе, пальцами, каждый из которых закреплен на соответствукшей ему гайке и размешен в копирном пазу планки, и рычагами для закрепления опок, уста новленными на гайке, «ри этом протяжные штыри шарнирно связаны с планкой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № 26О833, кл. В 22 С 17/02, 1968. 2.Авторское свидетельство № 289677, кл. В 22 D 47/О2, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Зажимное устройство для опоки и подмодельной плиты | 1980 |
|
SU939163A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
| Автомат для изготовления безопочных форм | 1975 |
|
SU547281A1 |
| ПОДВЕСНОЙ МАНИПУЛЯТОР ДЛЯ КАНТОВКИ, ПРОТЯЖКИ, СБОРКИ, ЗАЛИВКИ ЛИТЕЙНЫХ ФОРМ И ВЫДАВЛИВАНИЯ ФОРМОВОЧНОЙ СМЕСИ И ОТЛИВКИ ИЗ ОПОКИ | 2004 |
|
RU2346789C2 |
| Устройство для протяжки модели | 1972 |
|
SU441092A1 |
| Формовочная установка | 1979 |
|
SU954147A1 |
| Оснастка для литья в формы из сухих формовочных материалов | 1976 |
|
SU612752A1 |