Изобретение относится к сварке, а именно к устройствам для сварки неповоротных стыков труб, и может быть использовано в. машиностроении, судостроении, химической и других отраслях промышленности.
Известны устройства для сварки неповоротных стыков труб типа АСНК, содержащее корпус, планшайбу с горелкой, механизм вращения планшайбы l.
Недостатком данных устройств является то, что при установке их на свариваемый стык трудно совместить ось электрода с началом сварочного процесса по программе, т.е. установить электрод в точку сварочной орбиты, являющуюся оптимальной точкбй зажигания дуги, для чего необходимо ориентировать корпус устройства в определенном положении вокруг трубы, что не всегда возможно в условиях монтажа и ремонта трубопровЬдов.
Наиболее близким к изобретению по технической сущности является устройство содержащее корпус, планшайбу, с закрепленной-на ней сварочной горелкой, привод вращения планшайбы, кулачковый диск, установленный на валу привода вращения планшайбы с
возможностью контактирования сваро1 ного процесса.
В известном устройстве изменение . сварочного процесса происходит по заданной программе от кулачкового диска с датчиком изменения программы, которий дает импульсы в блок управления на изменение сварочного процесса по программе. При з,ажигании
10 дуги электрод нагсодится в точке сварочной орбиты, являющейся оптимальной точкой начала программы, а кулачок диска при этом. включает датчик изменения программы на начало программы
15 сварочного процесса 2 .
Недостатком известного устройства являются большие затраты времени на установку устройства на свариваемой
20 трубе в положении, обеспечивающем совпсщение положения электрода в оптимальной точке сварочной орбиты с моментом включения датчика изменения программы. В условиях монтажа, в то время как электрод находится в оп25тимальной точке сварочной орбиты, кулачок диска смещается относительно датчика изменения программы. Для вк.гпочения датчика поворачивают корпус, устанавливают электрод в оптимальнуто
30 точку сварочной орбиты, добиваясь при
этом совпадения кулачка диска с датчином изменения программы сварочного процесса, что требует дополнительных затрат времени.
Цель изобретения - сокращение времени установки устройства на трубе в положение сварки.
Указанная цал1 достигается тем, что в устройство, содержащем корпус, планшайбу с закрепленной на ней сварочной горелкой, привод вращения планшайбы и кулачковый диск, установленный на валу привода с возможностью контактирования с датчиком изменения программы сварочного процесса, кулачковый диск выполнен в виде ступицы с подпружиненными заклинивающими элементами и, обода с кулачками, при этом в ступице выполнены пазы, а подпружиненные заклинивающие элементы расположены в пазах с возможностью взаимодействия с ободом, установленным с возможностью поворота в ступице.
Выполнение кулачкового диска в виде ступицы и обода с кулачками позволяет поворачивать обод с кулачками относительно диска без перемещения электрода по сварочной орбите. В результате обеспечивается возможность быстрого совмещения включения датчика изменения программы сварочного процесса кулачком обода с положением электрода в точке,соот.ветствующей началу программы сварочного процесса, что уменьшает затраты времени на установку.
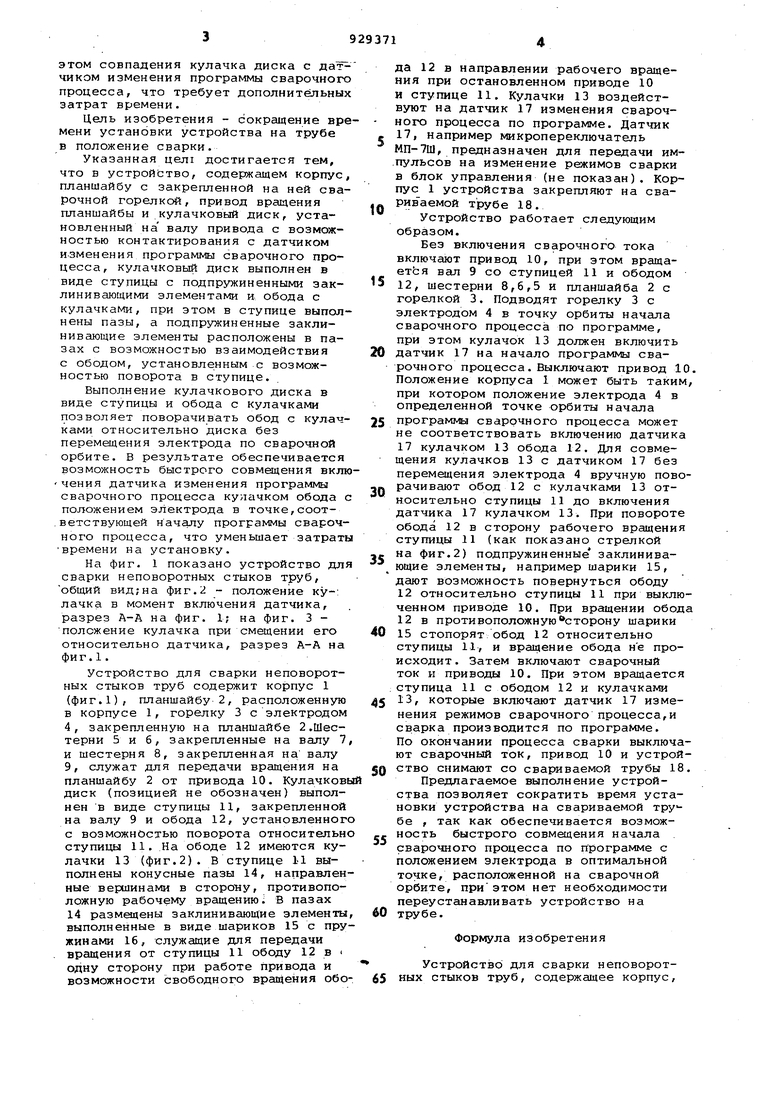
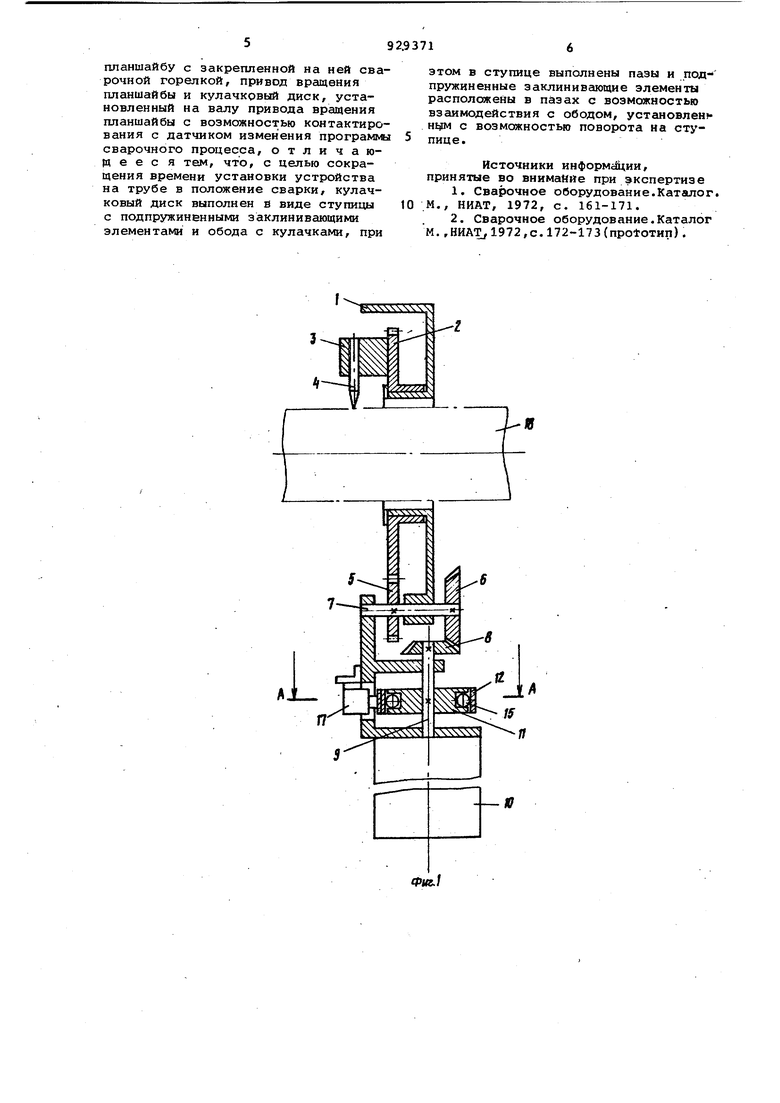
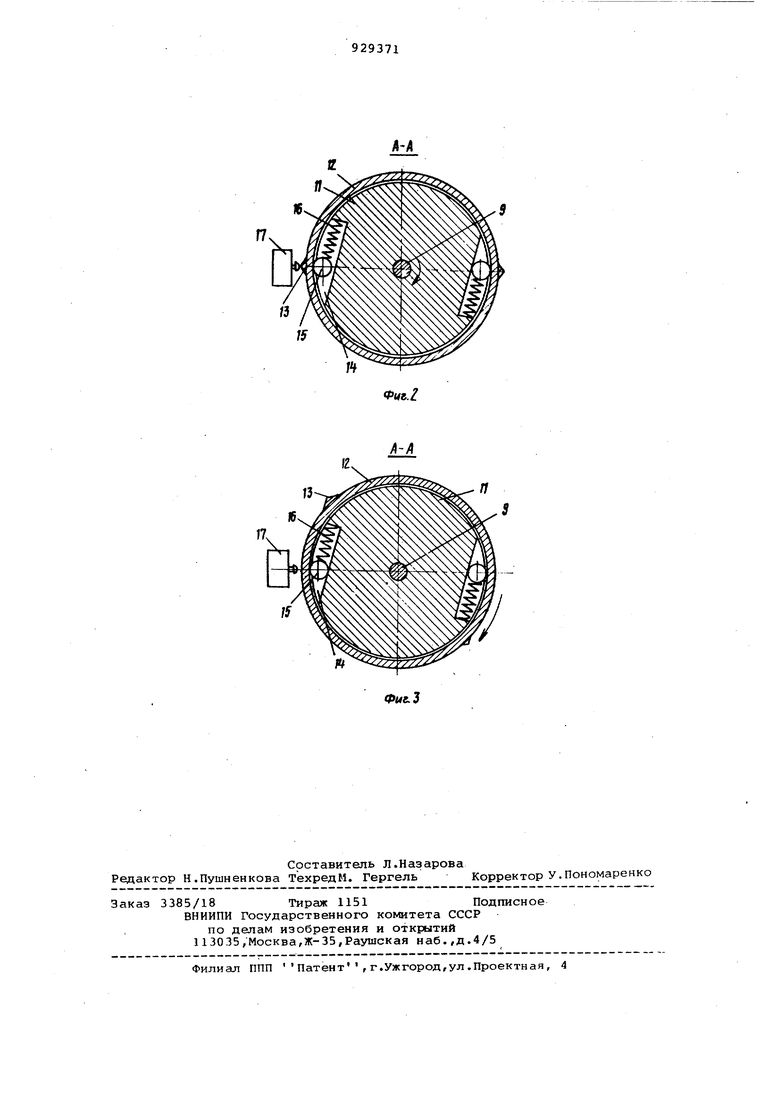
На фиг. 1 показано устройство для сварки неповоротных стыков труб, общий вид; на фиг. 2 - положение ку-: лачка в момент включения датчика, разрез А-А на фиг. 1; на фиг. 3 положение кулачка при смещении его относительно датчика, разрез А-А на фиг.1.
Устройство для сварки неповоротных стыков труб содержит корпус 1 (фиг.1), планшайбу 2, расположенную в корпусе 1, горелку 3 с электродом 4, закрепленную на планшайбе 2.Шестерни 5 и 6, закрепленные на валу 7 и шестерня 8, закрепленная на валу 9, служат для передачи вращения на планшайбу 2 от привода 10. Кулачковы диск (позицией не обозначен) выполнен в виде ступицы 11, закрепленной на валу 9 и обода 12, установленног с возможностью поворота относительн ступицы 11. На ободе 12 имеются кулачки 13 (фиг.2). В ступице И выполнены конусные пазы 14, направленные вершинами в сторону, противоположную рабочему вращению В пазах 14 размещены заклинивающие элементы выполненные в виде шариков 15 с пружинами 16, служащие для передачи вращения от ступицы 11 ободу 12 в одну сторону при работе привода и возможности свободного вращения обода 12 в направлении рабочего вращения при остановленном приводе 10 и ступице II. Кулачки 13 воздействуют на датчик 17 изменения сварочного процесса по программе. Датчик 17, например микропереключатель МП-7Ш, предназначен для передачи им.пульсов на изменение режимов сварки в блок управления (не показан). Корпус 1 устройства закрепляют на свари в аемой трубе 18.
Устройство работает следующим образом.
Без включения сварочного тока включают привод 10, при этом вращаетЬя вал 9 со ступицей 11 и ободом
12,шестерни 8,6,5 и планшайба 2 с горелкой 3. Подводят горелку 3 с электродом 4 в точку орбиты начала сварочного процесса по программе, при этом кулачок 13 должен включить датчик 17 на начало программы сварочного процесса. Выключают привод 1 Положение корпуса 1 может быть таким при котором положение электрода 4 в определенной точке орбиты начала программы сварочного процесса может не соответствовать включению датчика 17 кулачком 13 обода 12. Для совмещения кулачков 13 с датчиком 17 без перемещения электрода 4 вручную поворачивают обод 12 с кулачками 13 относительно ступицы 11 до включения датчика 17 кулачком 13. При повороте обода 12 в сторону рабочего вращения ступицы 11 (как показано стрелкой
на фиг.2) подпружиненные заклинивающие элементы, например шарики 15, дают возможность повернуться ободу 12 относительно ступицы 11 при выключенном приводе 10. При вращении обод 12 в противоположнуюсторону шарики 15 стопорят обод 12 относительно ступицы 11, и вращение обода не происходит . Затем включают сварочный ток и приводы 10. При этом вращается ступица 11 с ободом 12 и кулачками
13,которые включают датчик 17 изменения режимов сварочного процессами сварка производится по программе.
По окончании процесса сварки выключают сварочный ток, привод 10 и устройство снимают со свариваемой трубы 18
Предлагаемое выполнение устройства позволяет сократить время установки устройства на свариваемой трубе , так как обеспечивается возможность быстрого совмещения начала сварочного процесса по программе с положением электрода в оптимальной точке, расположенной на сварочной орбите, приэтом нет необходимости переустанавливать устройство на трубе.
Формула изобретения
Устройство для сварки неповорот65 ных стыков труб, содержащее корпус.
планшайбу с закрепленной на ней сварочной горелкой, привод вращения планшайбы и кулачковый диск, установленный на валу привода вращения планшайбы с возможностью контактирования с датчиком изменения програк «л сварочного процесса, отличающееся тем, что, с целью сокращения времени установки устройства на трубе в положение сварки, кулачковый диск выполнен в виде ступицы с подпружиненными заклинивающими элементами и обода с кулачками, при
этом в ступице выполнены пазы и .подпружиненные заклинивающие элементы расположены в пазах с возможностью взаимодействия с ободом, установлен wfM с возможностью поворота на ступице.
Источники информ 1хии, принятые во внимание при экспертизе
1.Сварочное оборудование.Каталог. М., НИАТ, 1972, с. 161-171.
2.Сварочное оборудование.Каталог м.,НИАТ,1972,с.172-173(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Автомат для сварки неповоротных стыков труб | 1978 |
|
SU742084A1 |
| Автомат для сварки неповоротных стыков труб | 1984 |
|
SU1227391A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU427812A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU763053A1 |
Я
Л
П
