(54) ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ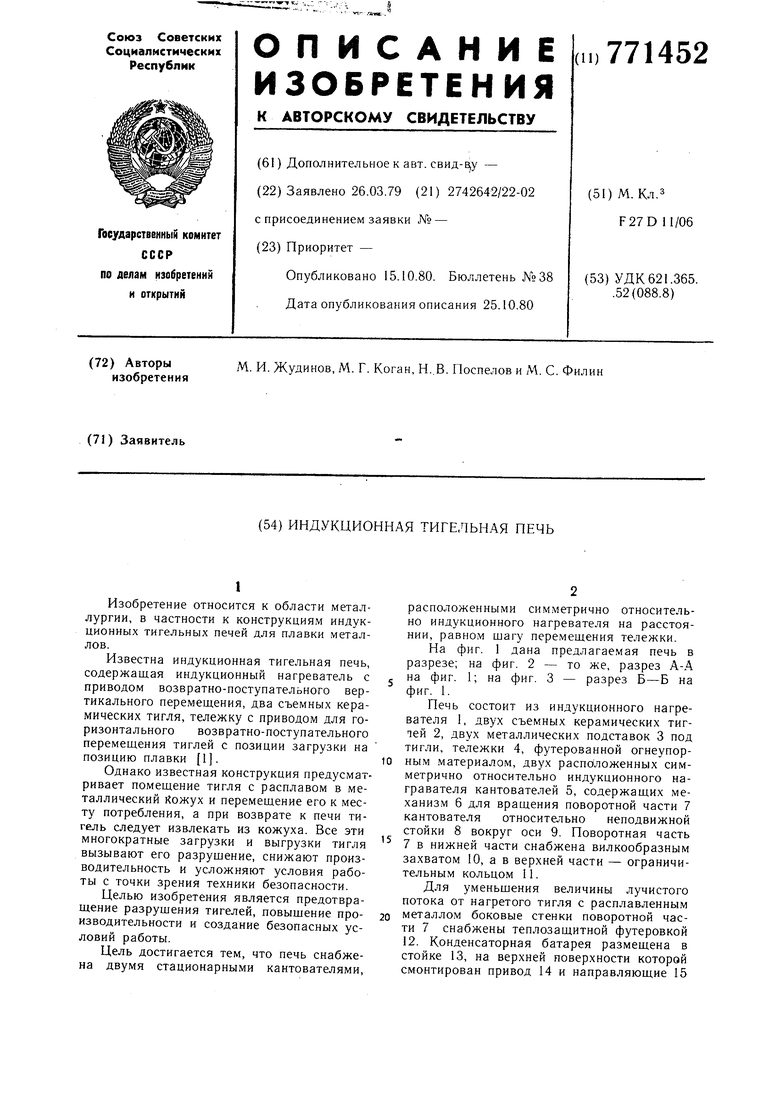
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционаая тигельная печь | 1976 |
|
SU625111A1 |
| ТУРБОИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2008 |
|
RU2390700C2 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| Вакуумная плавильная печь | 1975 |
|
SU535356A2 |
| Переносной тигель для плавления чугуна марки ЧС17 | 2023 |
|
RU2807487C1 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |
| Устройство для транспортировки тиглей с расплавленным металлом | 1981 |
|
SU1122877A1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Способ получения непрерывнолитой медной заготовки для электротехнических целей и технологический комплекс для его осуществления | 2018 |
|
RU2688103C1 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2005 |
|
RU2282806C1 |
1
Изобретение относится к области металлургии, в частности к конструкциям индукционных тигельных печей для плавки металлов.
Известна индукционная тигельная печь, содержащая индукционный нагреватель с приводом возвратно-поступательного вертикального перемещения, два съемных керамических тигля, тележку с приводом для горизонтального возвратно-поступательного перемещения тиглей с позиции загрузки на позицию плавки 1.
Однако известная конструкция предусматривает помещение тигля с расплавом в металлический Кожух и перемещение его к месту потребления, а при возврате к печи тигель следует извлекать из кожуха. Все эти многократные загрузки и выгрузки тигля вызывают его разрущение, снижают производительность и усложняют условия работы с точки зрения техники безопасности.
Целью изобретения является предотвращение разрущения тигелей, повыщение производительности и создание безопасных условий работы.
Цель достигается тем, что печь снабжена двумя стационарными кантователями.
расположенными симметрично относительно индукционного нагревателя на расстоянии, равном щагу перемещения тележки.
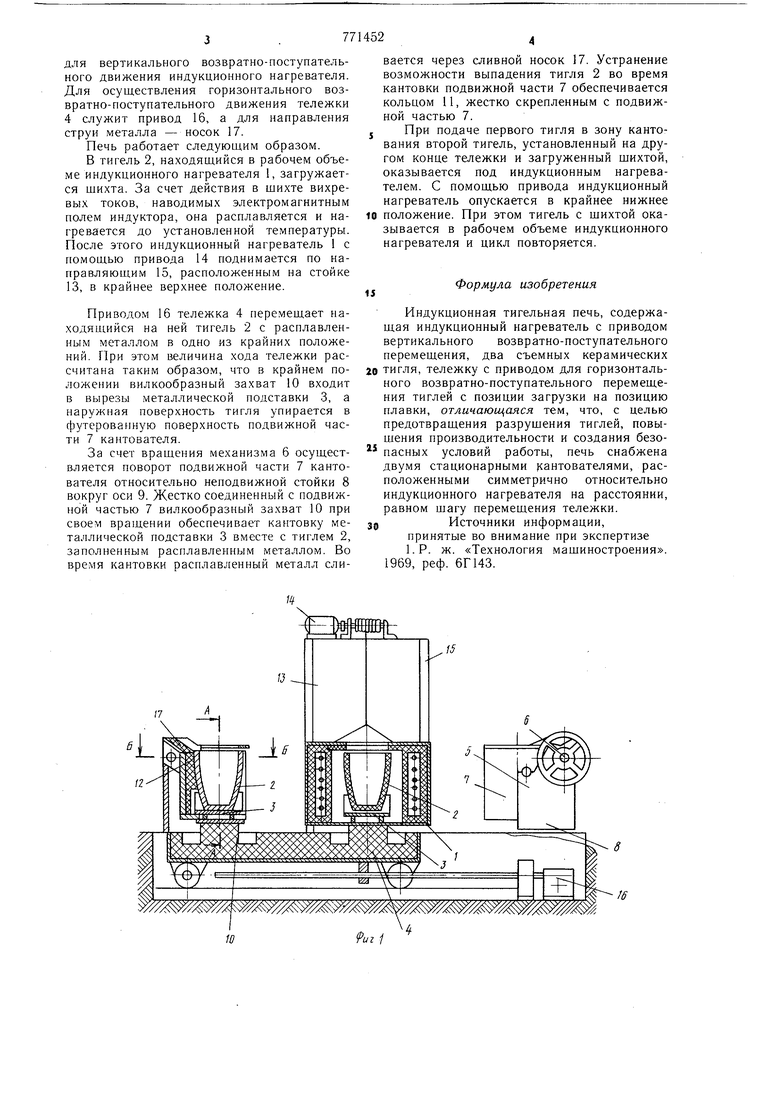
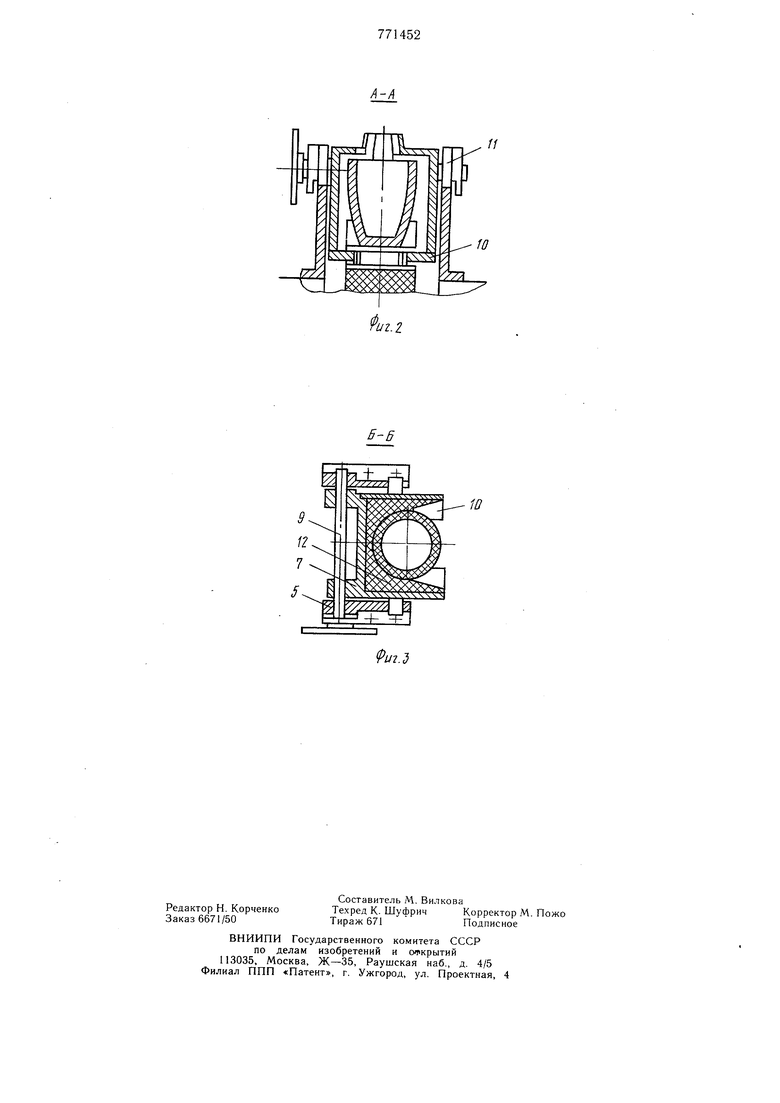
На фиг. 1 дана предлагаемая печь в разрезе; на фиг. 2 - то же, разрез А-А , на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Печь состоит из индукционного нагревателя 1, двух съемных керамических тигтей 2, двух металлических подставок 3 под тигли, тележки 4, футерованной огнеупорным .материалом, двух расположенных симметрично относительно индукционного награвателя кантователей 5, содержащих механизм 6 для вращения поворотной части 7 кантователя относительно неподвижной стойки 8 вокруг оси 9. Поворотная часть
7 в нижней части снабжена вилкообразным захватом 10, а в верхней части - ограничительным кольцом II.
Для уменьщения величины лучистого потока от нагретого тигля с расплавленным
20 металлом боковые стенки поворотной части 7 снабжены теплозащитной футеровкой 12. Конденсаторная батарея размещена в стойке 13, на верхней поверхности которой смонтирован привод 14 и направляющие 15 для вертикального возвратно-поступательного движения индукционного нагревателя. Для осуо ествления горизонтального возвратно-поступательного движения тележки 4 служит привод 16, а для направления струи металла -носок 17. Печь работает следующим образом. В тигель 2, находящийся в рабочем объеме индукционного нагревателя 1, загружается щихта. За счет действия в шихте вихревых токов, наводимых электромагнитным полем индуктора, она расплавляется и нагревается до установленной температуры. После этого индукционный нагреватель 1 с помощью привода 14 поднимается по направляющим 15, расположенным на стойке 13, в крайнее верхнее положение. Приводом 16 тележка 4 перемешает находящийся на ней тигель 2 с расплавленным металлом в одно из крайних положений. При этом величина хода тележки рассчитана таким образом, что в крайнем полол ении вилкообразный захват 10 входит в вырезы металлической подставки 3, а наружная поверхность тигля упирается в футерова 1ную поверхность подвижной части 7 кантователя. За счет вращения механизма 6 осуществляется поворот подвижной части 7 кантователя относительно неподвижной стойки 8 вокруг оси 9. Жестко соединенный с подвижной частью 7 вилкообразный захват 10 при своем вращении обеспечивает кантовку металлической подставки 3 вместе с тиглем 2, заполненным расплавленным металлом. Во время кантовки расплавленный металл сливается через сливной носок 17. Устранение возможности выпадения тигля 2 во время кантовки подвижной части 7 обеспечивается кольцом 11, жестко скрепленным с подвижной частью 7. При подаче первого тигля в зону кантования второй тигель, установленный на другом конце тележки и загруженный шихтой, оказывается под индукционным нагревателем. С помощью привода индукционный нагреватель опускается в крайнее нижнее положение. При этом тигель с шихтой оказывается в рабочем объеме индукционного нагревателя и цикл повторяется. Формула изобретения Индукционная тигельная печь, содержащая индукционный нагреватель с приводом вертикального возвратно-поступательного перемещения, два съемных керамических тигля, тележку с приводом для горизонтального возвратно-поступательного перемещения тиглей с позиции загрузки на позицию плавки, отличающаяся тем, что, с целью предотвращения разрушения тиглей, повыщения производительности и создания безопасных условий работы, печь снабжена двумя стационарными кантователями, расположенными симметрично относительно индукционного нагревателя на расстоянии, равном шагу перемещения тележки. Источники информации, принятые во внимание при экспертизе 1.Р. ж. «Технология .мащиностроения. 1969, реф. 6Г143.
//
иг.г
