1
(21)4497123/28
(22)21.10.В8
(46) 07.04.91. Бюл. № 13
(71)Краматорский научно-исследовательский и проектно-технологический институт машиностроения
(72)А.В. Русаков
(53)620.178.53(088.8)
56 Авторское свидетельство СССР ft 905735, кл. G 01 N 3/58, 1972.
(54) СПОСОБ КОНТРОЛЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА
(57) Изобретение относится к обработке материалов резанием. Цель изобретения - повышение достоверности определения стойкости режущего инструмента. Гидроцилиндром 7 воздействуют на плавающий резцедержатель 2, который, перемещаясь по оЪере корпуса 1 в направлении А, поворачивает режущий инструмент 3 до тех пор, пока задний угол сб не достигнет нулевого значения. При этом направление приложенной нагрузки Р будет соответствовать направлению силы резания в реальном процессе, когда величина допустимого износа достигает критического значения. 2 ил.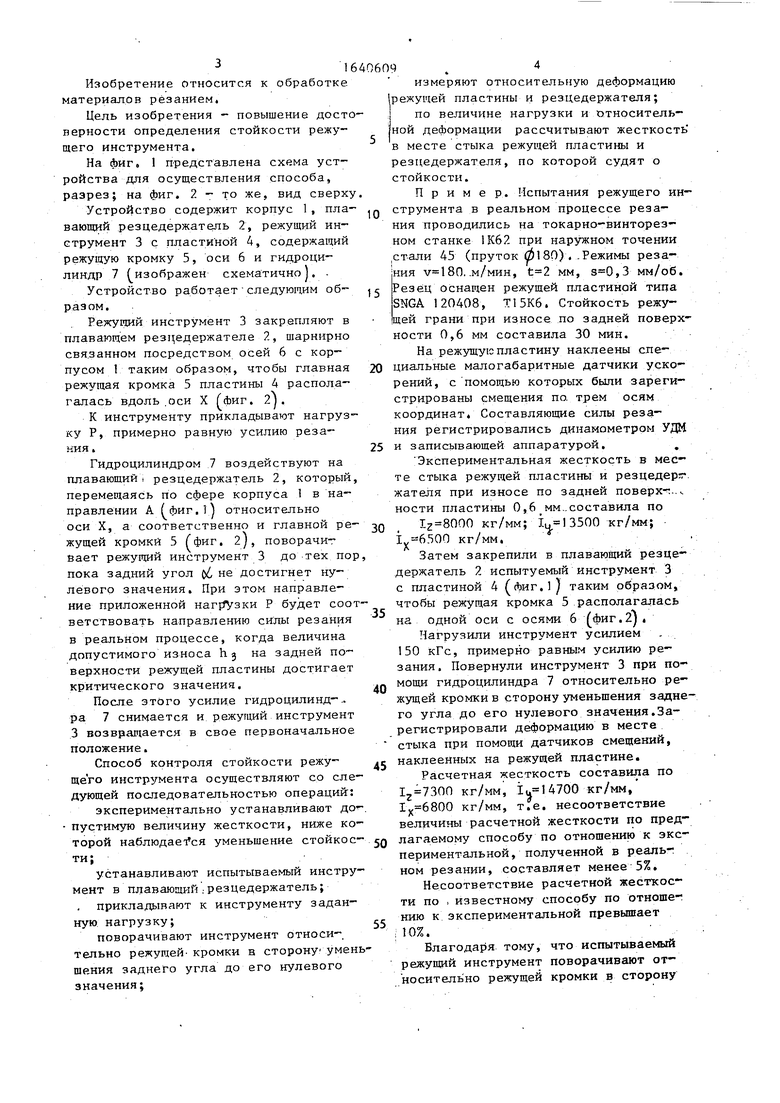
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ испытания расточного инструмента | 1990 |
|
SU1748018A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Способ контроля стойкости режущего инструмента | 1985 |
|
SU1293563A1 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Способ определения допустимой величины износа режущего инструмента | 1983 |
|
SU1285348A1 |
| Устройство для диагностики режущего инструмента | 1988 |
|
SU1572789A1 |
| Отрезной резец для термопластичных материалов | 1980 |
|
SU903148A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Способ подрезки торцов труб | 1989 |
|
SU1685611A1 |
/
о
Ј
О О
со
Изобретение относится к обработке материалов резанием,
Цель изобретения - повышение достоверности определения стойкости режущего инструмента.
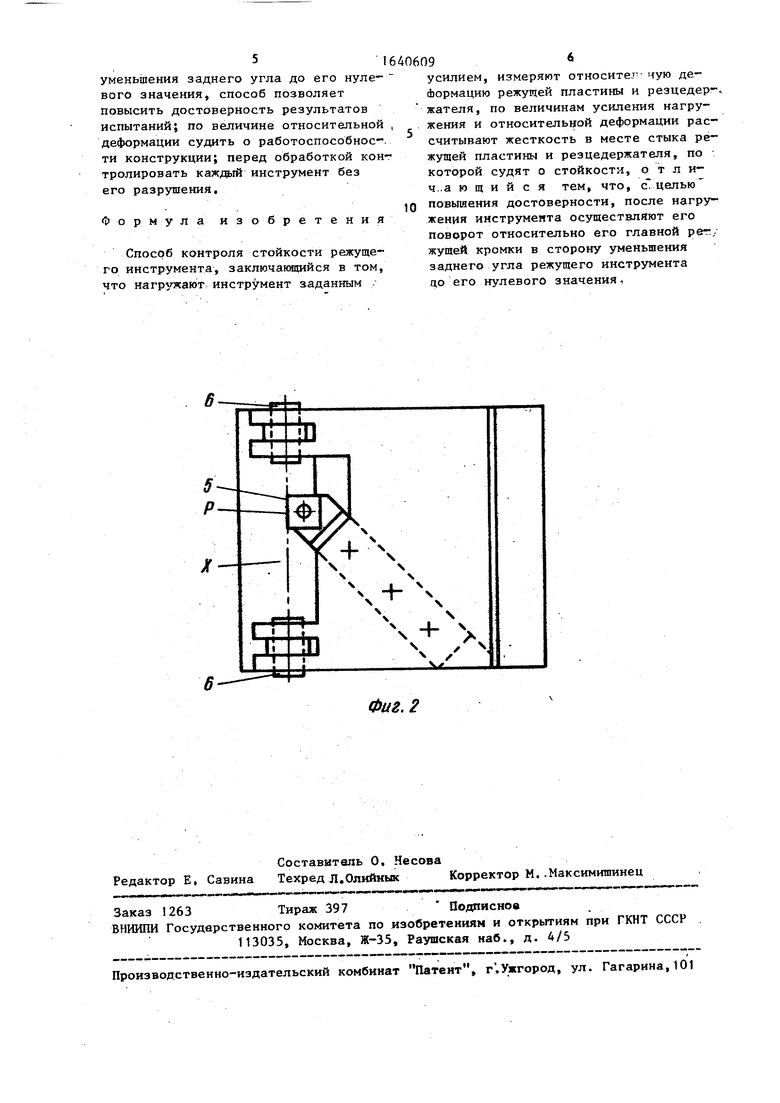
На фиг. 1 представлена схема устройства для осуществления способа, разрез; на Лиг. 2 - то же, вид сверху
Устройство содержит корпус 1, плавающий резцедержатель 2, режущий инструмент 3 с пластиной 4, содержащий режущую кромку 5, оси 6 и гидроцилиндр 7 изображен схематично),
Устройство работает следующим образом.
Режущий инструмент 3 закрепляют в плавающем резцедержателе , шарнирно связанном посредством осей 6 с корпусом 1 таким образом, чтобы главная режущая кромка 5 пластины 4 располагалась вдоль оси X (Ьиг. 2,
К инструменту прикладывают нагрузку Р, примерно равную усилию резания ,
Гидроцилиндром 7 воздействуют на плавающий, резцедержатель 2, который, перемещаясь по сфере корпуса 1 в направлении А ( Аиг.) относительно оси X, а соответственно и главной режущей кромки 5 Г фиг. 2/, поворачивает режущий инструмент 3 до тех пор пока задний угол фЈ не достигнет нулевого значения. При этом направление приложенной нагрузки Р будет соответствовать направлению силы резания в реальном процессе, когда величина допустимого износа h $ на задней поверхности режущей пластины достигает критического значения.
После этого усилие гидроцилинд- . ра 7 снимается и режущий инструмент 3 возвращается в свое первоначальное положение.
Способ контроля стойкости режущего инструмента осуществляют со следующей последовательностью операций:
экспериментально устанавливают до- пустимую величину жесткости, ниже которой наблюдаемся уменьшение стойкости;
устанавливают испытываемый инструмент в плавающий резцедержатель;
прикладывают к инструменту заданную нагрузку;
поворачивают инструмент относительно режущей кромки в сторону уменьшения заднего угла до его нулевого значения;
5
0
0
5
0
5
измеряют относительную деформацию режущей пластины и резцедержателя;
по величине нагрузки и относительной де&ормации рассчитывают жесткость в месте стыка режущей пластины и резцедержателя, по которой судят о стойкости.
Пример. Испытания режущего инструмента в реальном процессе резания проводились на токарно-винторез- ном станке 1К62 при наружном точении стали 45 (пруток 0180). Режимы резания , м/мин, MM, ,3 мм/об. Резец оснащен режущей пластиной типа SNGA 120408, Т15К6, Стойкость режущей грани при износе по задней поверхности 0,6 мм составила 30 мин.
На режущую пластину наклеены специальные малогабаритные датчики ускорений, с помощью которых были зарегистрированы смещения по трем осям координат Составляющие силы резания регистрировались динамометром УДМ 5 и записывающей аппаратурой, .
Экспериментальная жесткость в месте стыка режущей пластины и резцедерг жателя при износе по задней поверх- .. ности пластины 0, составила по о кг/мм; L 13500 кг/мм; I 6500 кг/мм,
Затем закрепили в плавающий резцедержатель 2 испытуемый инструмент 3 с пластиной 4 ((Ьиг,1у таким образом, чтобы режущая кромка 5 располагалась на одной оси с осями 6 (Ьиг,2).
Нагрузили инструмент усилием 150 кГс, примерно равным усилию резания. Повернули инструмент 3 при помощи гидроцилиндра 7 относительно режущей кромки в сторону уменьшения заднего угла до его нулевого значения.Зарегистрировали деформацию в месте стыка при помощи датчиков смещений, наклеенных на режущей пластине.
Расчетная жесткость составила по кг/мм, Iu 14700 кг/мм, кг/мм, т.е. несоответствие величины расчетной жесткости по предлагаемому способу по отношению к экспериментальной, полученной в реальном резании, составляет менее 5%.
Несоответствие расчетной жесткости по известному способу по отношению к экспериментальной превышает 10%.
Благодаря тому, что испытываемый режущий инструмент поворачивают относительно режущей кромки в сторону
уменьшения заднего угла до его нулевого значения, способ позволяет повысить достоверность результатов испытаний; по величине относительной деформации судить о работоспособности конструкции; перед обработкой кон тролировать каждый инструмент без его разрушения.
Формула изобретения
Способ контроля стойкости режущего инструмента, заключающийся в том, что нагружают инструмент заданным
40609
усилием, измеряют относите чую деформацию режущей пластины и резцедер-v жателя, по величинам усиления нагружения и относительной деформации рассчитывают жесткость в месте стыка режущей пластины и резцедержателя, по которой судят о стойкости, отличающийся тем, что, с целью Ю повышения достоверности, после нагру- жения инструмента осуществляют его поворот относительно его главной ре-, жущей кромки в сторону уменьшения заднего угла режущего инструмента цо его нулевого значения.
Фиг. 2
