Изобретение относится к области обработки металлов и сплавов резанием и может быть использовано для выбора оптимального режима резания, обеспечивающего минимум износа, а также инструментального материала максимальной производительности.
Известны способы определения оптимального режима изнашивания при обработке резанием, основанные на экспериментальном установлении экстремальных зависимостей силы, коэффициента трения, интенсивности изнашивания и характеристик качества поверхности от внешних воздействий на систему трения (резания) - скорости, давления или сечения срезаемого слоя [1-5 Костецкий Б.И. Трение, смазка и износ в машинах. Киев: Технiка, 1970. - 395 с.]. Эти способы можно считать классическими, их недостатком является необходимость проведения трудоемкости и дорогостоящих экспериментов по установлению оптимального режима изнашивания.
Известен также используемый в условиях резания металлов метод нахождения оптимальной величины подачи как точки пересечения линий графиков термоЭДС на передней и задней поверхностях инструмента при вариации подачи в выбранном диапазоне [Рыжкин А.А. Синергетика изнашивания инструментальных режущих материалов. Ростов н/Д, Изд. центр ДГТУ, 2004. с.214].
Метод обеспечивает получение данных, удовлетворительно согласующихся с табличными, но трудоемок и требует использования специального разрезного резца с его точной регулировкой.
Известен способ определения оптимальной скорости резания для твердосплавных инструментов, заключающийся в том, что при разных температурах Q (4-6) точек производят стандартные измерения твердости сплава по Виккерсу и по графикам lgHV=f(Q) находят точку перелом этих линий, которая является температурой максимальной работоспособности Qм.p., а затем по графику зависимости Q=t(V) определяют по этой температуре Qм.р. оптимальную скорость. Несмотря на сравнительную простоту реализации самого способа, он достаточно трудоемок, так как требует применения защитной атмосферы (или вакуума) при измерениях твердости при разных температурах; в противном случае не исключено неконтролируемое влияние на твердость образующейся на твердом сплаве оксидной пленки и смещение точки перелома прямых lgHV=f(Q) [Патент RU №2173611, В23В 1/00, 2001 г.].
Известен способ определения оптимальной скорости резания, суть которого состоит в том, что осуществляется предварительный нагрев твердосплавных образцов, и температура, при которой в окисленной поверхности твердого сплава возникает парамагнитное состояние, соответствующее минимуму поглощенной энергии СВЧ, - выбирается в качестве исходного параметра. Затем по температуре этого минимума по графику «температура - скорость резания» находится оптимальная скорость [Патент RU №2168394, В23В 1/00, 2000 г.].
Этот способ имеет физическое обоснование, но сложен в реализации и достаточно трудоемок.
Наиболее близким по выполнению является способ определения оптимальной скорости резания, заключающийся в том, что режущий инструмент и деталь включают в электрическую цепь, регистрируют переменную 


Недостаток этого способа состоит в недостаточно высокой точности определения скорости.
Техническим результатом изобретения является повышение точности выбора оптимальной скорости резания при подборе инструментального материала с максимальной износостойкостью.
Технический результат достигается тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz флуктуации тангенциальных сил резания 



Технический результат достигается также тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz, флуктуации тангенциальных сил резания

Технический результат достигается также тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz, флуктуации тангенциальных сил резания



Отличием предлагаемого способа является использование в качестве критерия выбора оптимальной скорости комплексов или


Ниже приведен пример осуществления изобретения.
Параметры, входящие в математические зависимости, измеряемые при резании на специальной установке, смонтированной на базе токарно-винторезного станка 1K625:
- сила Pz измерялась динамометром УДМ-600;
- термоЭДС зоны резания E-милливольтметром по стандартной схеме;
- для определения флуктуации скорости 
- переменная составляющая усилия резания
- скорость резания V обеспечивалась кинематикой станка 1K625;
- переменный сигнал термоЭДС
Резцом с 5-гранной пластиной твердого сплава T15K6 обтачивали болванку из Ст35 на режимах: t=0,5·10-3 м; S=0,11·10-3 м/об, скорость резания V изменялась в пределах 1,0-5,00 м/с.
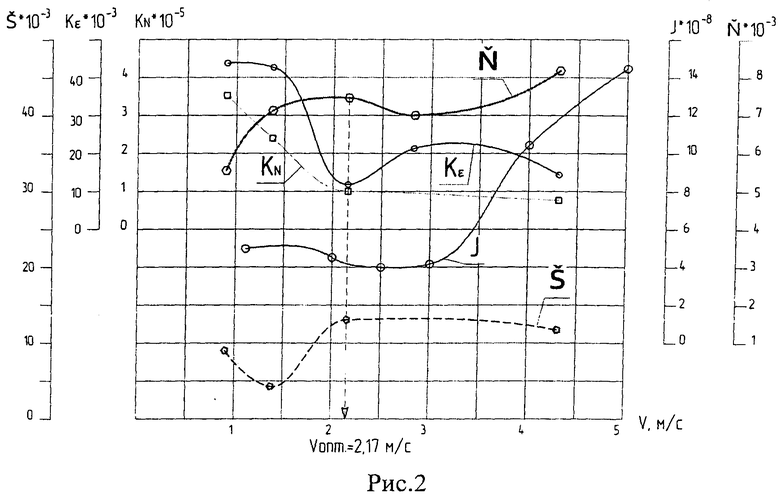
На рис.1-3 представлены графики изменения комплексов
Полученные экспериментально закономерности изменения комплексов
Для сравнения на рис.1 приведен график изменения величины
Таким образом, предполагаемый способ с использованием термодинамических комплексов
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ | 1995 |
|
RU2090337C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ РЕЗАНИЕМ | 2000 |
|
RU2188746C2 |
| Способ управления обработкой детали резанием | 1990 |
|
SU1811986A1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ | 2012 |
|
RU2495412C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2001 |
|
RU2189887C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛА РЕЗАНИЕМ | 2012 |
|
RU2496903C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОСТАВЛЯЮЩИХ СИЛЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ С ЧПУ | 1997 |
|
RU2120354C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД ПРИ РЕЗАНИИ МЕТАЛЛОВ | 2009 |
|
RU2428280C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2002 |
|
RU2230630C1 |
| Способ определения оптимальной скорости резания | 1987 |
|
SU1458083A1 |

Способ характеризуется тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz, флуктуации тангенциальных сил резания 





1. Способ определения оптимальной скорости резания, характеризующийся тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz, флуктуации тангенциальных сил резания и флуктуации скорости резания , а в качестве критерия оптимальной скорости резания используют мощность флуктуаций , при этом значение оптимальной скорости резания, соответствующей минимальной интенсивности изнашивания инструмента, определяют по максимальному значению мощности флуктуаций, полученной на кривой изменения параметра  .
.
2. Способ определения оптимальной скорости резания, характеризующийся тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz, флуктуации тангенциальных сил резания и флуктуации скорости резания, а в качестве критерия оптимальной скорости резания используют коэффициент использования мощности флуктуаций , при этом значение оптимальной скорости резания, соответствующей минимальной интенсивности изнашивания инструмента, определяют по точке перелома коэффициента использования мощности флуктуаций, полученного на кривой изменения параметра KN.
3. Способ определения оптимальной скорости резания, характеризующийся тем, что для пары инструмент-деталь при различных скоростях резания v определяют тангенциальные силы резания Pz, флуктуации тангенциальных сил резания , флуктуации скорости резания и переменную термоЭДС , а в качестве критерия оптимальной скорости резания используют аналог производства энтропии от тепловых процессов в зоне контакта , при этом значение оптимальной скорости резания, соответствующей минимальной интенсивности изнашивания инструмента, определяют по минимальному значению параметра аналога производства энтропии от тепловых процессов на контакте, полученного на кривой изменения параметра  .
.
| Способ определения режима трения | 1980 |
|
SU903750A1 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 1999 |
|
RU2168394C2 |
| Прибор для езды с закрытым регулятором | 1937 |
|
SU55599A1 |

