Изобретение относится к области обработки металлов давлением и касается вытяжки листовых заготовок эластичным пуансоном.
Известен штамп для вытяжки листовых заготовок (авторское свидетельство СССР N 771986, B 21 D 22/10, опубл. 30.01.82, бюл. N 44), содержащий эластичный пуансон и жесткие прижим и матрицу, причем эластичный пуансон выполнен профилированным и имеет со стороны матрицы участок меньшего сечения с высотой, соответствующей высоте полуфабриката, получаемого на первом этапе вытяжки, и с профилем, соответствующим профилю верхней части рабочей полости матрицы на участке той же высоты.
Недостатком данного штампа является затруднение получения вытяжки деталей с прямыми стенками и быстрое изнашивание монолитного эластичного пуансона вследствие возникновения больших трений между эластичным пуансоном и стенками прижима.
Известно также устройство для изготовления полых изделий (авторское свидетельство СССР N 615996, B 21 D 22/20, опубл. 25.07.78, бюл. N 27), содержащее матрицу, концентрично расположенные один другому внутренний и наружный прижимы, установленные с зазором между заготовкой и торцами прижимов, в кольцевую полость которых помещены эластичные внутренний и наружный пуансоны, разделенные перегородкой.
Недостатком устройства также является быстрое изнашивание монолитного эластичного пуансона вследствие использования для глубокой вытяжки больших усилий.
Целью изобретения является повышение износостойкости эластичных пуансонов и устойчивости процесса.
Для достижения указанной цели устройство для изготовления полых изделий содержит матрицу, концентрично расположенные один другому внутренний и наружный прижимы, установленные с зазором между заготовкой и торцами прижимов, в кольцевую полость которых помещены эластичные внутренний и наружный пуансоны, разделенные перегородкой, в отличие от прототипа устройство снабжено эластичным подпором, установленным во внутренней полости матрицы, а эластичные пуансоны выполнены в виде гранул, величина которых соответствует зазору между заготовкой и торцами прижимов, перемешанных со смазывающим порошком.
Сущность изобретения поясняется чертежом, где изображен общий вид устройства для изготовления полых изделий: слева - исходное положение: справа - заключительный момент.
Устройство содержит матрицу 1, на которую помещается листовая заготовка 2, концентрично расположенные один другому внутренний 3 и наружный 4 прижимы, причем их торцы с листовой заготовкой образуют зазор. В кольцевых полостях между прижимами помещены эластичные внутренний 5 и наружный 6 пуансоны, разделенные перегородкой 7. Сверху на эластичные пуансоны 5 и 6 установлены нажимные пуансоны 8 и 9, а во внутренней полости матрицы 1 - эластичный подпор 10. Кроме того, эластичные пуансоны выполнены в виде гранул, величина которых соответствует зазору между заготовкой и торцами прижимов, перемешанных со смазывающим порошком.
Устройство работает следующим образом. На матрицу 1 укладывают заготовку 2, после чего устанавливают концентрично один другому внутренний 3 и наружный 4 прижимы таким образом, чтобы их торцы образовали с заготовкой зазор определенного размера. В кольцевую полость между прижимами помещают эластичные пуансоны 5 и 6, выполненные в виде гранул, величина которых соответствует зазору между заготовкой и торцами прижимов и перемешанных со смазывающим порошком. Сверху на эластичные пуансоны 5 и 6 устанавливают нажимные пуансоны 8 и 9. Для устойчивости процесса со стороны матрицы 1 устанавливают эластичный подпор 10, который уравновешивает процесс деформирования листовой заготовки и делает его еще более устойчивым. При воздействии давления сверху на эластичные пуансоны 5 и 6 нажимными пуансонами 8 и 9 внутренний пуансон 5 выдавливается в зазор между прижимом 3 и листовой заготовкой 2. После заполнения всей полости между прижимом 3 и заготовкой 2 начинается процесс вытяжки. Одновременно под действием давления наружный пуансон 6 выдавливается в зазор между заготовкой 2 и наружным прижимом 4. Применение эластичных пуансонов, выполненных в виде гранул, величина которых соответствует зазору между заготовкой и торцами прижимов, перемешанных со смазывающим порошком, снижает усилие деформирования и повышает износостойкость эластичных пуансонов, а применение эластичного подпора повышает устойчивость процесса.
Предложенное устройство было опробовано при изготовлении полых изделий из материала АМЦМ толщиной 1 мм. Использовались эластичные пуансоны из гранулированного полиуретана марки ВИТУР-Т-8. 433-85 по ТУ-6-05-221-889-86, перемешанного со смазывающим порошком - диосульфитом молибдена.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1998 |
|
RU2146981C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| РАБОЧЕЕ ТЕЛО ДЛЯ ПЕРЕДАЧИ УСИЛИЯ ПРИ РАЗДАЧЕ ТРУБЫ | 2000 |
|
RU2205086C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ТРУБНОЙ ЗАГОТОВКИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 2000 |
|
RU2187794C2 |
Изобретение относится к области обработки металлов давлением и касается вытяжки листовых заготовок эластичным пуансоном. Техническим результатом изобретения является повышение износостойкости эластичных пуансонов и устойчивости процесса. Устройство содержит матрицу, на которую помещается листовая заготовка, концентрично расположенные один другому внутренний и наружный прижимы, причем их торцы с листовой заготовкой образуют зазор. В кольцевых полостях между прижимами помещены эластичные внутренний и наружный пуансоны, разделенные перегородкой. Сверху на эластичные пуансоны установлены нажимные пуансоны, а во внутренней полости матрицы - эластичный подпор. Эластичные пуансоны выполнены в виде гранул, величина которых соответствует зазору между заготовкой и торцами прижимов, перемешанных со смазывающим порошком. 1 ил.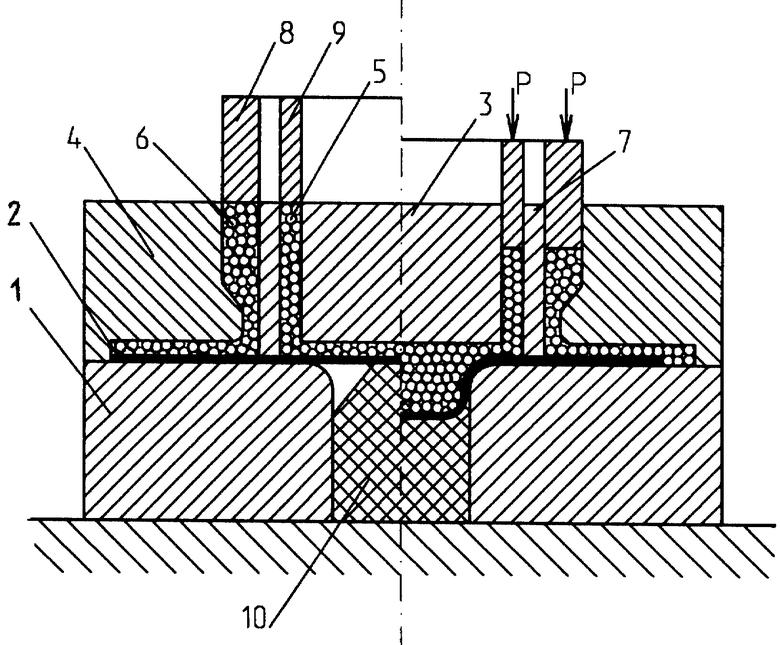
Устройство для изготовления полых изделий, содержащее матрицу, концентрично расположенные один другому внутренний и наружный прижимы, установленные с зазором между заготовкой и торцами прижимов, в кольцевую полость которых помещены эластичные внутренний и наружный пуансоны, разделенные перегородкой, отличающееся тем, что устройство снабжено эластичным подпором, установленным во внутренней полости матрицы, а эластичные пуансоны выполнены в виде гранул, величина которых соответствует зазору между заготовкой и торцами прижимов, перемешанных со смазывающим порошком.
| Способ изготовления полых изделий | 1976 |
|
SU615996A1 |
| Устройство для направления электрода-проволоки | 1973 |
|
SU471986A1 |
| Устройство для штамповки длинномерных деталей | 1981 |
|
SU1005981A1 |
| САПАРОВСКИЙ С.В | |||
| и др | |||
| Штамповка резиной | |||
| - Куйбышевское книжное издательство, 1964, стр.77 - 76 | |||
| US 4145903 А, 27.03.1979 | |||
| EP 95102201 А, 17.02.1995. | |||

