1
Изобретение относится к обработке меташлов. давлением, а также к трубопрокатном . производству и касается горячей прокатки бесшовных труб в косовсшковах раскатных станах. 5
Известен способ, раскатки труб в косовалковом раскатном стане, включающий деформацию с изменением расстояния мезвду валками, которое осуществляют при деформировании задне- О го конца ги.пьзы сближением валков до величины, составляющей 0,95-0,99 расстояния между валками в установившийся 1 ериод раскатки 1.
Недостатком данного способа прока-МЗ ки является образование концевых дефектов в виде шей1{и на задних концах труб.
Наиболее близким к изобретению по технической сущности является спсюоб JQ ВИНТОВОЙ раскатки труб, включающий деформацию гильзы тремя валками с гребнями на оправке при постоянном растворе между валкги ш до подхода заднего конца и затем увеличение расстоя З ния между валками при прокатке заднего конца 2.
Заднип конец трубы, прокатанной по данному способу, имеет несколько утолщенную стеик% по сравнению с остешь- 30
ной частью трубы. Дефект не устраняется последующей прокаткой в редукционном или калиброванном стане, что приводит к повышению обрези.
Цель изобретения - сокращение концевой обрези.
Поставленная цель достигается тем, что согласно способу винтовой раскатки труб, вк.пючаняцему деформацию гильзы тремя валками с гребнями на оправке при постоянном растворе между валками до подхода заднего конца и затем увеличение расстояния между валками при прокатке заднего конца, с момента соприкосновения заднего торца гильзы с поверхнхэстью гребня валков до ет выхода из зоны действия валков осуществляют сведение валков в направлении оси прокатки.
Способ позво.аяет компенсировать возникаиоцие в процессе прокатки колеба.нйя толщины стенки, связанные с действием растягивающих напряжений от инерционных сил, возникгшядих в момент окончания процесса прокатки. Действие растягивающих напряжений приводит к утонению стенки трубы, причем их воЗ никновение соответствует моменту соприкосновения заднего торца гильзы с поверхностью валков, т.е. исчезнове
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
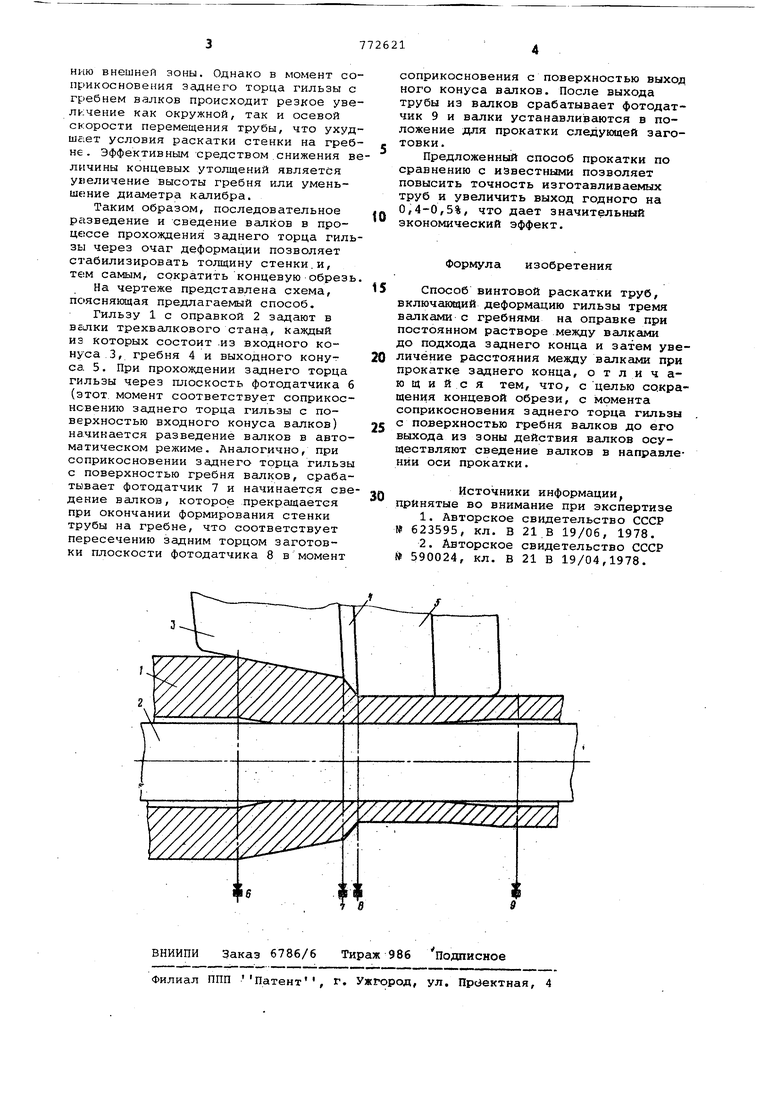
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| Способ винтовой раскатки труб на трехвалковом стане | 1977 |
|
SU623595A1 |
| Способ винтовой раскатки труб в трехвалковом стане | 1977 |
|
SU685371A1 |
| Способ винтовой прокатки труб | 1977 |
|
SU655441A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| Способ винтовой раскатки труб | 1979 |
|
SU816588A1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Способ винтовой раскатки труб | 1979 |
|
SU808170A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
