(54) СПОСОБ ВИНТСеОЙ РАСКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для поперечно-винтовой раскатки труб | 1978 |
|
SU710692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| Технологический инструмент трехвалкового раскатного стана | 1977 |
|
SU598666A1 |
| Способ раскатки полой заготовки на оправке в трехвалковом стане винтовой прокатки и рабочий валок для его осуществления | 2019 |
|
RU2723494C1 |
| СПОСОБ РАСКАТКИ ГИЛЬЗ | 2006 |
|
RU2320433C2 |
| Способ винтовой раскатки труб на трехвалковом стане | 1977 |
|
SU623595A1 |
| Способ винтовой раскатки труб в трехвалковом стане | 1977 |
|
SU685371A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Валок трехвалкового раскатного стана | 1985 |
|
SU1268221A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
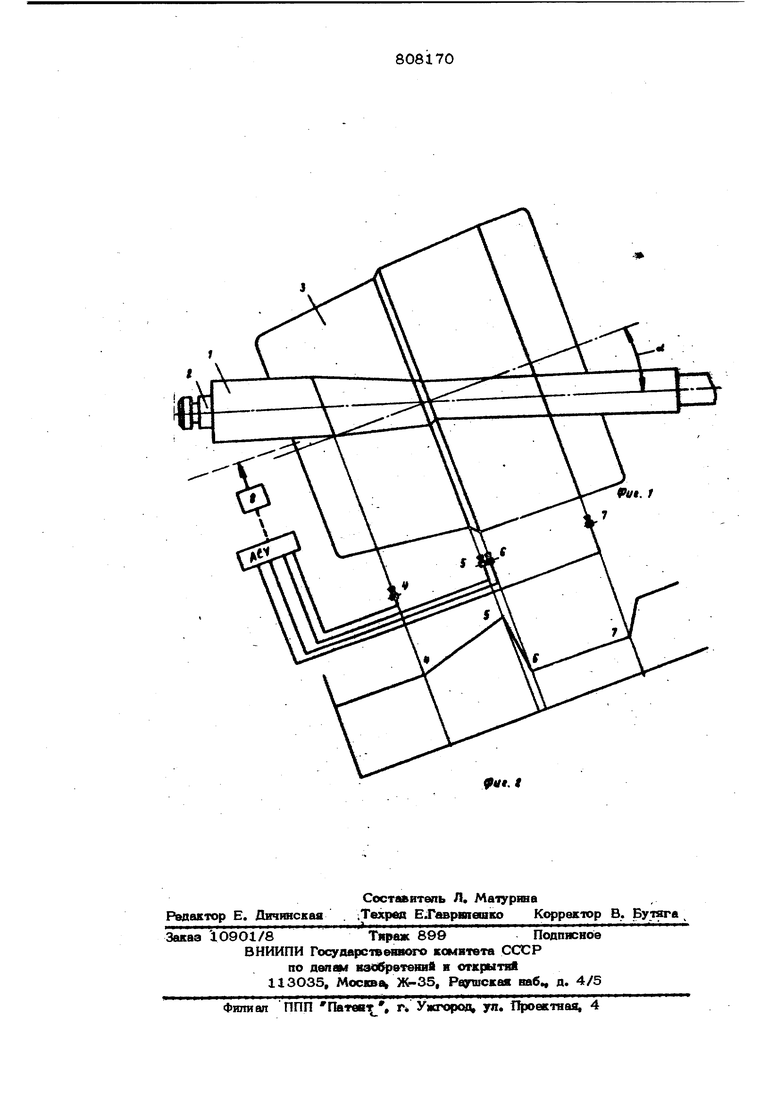
Изобретение откосится к трубопрокатному производству, а именног к способам горячей прокатки бесшовных труб в трехвалковых косовалковых раскатных станах. Известен способ прока-пси труб в трех вапкскам раскатнсм стане, при котором угол подачи валке, диаметр калибра и число обороте велков постоянны при прокаткевсей трубы l. Недостатсж данного способа прокатки заключается в образовании концевых дефекте типаШейка на задних концах труб. Наиболее близким к предлагаз сяиу является способ винтсюой раскатки труб, включающий деформацию полсЛ гильзы на оправке многоконусными валками, имею шими гребень и установленными на угол подачи, при KOTOpOKf центральную часть и передники конец трубы дефор гаруют при постоянном ухле подачи валксю, а при прокатке заднего KOHUQ трубы угол подачи валксю, уменыиают до минимально необходимого при прокатке данного учасч . Прокатка известным способом позволят ет предотвратить появление дефектсж типа Раструб на трубах, однако уменьшение угла подачи при прокатке аещних концов труб не позволяет избежать появления шейкр, а наоборот, п ягаодвт к дополнительной посадке по диамет|:1у. Цель изобретения - повышение точноста геометрических размере труб. Постепенная цель достигается тем, что в способе винтовой раскатки труб,, включающем деформацию поп(Л гнльаы на оправке многоконусными валками имеющими гребень и установленными на угол подачи, и изменение угла подачн валков при деформации заднего конца гильзы, с момента контакта начала заднего конца гильзы с валками до момента подхода к гребню валков таеличивают угол подачн валков на 2-3, в течение временя про-; хождение гребвя валков их угол аоаеая снижают до величины на 1-3 меньшеД 380 акачевия угла подачи при деформации освоввой части и сохраняют эту величину до охотаниа процесса. Увепичеияе угла попачи в момент, со ответсгауювшй началу образования шейки ва трубеу увеличивает частные деформации в суммарное давление на . Это предотвращает выбирание пружины станса, падение диаметра и толциша стенки. При прокатке участка близкого к topuy трубы, ва котором o(hii4HO наблюдается увеличение толщины ст«1ки (из-за большой раскат ки), уменьшают угол подачи по отношению к установленной величине до вели чины, меньше чем был в устанс ившемся процессе прокатки. Это резко снижает час шае д0ф рмацни и давление на валки, что 1ФНВОДИТ к уменьшению калибра валков иэза выбирания пружины. Так как угол подачи при гфокатке кониа 1рубы меньше того, что был в устансюившемся процессе раструб на коние не образуется. На фиг. 1 приведена схема очага деформаиии, на фиг. 2 - график изменения угла подачк. Способ целесообразно использовать на клетях, имйоших быстродействующий пртвод устан жкв валков на угол подачи (клеть барабанного типа). Способ винтовой раскатки осуществляется следующим образом. Полую гильзу i с длинной опрюкой 2 задают в вапки 3 раскатного .трехвалкового cTmta, оси которых образуют с осью прокатки равные углы псшачи. При прокатке переднего конца и средней части гильзы угол подачи остается неизменным. При прохождении заднего кониа через очаг деформации фотодатчика дают ко -. манду на изменение угла подачи валков. .Первый из них - фотодатчик 4 устевовлен в плоскости контакта гильзы с вапками, второй датчик 5 - у начала гребня валк трет«й датчик 6 у конца грубня и после ний датчик 7 - в плоскости выхода трубы из контакта с валками. Датчик 4 подает 04 команду механизму 8 установки вапков на увеличение угла подачи на 2- 3, датчик 6 - на уменьшение угла подачи до величины, меныоей угла подачи в устаноеившемся процессе на 1-3°. После выхоаа трогбы tta очага деформации срабатывает датчик 7, дающий сигнал механизму усгйнввхк валков, который устанавливает последние на угол подачи, соответствующий величине при прокатке переднего конца гильзы и ее средней части. Zlanee вышеперечисленные ПОВТ4 ШЮТСЯ. Внедрение |фе(длагаемого способа на установках с трехвалковыми раскатными станами по рляет повысить точность изГотавлива 1ых т, что даст экономический эффект в народном хозяйстве страны. Формула изобре те н и я Способ винтовой раскатки труб, вклк чающий деформацию полЫ1 гильзы на оправке многокояусжыми валкшли, имеющими гребень я установлен1а 1ми на угол подачи, и угла подачи валков при яеформат/к заднетч конца гильзы, отличающийся тем, что, с целью повышен я точности геометрических размеров труб с момента контакта начала заднего конца гильзы с валками до момента подхода к гребню валков згвеличивают утоп подачи ваяков на 2-3, в течение времени прохождения гребня валков их угол подачи снижают до величины на 1-3 меньшей значения угла подачи при деформировании основной части гильзы и сохраняют эту величину до оксжчания процесса. Источники информации, вринатые во внимание при экспертизе 1.Патент США № 2О60767, кп. 72-07, 1933. 2.Авторское свидетельство СССР hfe 0212955, кп. В 21 В 19/О2, 1967.
9а«. I
