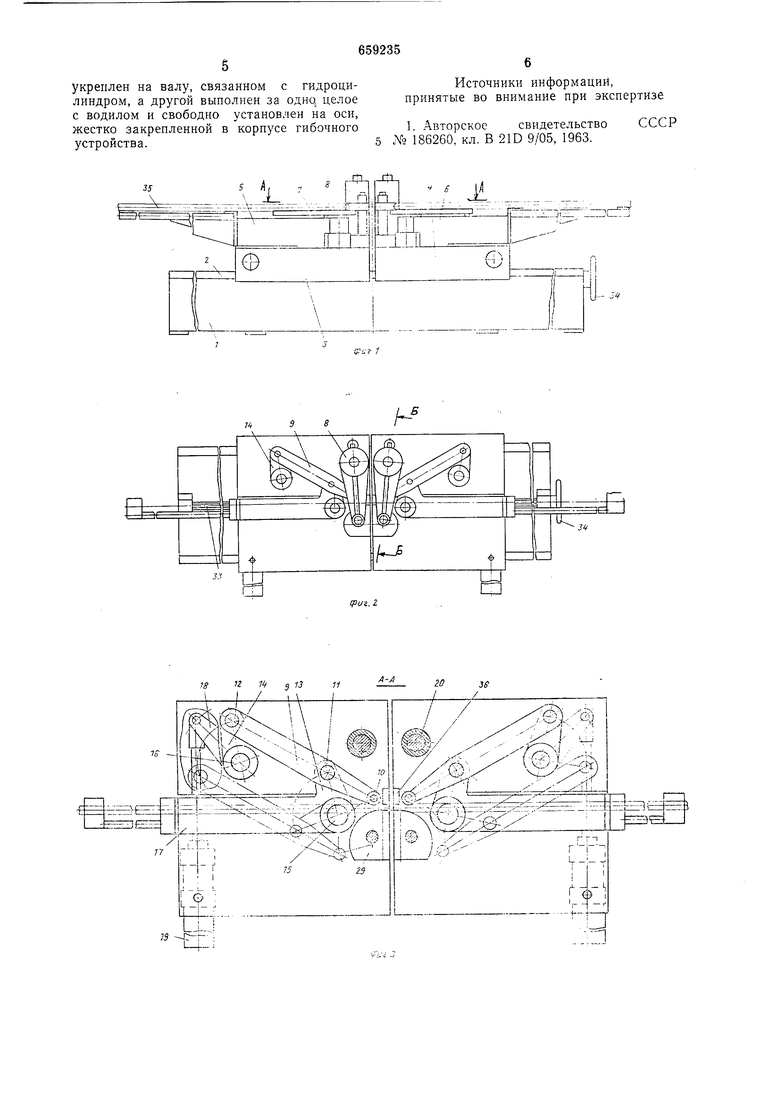
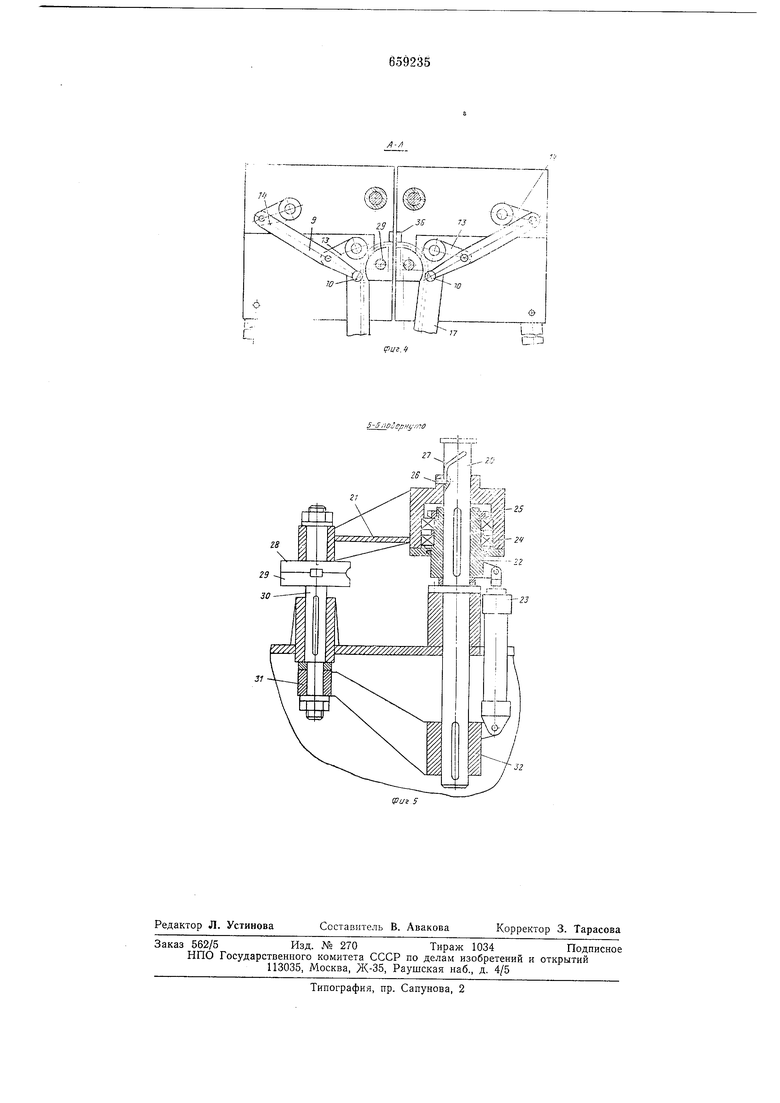
Механизм гибки включает в себя коромысло 9, несущее гибочный роликЮишарнирно смонтированное на осях 11 и 12 кривошипов 13 и 14. Кривошип 13 подвижно укреплен на оси 15, а кривошип 14 жестко укреплен на валу 16. На оси 15 свободно установлено водило 17,выполненное как одно целое с кривошипом 13. На валу 16 жестко укреплен рычаг 18,шарнирно соединенный со штоком приводного гидроцилиндра 19. Механизм разъема и поворота шаблона состоит из жестко укрепленной в корпусе каретки оси 20, в верхней части которой подвижно смонтирована поворотная траверса 21, содержаш,ая обойму 22, соединенную со штоком гидроцилиндра 23. На обойме на подшипниках 24 установлен корпус 25, в верхней части которого жестко закреплен палец 26, взаимодействуюш,ий с пазом 27 оси 20. К консольной части траверсы прикреплена верхняя часть шаблона 28. Нижняя часть шаблона 29 жестко укреплена на колонке 30, перемешающейся в корпусе каретки посредством тяги 31, выполненной как одно целое с ползушкой 32, сидящей на нижней части оси 20 и несущей корпус гидроцилиндра 23. Регулировка расстояний между гибами осуществляется перемещением кареток 3 и 4 с гибочными устройствами 5 и 6 с помощью винтового механизма 33 и маховика 34. Фиксация трубной заготовки 35 осуществляется зажимами 36. Трубогибочный станок работает следующим образом. В зависимости от требуемого расстояния между гибами каретки 3 и 4 устанавливаются в исходное положение. Включением гидроцилиндров 23 обойма 22, перемещаясь по оси 20, воздействует на корпуса 25, которые посредством пальцев 26, скользящих в лазах 27, заставляют поворачиваться траверсы 21 совместно с верхними частями шаблонов 28 вокруг осей 20, освобождая зону загрузки заготовки 35. При этом корпуса гидроцилиндров 23 совместно с ползущками 32 перемещаются по нижним частям осей 20, заставляя посредством тяг 31 и колонок 30 нижние части шаблонов 29 опускаться вниз. Трубная заготовка 35 загружается в зону гибки, после чего включением гидроцилиндров 23 на обратный ход траверсы 21 возвращаются в исходное положение, а части разъемных шаблонов 28 и 29 смыкаются, фиксируя заготовку относительно зажимов 36. При включении гидроцилиндров 19 их штоки, втягиваясь, воздействуют посредством рычагов 18 на валы 16, заставляя поворачиваться кривошипы 14 и кривошипы 13 совместно с водилами 17, удерживающими отгибаемые участки трубы. При этом коромысла 9 совершают движения, параллельные своему исходному положению, а гибочные ролики 10 движутся по траектории, эквидистантной радиусу гибочных щаблонов, изгибая трубу на требуемый угол. По окончании процесса гибки гидроцилиндры 19 включаются на обратный ход (штоки выдвигаются), заставляя коромысла 9 с гибочными роликами 10 и водила 17 возвращаться в первоначальное положение. Включением гидроцилиндров 23 гибочные шаблоны размыкаются, при этом верхние части шаблонов 28 поднимаются и отводятся Б сторону, а нижние части шаблонов 29 опускаются вниз, освобождая зону гибки для снятия изогнутой трубы. Изогнутая труба снимается со станка, последний полностью подготовлен к загрузке очередной трубной заготовки. Дальнейшая работа станка осуществляется аналогичным образом. Независимое от гибочных роликов крепление гибочных шаблонов обеспечивает получение гнутых труб практически без прямых участков между гибами, а наличие в станке кинематической связи гибочного инструмента с поворотными водилами позволяет осуществлять синхронизацию гибки трубы с поворотом отгибаемых участков при выполнении процесса. Снабжение гибочных устройств механизмами разъема и поворота гибочных шаблонов обеспечивает автоматизацию процессов загрузки трубной заготовки и удаления изогнутой трубы из зоны гибки. Кроме того, осуществление фиксации трубной заготовки перед гибкой за счет ее поджатия к зажимам в процессе смыкания разъемных гибочных шаблонов позволяет упростить конструкцию зажимных механизмов и автоматизировать процесс зажима. Ожидаемая экономическая эффективность от внедрения предлагаемого трубогибочного станка в производстве свыше 50,0 тыс. руб. в год. Формула изобретения Трубогибочный станок, содержащий установленные в направляющих станины две каретки, несущие гибочные устройства в виде гибочных шаблонов, механизмы гибки, а также механизмы зажима заготовки, отличающийся тем, что, с целью расширения технологических возможностей за счет проведения гибки без прямых участков, он снабжен механизмом разъема и поворота гибочных шаблонов, выполненным в виде жестко закрепленной на корпусе каретки оси, на одном конце которой расположена обойма, соединенная с верхней частью гибочного шаблона, а на другом коне- ползушка, соединенная с нижней чатью шаблона, при этом каждый механизм ибки выполнен в виде несущего гибочный олик коромысла и шарнирно связанных с им кривощипов, один из которых жестко
укреплен на валу, связанном с гидроцилиндром, а другой вынолнен за одно, целое с водилом и свободно установлен на оси, жестко закрепленной в корнусе гибочного устройства.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 5 Л 186260, кл. В 21D 9/05, 1963. г -т
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| Трубогибочный комплекс | 1987 |
|
SU1524957A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
PUi.it
Z7.
Л N
12
сриг 5
