товление ступенчатого вала 1 длиной 12000 мм с диаметром по бочке 2500 мм и длиной бочки 6000 мм.
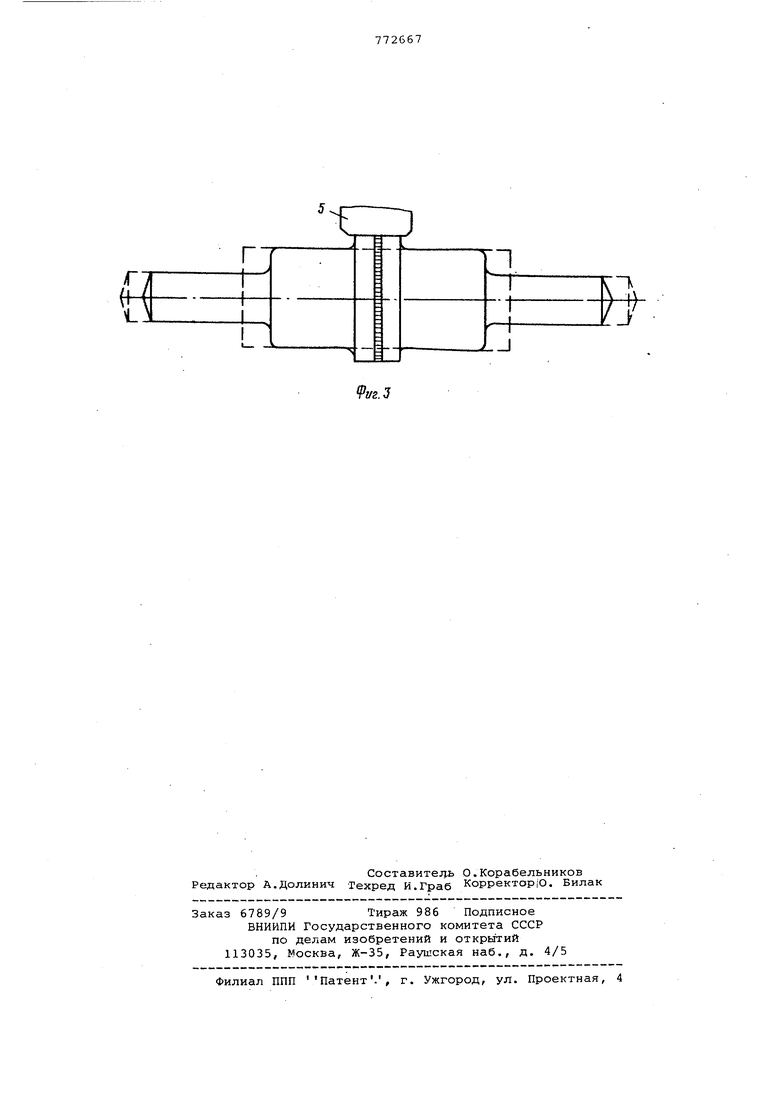
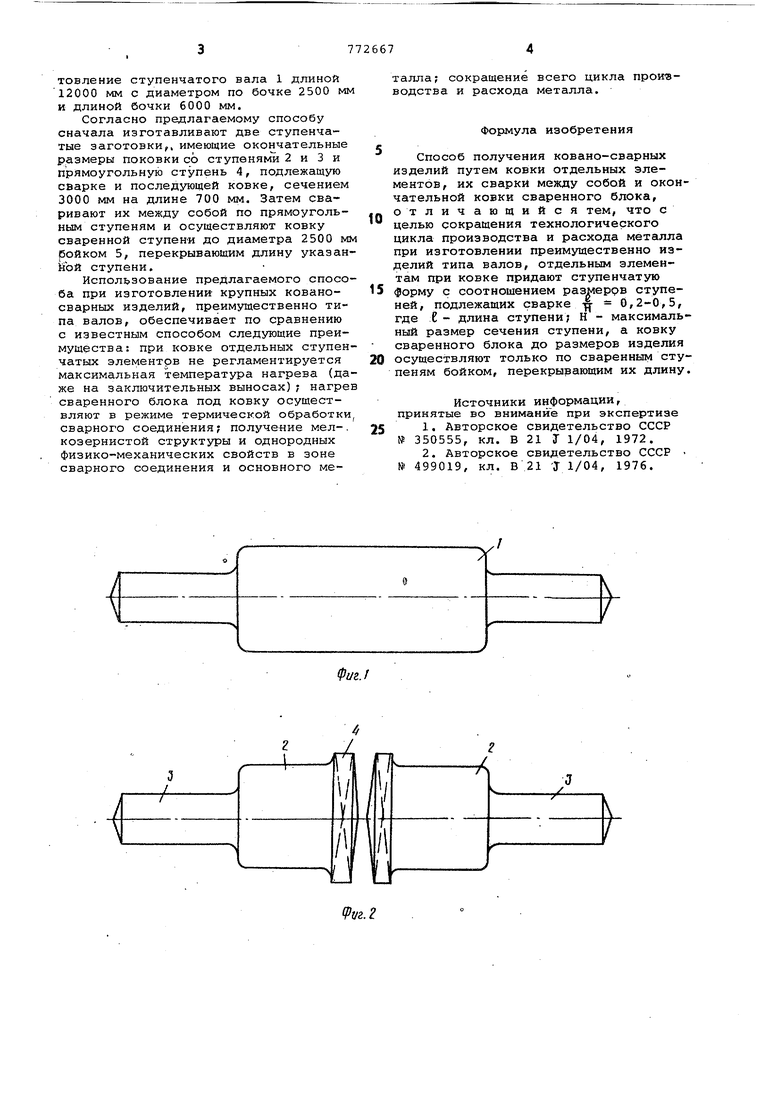
Согласно предлагаемому способу сначала изготавливают две ступенчатые заготовки,, имеющие окончательные размеры поковки со ступенями 2 и 3 и прямоугольную ступень 4, подлежащую сварке и последующей ковке, сечением 3000 мм на длине 700 мм. Затем сваривают их между собой по прямоугольным ступеням и осуществляют ковку сваренной ступени до диаметра 2500 мм бойком 5, перекрывающим длину укаэанйой ступени.
Использование предлагаемого способа при изготовлении крупных кованосварных изделий, преимущественно типа валов, обеспечивает по сравнению с известным способом следующие преимущества: при ковке отдельных ступенчатых элементов не регламентируется максимальная температура нагрева (даже на заключительных выносах); нагрев сваренного блока под ковку осуществляют в режиме термической обработки сварного соединения; получе«ие мел-, коэернистой структуры и однородных физико-механических свойств в зоне сварного соединения и основного металла; сокращение всего цикла производства и расхода металла.
Формула изобретения
Способ получения ковано-сварных изделий путем ковки отдельных элементов, их сварки между собой и окончательной ковки сваренного блока, отличающийся тем, что с целью сокращения технологического цикла производства и расхода металла при изготовлении преимущественно изделий типа валов, отдельным элементам при ковке придают ступенчатую 5 форму с соотношением размеров ступеней, подлежащих сварке -q- 0,2-0,5, где :6 - длина ступени Н - максимальный размер сечения ступени, а ковку сваренного блока до размеров изделия осуществляют только по сваренным ступеням бойком, перекрывающим их длину.
Источники информации, принятые во вниманий при экспертизе 5 1. Авторское свидетельство СССР № 350555, кл. В 21 Т 1/04, 1972.
2. Авторское свидетельство СССР № 499019, кл. В 21 -J 1/04, 1976.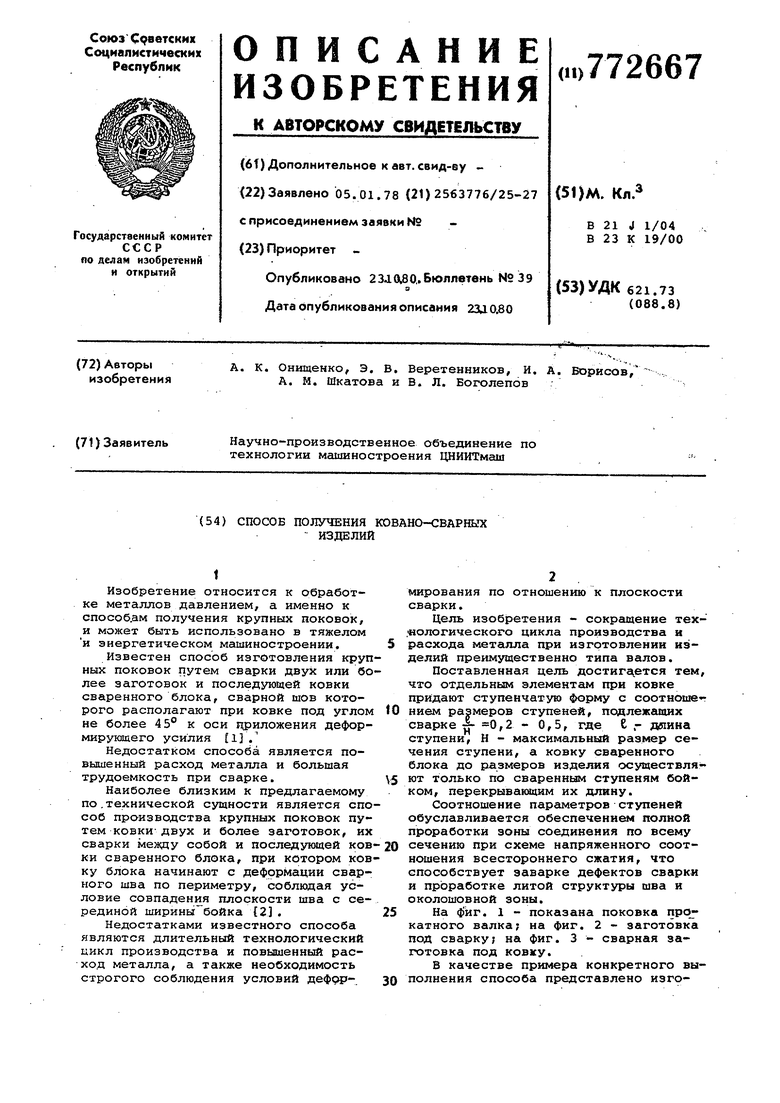
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ковано-сварных изделий | 1981 |
|
SU978996A1 |
| Способ изготовления крупногабаритных изделий | 1981 |
|
SU1011312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ контроля размеров ступенчатыхпОКОВОК B пРОцЕССЕ пРОТяжКи | 1979 |
|
SU804153A1 |
| Способ изготовления ступенчатой цилиндрической поковки | 1990 |
|
SU1791070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2008 |
|
RU2392086C1 |
| Способ ковки поковок типа ступенчатых валов | 1986 |
|
SU1355337A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2380209C1 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |