(54) СПОСОБ ПОЛУЧЕНИЯ КОВАНО-СВАРНЫХ ИЗДЕЛИЙ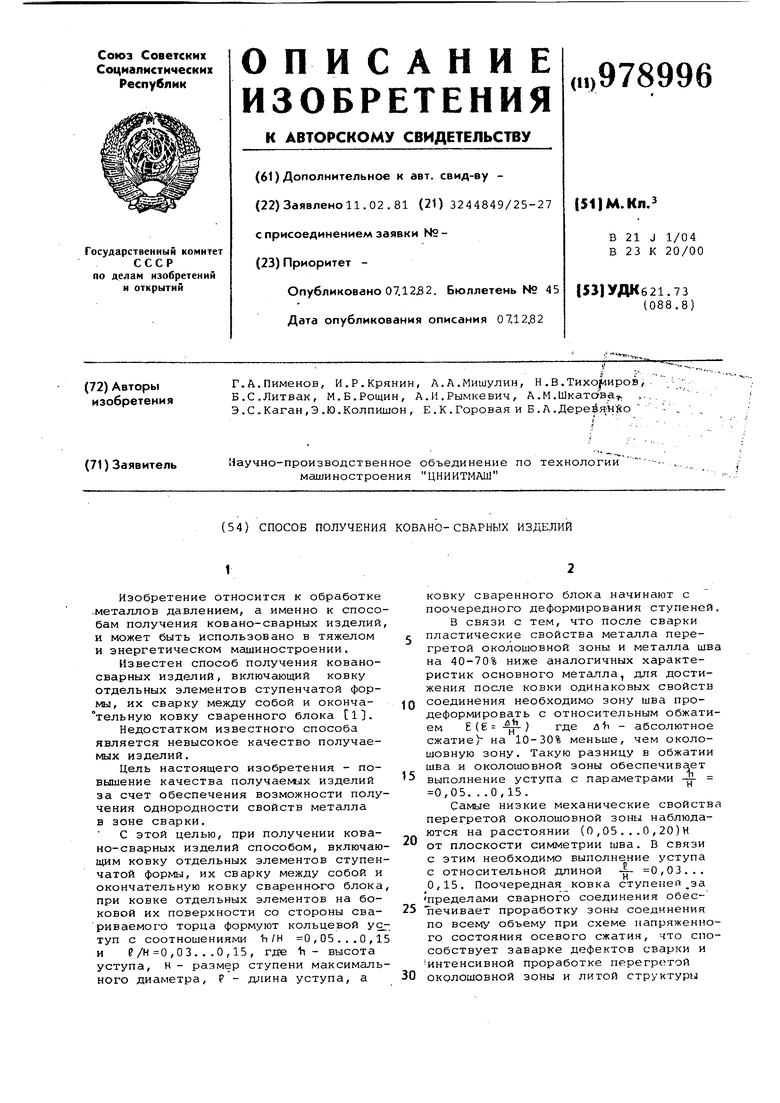
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ковано-сварных изделий | 1978 |
|
SU772667A1 |
| Способ изготовления крупногабаритных изделий | 1981 |
|
SU1011312A1 |
| Способ изготовления сварно-кованых изделий | 1983 |
|
SU1196087A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2380209C1 |
| Способ изготовления плоских плит | 1990 |
|
SU1770016A1 |
| Способ ковки валов | 1981 |
|
SU1028409A1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ получения деформируемых полуфабрикатов из сплавов системы алюминий-медь-марганец | 1989 |
|
SU1738865A1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2008 |
|
RU2392086C1 |
Изобретение относится к обработке .металлов давлением, а именно к способам получения ковано-сварных изделий, и может быть использовано в тяжелом и энергетическом мгилиностроении.
Известен способ получения кованосварных изделий, включающий ковку отдельных элементов ступенчатой формы, их сварку между собой и оконча тельную ковку сваренного блока 1.
Недостатком известного способа является невысокое качество получаемых изделий.
Цель настоящего изобретения - повышение качества получаемых изделий за счет обеспечения возможности получения однородности свойств металла в зоне сварки.
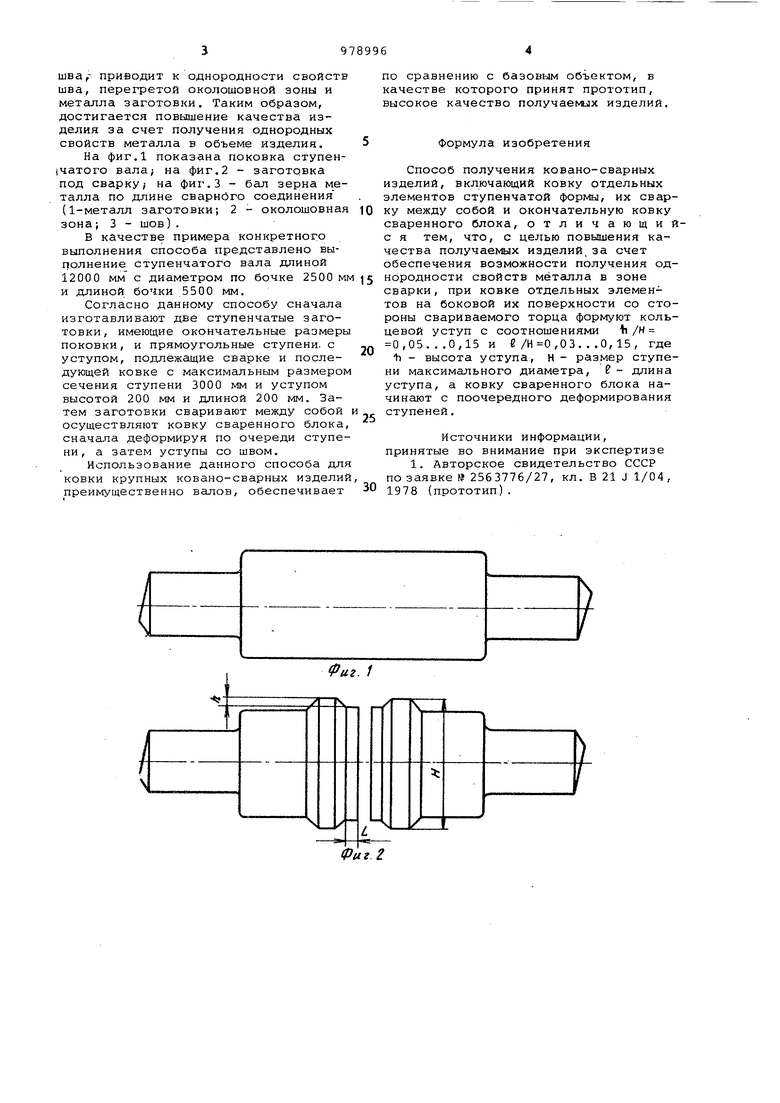
С этой целью, при получении ковано-сварных изделий способом, включающим ковку отдельных элементов ступенчатой формы, их сварку между собой и окончательную ковку сваренного блока, при ковке отдельных элементов на боковой их поверхности со стороны свариваемого торца формуют кольцевой ус туп с соотношениями Ъ/И 0,05...0,15 и ,03.. .0,15, где - высота уступа, Н - размер ступени максимального диаметра, Р - длина уступа, а
ковку сваренного блока начинают с поочередного деформирования ступеней.
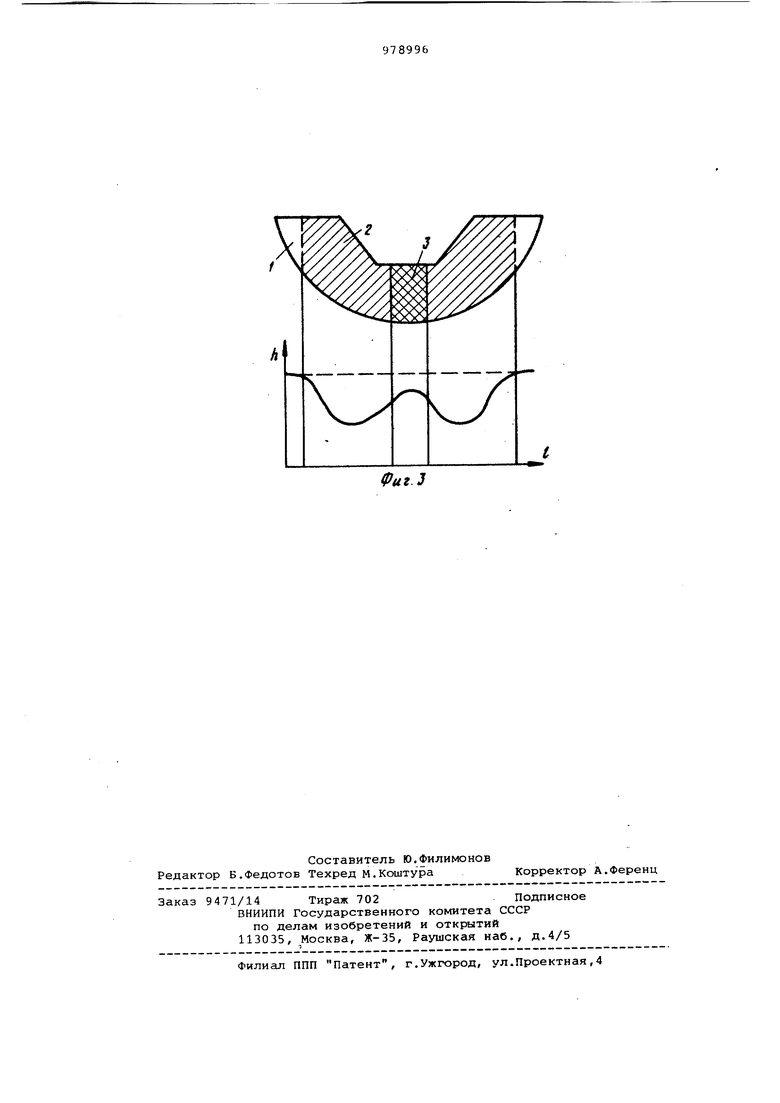
В связи с тем, что после сварки пластические свойства металла перегретой околошовной зоны и металла шва на 40-70% ниже аналогичных характеристик основного металла, для достижения после ковки одинаковых свойств соединения необходимо зону шва про10деформировать с относительным обжатием Ё(е -) где лЪ - абсолютное сжатие)- на 10-30% меньше, чем околошовную зону. Такую разницу в обжатии шва и околошовной зоны обеспечива:ет выполнение уступа с параметрами -
15
0,05. . .0,15.
Самые низкие механические свойства перегретой околошовной зоны наблюдаются на расстоянии (О,05. . .О , 20)Н
20 от плоскости симметрии шва. В связи с этим необходимо выполнение уступа с относительной длиной 0,03... 0,15. Поочередная ковка ступеней .за пределами сварного соединения обес25 Ъечивает проработку зоны соединения по всему объему при схеме напряженного состояния осевого сжатия, что способствует заварке дефектов сварки и интенсивной проработке перегретой
30 околошовной зоны и литой структуры приводит к однородности свойств шва, перегретой околошовной зоны и металла заготовки. Таким образом, достигается повышение качества изделия за счет получения однородных свойств металла в объеме изделия. На фиг.1 показана поковка ступен(чатого вала; на фиг.2 - заготовка под сварку; на фиг.З - бал зерна металла по длине сварнбго соединения (1-металл заготовки; 2 - околошовная зона; 3 - шов). В качестве примера конкретного выполнения способа представлено выполнение ступенчатого вала длиной 12000 мм с диаметром по бочке 2500 м и длиной бочки 5500 мм. Согласно данному способу сначала изготавливают две ступенчатые заготовки, имеющие окончательные размеры поковки, и прямоугольные ступени, с уступом, подлежащие сварке и последующей ковке с максимальным размером сечения ступени 3000 мм и уступом высотой 200 мм и длиной 200 мм. Затем заготовки сваривают между собой осуществляют ковку сваренного блока сначала деформируя по очереди ступе ни, а затем уступы со швом. Использование данного способа дл ковки крупных ковано-сварных издели преимущественно валов, обеспечивает о сравнению с базовым объектом, в качестве которого принят прототип, высокое качество пoлyчae ьJX изделий. Формула изобретения Способ получения ковано-сварных изделий, включающий ковку отдельных элементов ступенчатой формы, их сварку между собой и окончательную ковку сваренного блока, отличающийс я тем, что, с целью повышения качества получаемых изделий,за счет обеспечения возможности получения однородности свойств металла в зоне сварки, при ковке отдельных элементов на боковой их поверхности со стороны свариваемого торца формуют кольцевой уступ с соотношениями ti /Н 0,05...0,15 и ,03. . .0,15, где 11 - высота уступа, Н - размер ступени максимального диаметра, 2 - длина уступа, а ковку сваренного блока начинают с поочередного деформирования ступеней. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2563776/27, кл. В 21 J 1/04, 1978 (прототип).
