Изобретение относится к обработке металлов давлением и может быть использовано в нефтехимическом и энергетическом машиностроении при изготовлении обечаек реакторов и парогенераторов.
Известен способ изготовления обечайки реактора, включающий отливку слитка и его горячую механическую обработку (см. а.с. СССР №863136, МПК В21К 1/38, 15.09.1981).
Недостатком способа является высокая трудоемкость изготовления, низкий выход годного и ограниченные возможности по геометрическим размерам обечайки (диаметр - менее 6000 мм и высота - менее 2200 мм), ввиду использования кузнечной раскатки на универсальных гидравлических прессах (расстояние между колоннами и открытая высота).
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является расширение номенклатуры обечаек в сторону увеличения их габаритных размеров, снижение трудоемкости изготовления реактора и парогенератора за счет увеличения высоты обечайки и уменьшения количества обечаек и кольцевых швов на реакторе при его сборке.
Указанный технический результат достигается тем, что в способе изготовления обечайки реактора, включающем отливку слитка и его горячую механическую обработку, согласно изобретению горячую механическую обработку слитка осуществляют путем его ковки на пластину и прокатки пластины на плиту шириной не менее высоты и длиной не менее длины окружности поковки обечайки, затем осуществляют гибку плиты в обечайку и сварку ее концов по торцам, после чего осуществляют ковку нагретого сварного соединения со степенью деформации не менее 50%.
В способе осуществляют холодную гибку плиты в обечайку.
В способе сварку концов обечайки осуществляют методом электрошлаковой сварки электродами того же химического состава, что и основной металл.
В способе ковку сварного соединения осуществляют путем его обжатия в бойках пресса.
При использовании кузнечных слитков их предварительную ковку на пластину под прокатку можно осуществлять на прессах меньшей мощности, с одного нагрева протяжкой в плоских бойках.
Прокатка является намного более высокоскоростным процессом, чем ковка на гидравлических прессах, и поэтому изготовление плиты для обечайки на стане будет произведено с одного нагрева и в течение нескольких минут. При этом волокно в плите после прокатки будет ориентировано в продольном направлении, что позволит в готовой обечайке иметь максимальный уровень свойств в тангенциальном направлении, в соответствии с требованиями ТУ.
Гибка плиты в обечайку на холодно в вальцах также является высокоскоростным процессом. А электрошлаковая сварка - наиболее производительным процессом сварки изделий большой толщины.
Ковка сварного соединения со степенью не менее 50% необходима для выравнивания механических свойств и структуры, а также заварки возможных рыхлот и трещин в объеме всего соединения.
На эскизах представлены основные этапы изготовления обечайки реактора:
фиг.1 - ковка слитка на пластину;
фиг.2 - прокатка пластины на плиту заданных размеров;
фиг.3 - гибка плиты в обечайку и ее электрошлаковая сварка.
Способ осуществляют следующим образом.
Слиток в горячем состоянии передают в кузнечно-прессовый цех в нагревательную печь и нагревают до максимальной температуры ковки. После чего подают к прессу на ковку. Сначала из прибыли слитка куют цапфу и производят протяжку тела слитка на пластину толщиной t0, шириной не менее высоты поковки обечайки Н и длиной L. После разметки осуществляют рубку прибыли и дна слитка (фиг.1). Полученную заготовку передают в пролет прокатного стана на подогрев в печи.
После нагрева производят прокатку пластины на плиту толщиной, равной толщине поковки стенки t обечайки и длиной не менее πDср., где Dcp. - средний диаметр поковки обечайки (фиг.2). После чего производят отжиг готовой плиты для максимального снижения прочностных и соответственно повышения пластических характеристик стали.
Отожженную плиту после разметки и механической обработки торцов передают на гибочные вальцы и производят гибку плиты на холодно в обечайку с зазором под электрошлаковую сварку. Полученную обечайку подают на участок электрошлаковой сварки и после установки планок и пластинчатого электрода, изготовленного из металла плиты, производят электрошлаковую сварку обечайки, а после сварки осуществляют отжиг сварного соединения и удаление направляющих планок (фиг.3).
Затем сваренную обечайку передают в кузнечно-прессовый цех, нагревают в печи до температуры рекристаллизации перегретого (после сварки) аустенита (1050-1100°С), подают на бойки пресса и производят обжим сварного соединения с обжатием не менее 50%. После чего на прессе производят правку обечайки на окончательные размеры поковки и отправляют в термический цех на предварительную термическую обработку.
В качестве примера изготовления выбран процесс изготовления обечайки зоны патрубков реактора ВВЭР-1000 из стали 15Х2НМФА-А.
Готовая обечайка с пробой имеет следующие размеры: диаметр наружный - 4750 мм, внутренний - 3720 мм и высота 2700 мм. Масса поковки 151 т.
Исходя из выхода годного 0,74, находим массу слитка 205 т. На ОАО «Энергомашспецсталь» в сталеплавильном цехе отливали слиток массой 205 т и на горячо (с температурой по поверхности 750°С) предали в кузнечно-прессовый цех в газовую нагревательную печь на нагрев. После нагрева до температуры 1220°С слиток подали на плоские бойки пресса 50 МН. Затем отковали цапфу из прибыли слитка, отрубили излишек и, захватив слиток за цапфу, отковали пластину толщиной 1000 мм, шириной 2700 мм и длиной 7500 мм. Отрубили излишки с прибыли и дна слитка. Из излишков отковали заготовки для электродов под электрошлаковую сварку. Пластину передали на термическую обработку - отжиг.
Полученную пластину транспортировали на стан-5000 «Северстали» (Колпино). Пластину нагрели в газовой нагревательной печи до температуры 1220°С и передали на стан. За 10 проходов провели прокатку пластины на плиту толщиной 520 мм и длиной 14400 мм. После прокатки плиту передали в термическое отделение на отжиг, а затем транспортировали на ОАО «Волгограднефтемаш».
На ОАО «Волгограднефтемаш» провели разметку плиты, механическую обработку торцов под сварку. После чего произвели гибку плиты на обечайку в вальцах, а из заготовок, полученных из ОАО «Энергомашспецсталь», отковали поковки для направляющих планок и электродов. Затем обечайку передали на участок электрошлаковой сварки.
Обечайку установили на стенд, приварили направляющие планки, закрепили электроды и медные боковые охлаждающие планки и провели сварку обечайки с местным подогревом. После окончания сварки обечайку немедленно передали в печь на отжиг. При этом ширина шва составляла не менее двух толщин стенки обечайки. После отжига провели отрезку направляющих планок и зачистку сварного шва. Сваренную обечайку транспортировали на ОАО «Баррикады» (г.Волгоград) на участок ковочного пресса 80 МН, где обечайку нагрели в печи до температуры 1070°С, установили на оправку с козлами и верхним плоским бойком, провели обжим сварного соединения на прессе с деформацией 50%. Затем с этого же нагрева на столе пресса провели правку обечайки на окончательные размеры поковки.
По данному способу возможно и изготовление обечаек парогенератора для АЭС.
Исследования автора и других показывают, что по такой технологии достигается равномерность свойств сварного соединения и основного металла (см. Пименов Г.А., Тихомиров Н.В., Онищенко А.К. Изготовление крупных поковок ответственного назначения в сварно-кованом исполнении. / Кузнечно-штамповочное производство. - 1973. - №7. - С.1-4, Тихомиров Н.В., Онищенко А.К. и др. Исследование технологии изготовления валов в сварно-кованом исполнении. / Кузнечно-штамповочное производство. - 1973.- №11. - С.1-4, Онищенко А.К. Тихомиров Н.В. и др. Изготовление и исследование поковки натурного макета ротора генератора большой мощности. / Кузнечно-штамповочное производство. - 1976. - №1. - С.43-44). В сварно-кованом исполнении в 80-х годах прошлого века изготовлено не менее 5 заготовок роторов генераторов В-1000 для АЭС, работающих до настоящего времени на станциях бывшего СССР.
Применение предлагаемого способа изготовления обечаек позволит ликвидировать монополию ООО «ОМЗ-СПЕЦСТАЛЬ» - ОАО «Ижорские заводы» на территории России, обеспечит дополнительную загрузку имеющихся резервов мощности по всему металлургическому циклу (особенно уникальный стан-5000) и позволит на предприятиях России изготовлять дополнительные корпуса реакторов и парогенераторов.
В перспективе на «Северстали» возможно создание машины непрерывного литья заготовок (МНЛЗ) для отливки слитков под прокатку на стане-5000 и отказ от использования кузнечных слитков и их предварительной ковки на пластину. Одновременно в пролете стана-5000 возможна установка мощных гибочных вальцов и организация участка электрошлаковой сварки. То есть создание специализированной линии по производству толстостенных обечаек на «Северстали».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2010 |
|
RU2449852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДНИЩА (КРЫШКИ) РЕАКТОРА ИЗ СЛИТКА | 2009 |
|
RU2412777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2024 |
|
RU2839977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ДИСКА ИЗ СЛИТКА | 2009 |
|
RU2397038C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| СПОСОБ ПРОТИВОФЛОКЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОКОВКИ ИЗ СТАЛИ | 2009 |
|
RU2384629C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2380189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2380209C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в нефтехимическом и энергетическом машиностроении при изготовлении обечаек реакторов и парогенераторов. Способ включает отливку слитка и его горячую механическую обработку. Осуществляют ковку слитка на пластину. Затем прокатку пластины на плиту шириной не менее высоты и длиной не менее длины окружности поковки обечайки. Производят гибку плиты в обечайку и сварку ее концов по торцам. Затем осуществляют ковку нагретого сварного соединения со степенью деформации не менее 50%. В результате обеспечивается расширение номенклатуры обечаек и снижение трудоемкости. 3 з.п. ф-лы, 3 ил.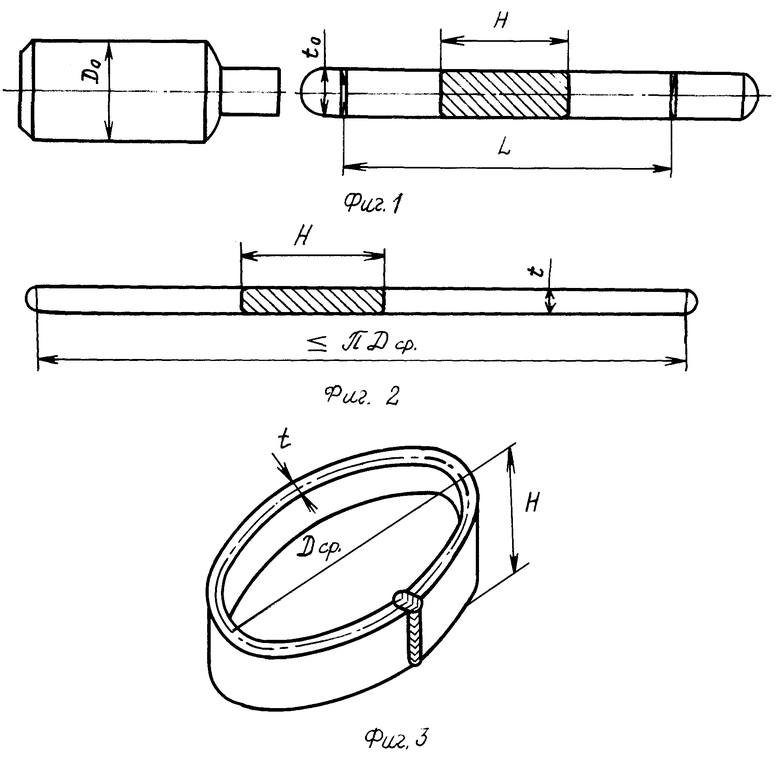
1. Способ изготовления обечайки реактора, включающий отливку слитка и его горячую механическую обработку, отличающийся тем, что горячую механическую обработку слитка осуществляют путем его ковки на пластину и прокатки пластины на плиту шириной не менее высоты и длиной не менее длины окружности поковки обечайки, затем осуществляют гибку плиты в обечайку и сварку ее концов по торцам, после чего осуществляют ковку нагретого сварного соединения со степенью деформации не менее 50%.
2. Способ по п.1, отличающийся тем, что осуществляют холодную гибку плиты в обечайку.
3. Способ по п.1, отличающийся тем, что сварку концов обечайки осуществляют методом электрошлаковой сварки электродами того же химического состава, что и основной металл.
4. Способ по п.1, отличающийся тем, что ковку сварного соединения осуществляют путем его обжатия в бойках пресса.
| Способ изготовления обечаек с выступами на наружной поверхности | 1980 |
|
SU863136A1 |
| Способ изготовления обечаек | 1986 |
|
SU1326365A1 |
| RU 2003131251 A, 20.04.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК ИЗ МЕТАЛЛИЧЕСКОГО ЛИСТА | 2006 |
|
RU2336965C2 |
| СПОСОБ ИДЕНТИФИКАЦИИ ИСТОЧНИКА КОЛЛЕКЦИИ КРИСТАЛЛОВ АЛМАЗА | 2009 |
|
RU2413931C1 |

