Изобретение относится к обработке металлов давлением, а именно к ковке крупногабаритных изделий и может быть использовано в кузнечно-прессовом производстве металлургической и машиностроительной отраслях промышленности. Известен способ изготовления крупногабаритных изделий, включающий сварку, преимущественно электрошлаковую, по меньшей мере двух заготовок и последующую свободную ковку сварной заготовки путем обжатий зоны сварки По периметру 1. Известный способ обладает существенным недостатком, так как отсутствует деформация в приконтактных периферийных участках, зоны затрудненной деформации сварочного шва и околошовной зоны, и следовательно в них не только не достигается интенсивное дробление литой структуры и улучшение качества металла, но и возникают в плоскости сварки растягивающие напряГжения, которые не способствуют завариванию дефектов сварки и усугубляют влияние этих дефектов на качество металла изделия. Цель изобретения - повышение качества получаемых крупногабаритных изделий. Поставленная цель достигается тем, что согласно способу изготовления крупногабаритных изделий, включающем сварку, преимущественно электрошлаковую, по меньшей мере двух заготовок и последующую свободную ковку сварной заготовки путем обжатий зоны сварки по периметру ковку начинают, располагая плоскость симметрии сварного шва от оси бойка на расстоянии, равном 0,2-0,5 его ширины. Расположение сварного шва при обжатии на расстоянии равном 0,2-0,5 ширины бойка от оси бойка, обусловлено следующими соображениями. В зависимости от протяженности плоскости контакта бойка с заготовкой, величины деформации, параметров обжимаемого сечения заготовки, зона затрудненной деформации, имеющая форму неправильного конуса с осью, проходящей через ось симметрии плоскости, контакта бойка с заготовкой, и примыкающая тупым концом к плоскости контакта заготовки с бойком, имеет размеры: высота зоны затрудненной деформации составляет от 0,15 высоты заготовки при обжатиях свыше 25% до 0,3 при обжатиях ниже W/o высоты заготовки; протяженность зоны затрудненной деформации по оси сваренной заготовки соответственно от 0,4 до 1,0 щирины бойка. Таким образом, при смещении плоскости симметрии сварного щва на расстоянии 0,2-0,5 ширины бойка от плоскости симметрии бойка, сварной шов не попадает в область затрудненной деформации. Такое расположение сварного шва обеспечивает полную проработку зоны соединения по всему сечению заготовки при схеме напряженного состояния сжатия в осевом направлении, что способствует заварке дефектов и проработке литой структуры шва и околошовной зоны. На чертеже изображена схема обжатия сваренного блока при смещении относительно друг друга плоскостей симметрии сварного шва и бойка. Заготовки 1 и 2 подвергают сварке с получением сварного шва 3. После образования сварного блока последний подвергают обжатию бойками 4 и 5 со смещением плоскости симметрии сварного шва относительно оси бойков. В качестве примера конкретного выполнения способа представлено изготовление ступенчатого вала длиной 12500 мм с диаметром по бочке 2250 мм и длиной бочки 5000 мм. Согласно данному способу после изготовления заготовок под сварку,. например прямоугольного сечения 2800x3000 мм, и их электрошлаковой сварки осуществляют ковку сваренных заготовок до диаметра 2250 мм плоским бойком, причем плоскость симметрии сварного шва располагают на расстоянии 300 мм от оси бойка. Использование данного изобретения по сравнению с прототипом обеспечивает получение следуюших преимуществ: обеспечивается заваривание дефектов за счет создания в зоне сварки схемы сжатия в осевом направлении, достигается интенсивная проработка литой структуры по всему объему зоны сварки, обеспечивается высокий однородный уровень физико-механических свойств по всему объему зоны сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварно-кованых изделий | 1983 |
|
SU1196087A1 |
| Способ получения ковано-сварных изделий | 1981 |
|
SU978996A1 |
| Способ изготовления плоских плит | 1990 |
|
SU1770016A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНЫХ ПОКОВОК | 1972 |
|
SU350555A1 |
| Способ производства крупных поковок | 1972 |
|
SU499019A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЙКИ РЕАКТОРА | 2008 |
|
RU2392086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| Способ ковки трудноформируемых металлов и сплавов | 1974 |
|
SU569361A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2025240C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, включающий сварку, преимущественно электрошлаковую, по меньшей мере двух заготовок и последующую свободную ковку сварной заготовки путем обжатий зоны сварки по периметру, отличающийся тем, что, с ц1елью повышения качества получаемых крупногабаритных изделий, ковку начинают, располагая плоскость симметрии сварного шва от оси бойка на расстоянии, равном 0,2-0,5 его ширины. (Л 00 to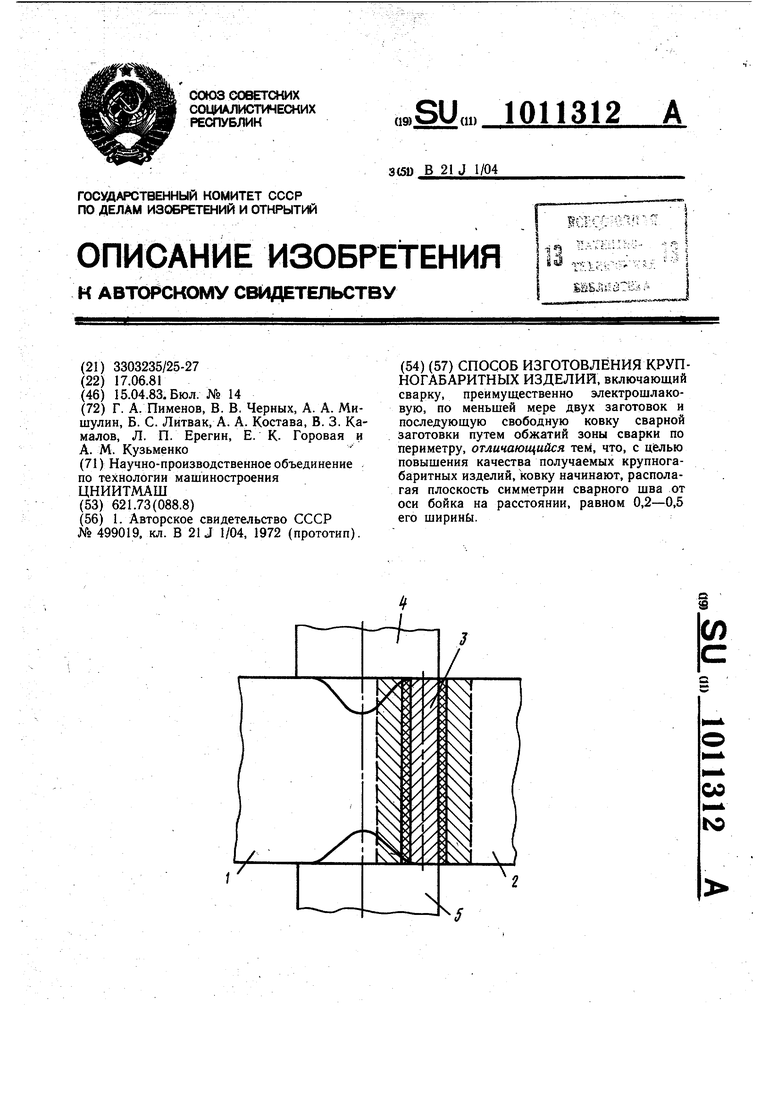
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ производства крупных поковок | 1972 |
|
SU499019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,-, , - --- 5 Ш&л51й В; ДI I 1ИИ11ВГ irr-ii - - ляагумКЛЯяУ | |||
