1
Изобретение относится к металлургии, в частности к непрерывному литью металлов.
Известна система контроля вторичного охлаждения непрерывнолитого слитка по температуре его поверхности 1 J.
Эта система регулирования снабжена обратной связью по расходу воды и позволяет при засорении форсунок восстанавливать заданный расход воды на секцию вторичного охлаждения. При этом повышается расход воды на каждую незасо- ренную форсунку, что вызывает большую неравномерность охлаждения слитка, чем до восстановления заданного расхода. Продолжение процесса литья на постоянной скорости приводит к раздутию корочки на участке засорения форсунки и, как следствие, возникновению трещин и прорыву жидкого металла. При работе форсунок в режиме, близком к предельному давлению воды в системе вторичного .охлаждения, увеличение расхода на секцию не может быть скомпенсировано отсутствием избыточногс давления воды в системе. В этом случае режим охлаждения в секции соответствует более низкой скорости литья, а при сохранении скорости литья постоянной - замедлению роста корочки, вторичному повышению ее температуры и, как следствие, возникновению в литом металле внутренних дефектов.
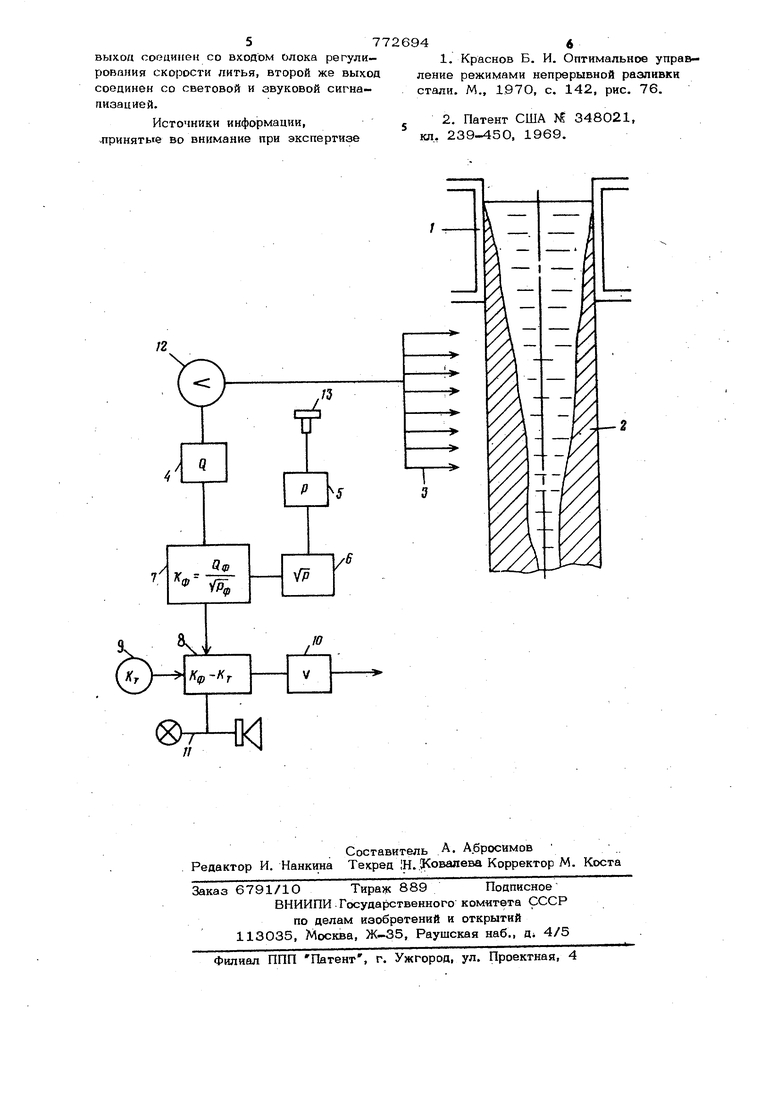
Известна система контроля охлаждения непрерывнолитого слитка, поддерживающая заданный расход охладителя по секциям зоны вторичного охлаждения в зависимости от скорости литья L JНедостаток известной системы регулирования и поддержания заданного расхода воды от скорости литья заключается в том, что контроль работы системы втоаичного охлаждения производится расходомерами воды, установленными на каждой секции вторичного охлаждения.При засорении части форсунок и уменьшении расхода происходит некоторое увеличение давления воды перед форсунками, за счет которого частично компенсируется первоначальное уменьшение расхода. Это затрудняет практический контроль работы системы вторичного охлаждения и своевременную корректировку скорости литья при засорении части форсунок секции вто ричного охлаждения. Несоответствие скорости литья режиму охлаждения при засорении части форсунок приводит к ухудшению качества литого металла и повышает вероятность прорыва. Цель изобретения - улучшение качест ва литого металла путем оперативного управления процессом непрерывного литья в зависимости от работы форсунок в каждой секции вторичного охлаждения слитка. Указанная цель достигается тем, что каждая секция вторичного охлаждения слитка машины непрерывного литья заготовок дополнительно оборудуется устройством для контроля охлаждения непрерывнолитого слитка, включающие приборы,для. измерения расхода G и давления воды Р перед каждой секцией, блок определения фактического коэффициента расхода блок сравнения этого коэффициента с расчетным, выход которого соединен с приводом тянущих клетей. Схема устройства для контроля охлаждения непрерывнопитого слитка показана на чертеже . Устройством целесообразно оборудоват первые расположенные под кристаллизатором 1 секции зоны вторичного охлаж:де- НИН слитка 2. Оно состоит из форсунок 3 объединенных коллектором, приборов 4 для измерения расхода и давления 5 воды, блока 6 вычисления квадратного корня из значений давления, блока 7 вычисления фактического коэффициента расхода, блока 8 сравнения требуемого и фактичес кого коэффициентов расхода, задатчика 9 требуемого коэффициента расхода, блока 1О регулирования скорости литья звуковой и световой сигнализации 11, а также дифманометра 12, входящего в комплект измерения расхода и электроконтактного манометра 13, Устройство работает следующим обра- зом. При nepBONi режиме, когда скорость разливки,сравнительно мала и при засорении одной форсунки происходит перераспре деление расхода воды в коллекторе, изме ритель 4 показывает прежний расход воды а измеритель 5 давления зафиксирует повышенное значение, которое поступает через блок 6 в блок 7 вычисления фактического коэффициента расхода и, как след ствие, ча блока 8 образуется разность. 7 4 видетельствующая о неисправности форуночного охлаждения. Подается звуковой световой сигнал, а также уменьшается корость литья. При втором режиме на больших скоростях разливки и при засорении одной из форсунок в коллекторе измеритель 4 расхода показывает уменьшенную величину сигнала, подаваемого в блок 7 вычисления фактического коэффициента расхода, а измеритель 5 давления с помощью : электроконтактного манометра 13 показывает увеличенную величину сигнала . давления, подаваемого через блок 6 также в блок 7. В результате блок 7 выдает уменьшенный сигнал фактического коэффициента расхода на блок 8 сравнения, по сигналу которого срабатывает звуковая и световая сигнализация 11 засорения форсунки и одновременно через блок 10 производится снижение скорости литья до пределов, обеспечивающих получение качественного слитка на аварийном режиме работы системы вторичного охлаждения МНЛЗ. Устройство для контроля охлаждения непрерывнолитого слитка позволяет повысить качество литого металла, особенно при разливке трубных и специальных марок сталей, склонных к трещинообразованию при резком изменении температурного режима корочки слитка. Формула изобретения Устройство для контроля охлаждения непрерывнолитого слитка, содержащее приборы контроля расхода и давления воды, блока вычисления квадратного корня из значения давления, блока регулирования скорости литья, звуковой и световой сигнализации, отличающ в ее я тем, что, с целью повышения качества литого металла и предотвращения прорывов корочки из-чза отсутствия охлаждения на участках засорения форсунок, оно дополнительно содержит блок непрерывного определения коэффициента расхода воды через секцию, блок сравнения этого коэффициента с расчетным и задатчика расчетного .коэффициента, причем первый вход блока непрерыв- нолО определения коэффициента- расхода воды соединен с выходом расходомера, второй вход-с выходом измерителя давления, а выход блока соединен с первым входом блока сравнения, второй вход которого соединен с выходом задатчгика, а первый 577 выкоа соглш.шн со входом олока регулирования скорости литья, второй же выход соединен со световой и звуковой сигнапизацией. Источники информации, .принятые Во внимание при экспертизе 44 1. Краснов Б. И. Оптимальное управление режимами непрерывной раэливкн стали. М., 1.97О, с. 142, рис, 76. 2. Патент США Ms 348021, кл, 239-450, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1990 |
|
SU1729688A1 |
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ | 2014 |
|
RU2569620C2 |
| Устройство автоматического регулирования вторичного охлаждения слитка на машине непрерывного литья металла | 1979 |
|
SU937106A1 |
| Зона вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1046008A1 |
| Устройство для регулирования режима охлаждения непрерывнолитого слитка | 1980 |
|
SU933218A1 |
| СПОСОБ ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1992 |
|
RU2043843C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
