Изобретение относится к металлургии, а именно к непрерывной разливке металлов, и может быть использовано в автомати- зированных системах управления технологическим процессом машин непрерывного литья заготовок (МНЛ 3).
Наиболее близким к предлагаемому является устройство, реализующее способ ав- томатического контроля работы форсуночного охлаждения машины непрерывного литья заготовок, содержащее датчик давления охладителя, блок сигнализ ации для каждой секции зоны охлаждения, расходомер, блок сравнения, а: также дополнительный блок сравнения и для каждой секции зоны охлаждения -дат.чик и задатчик положения регулирующего клапана, схему И, причем выход расходомера каждой секции подсоединен к входу за- датчика положения соответствующего регулирующего клапана, выход которого соединен с первым входом соответствующего блока сравнения, второй вход которого соединен с выходом датчика положения регулирующего клапана, выход блока сравнения соединен с первым входом схемы И, вторые входы всех схем И соединены с выходом дополнительного блока сравнения, входы которого соединены с датчиком и задатчи- ком давления, выход каждой схемы И подсоединен к входу блока памяти, выход которого соединен с блоком сигнализации.
ю о о
00 00
причем датчик давления установлен в трубопроводе общего подвода охладителя к зоне охлаждения.
Недостатком известного устройства является то, что оно не позволяет определить засоренность форсунок в системах водовоз- душного охлаждения из-за того, что воздух вносит дополнительное сопротивление в системе при смешивании его с водой в непосредственной близости от форсунок. При этом для того, чтобы обеспечить заданный расход воды через форсунки необходимо дополнительно создавать напор воды в системе за счет открытия клапана для преодоления этого сопротивления. Без учета этого дополнительного сопротивления,создаваемого воздухом и зависящего от его давления, контролировать засоренность форсунок в водовоздушных системах нельзя, так как в этом случае система будет фиксировать засоренность форсунок (т.е. дополнительное сопротивление), когда на самом деле форсунки не засорены.
Цель изобретения - повышение достоверности контроля и надежности работы устройства водовоздушного охлаждения машины непрерывного литья заготовок.
Поставленная цель достигается тем, что устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок, содержащее для каждой секции зоны охлаждения регулирующий клапан расхода воды, датчик положения регулирующего клапана, расходомер, задатчик положения регулирующего клапана, блок сравнения и блок сигнализации, дополнительно содержит датчик давления воздуха, задатчик давления воздуха и для каждой секции зоны охлаждения умножитель, причем выход расходомера воды каждой секции подсоединен к входу задатчика положения соответствующего регулирующего клапана, выход которого соединен с первым входом соответствующего умножителя, а датчик давления воздуха подсоединен к входу задатчика давления, выход которого подсоединен к второму входу соответствующего умножителя, выход которого подсоединен к первому входу соответствующего блока сравнения, второй вход которого соединен с выходом датчика положения регулирующего клапана, а выход блока сравнения каждой секции зоны охлаждения соединен с соответствующим входом блока сигнализации.
В результате применения предлагаемого устройства повышается качество литого металла благодаря улучшению его макро- стурктуры за счет стабилизации теплового
режима в зоне охлаждения , в результате применения водовоздушного охлаждения.
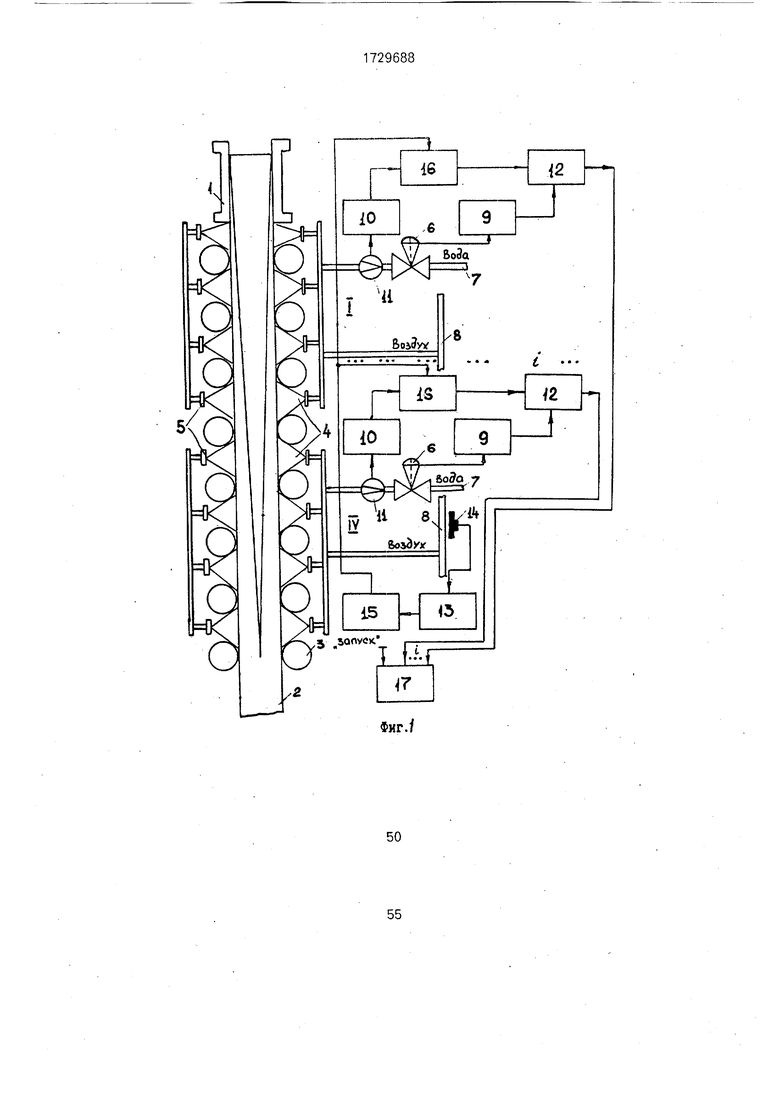
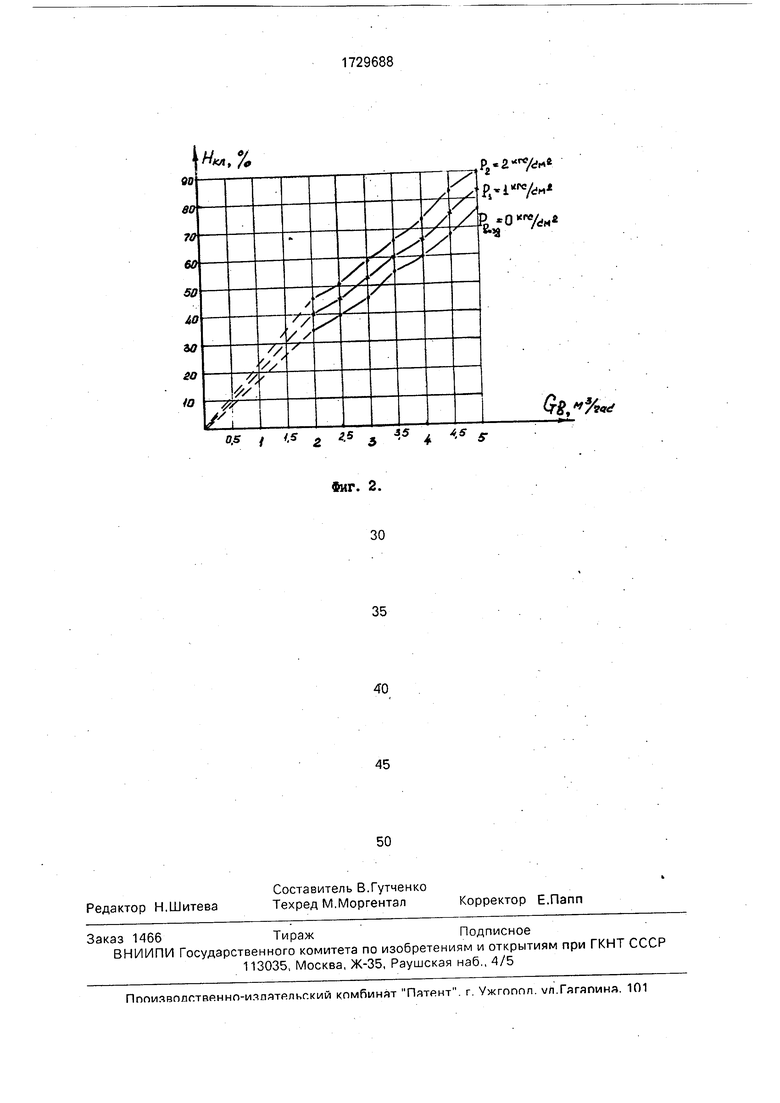
На фиг. 1 изображена блок-схема устройства автоматического контроля работы
форсуночного водовоздушного охлаждения машины непрерывного литья заготовок; на фиг. 2 - график изменения положения регулирующего клапана в зависимости от расхода воды и давления воздуха, построенный
0 на основании экспериментальных данных на НЛМК.
Предлагаемое устройство автоматического контроля работы форсуночного водовоздушного охлаждения МНЛЗ содержит,
5 например, четыре секции охлаждения (I-IV). Лг кристаллизатора 1 слиток 2 попадает в зону охлаждения, где поддерживается и направляется при помощи роликов 3 и охлаждается охладительной смесью 4,
0 распыляемой из форсунок 5. Охладительная смесь поступает к форсункам через регулирующий клапан 6, расположенный на магистрали 7 общего подвода воды, и через магистраль 8 общего подвода воздуха к зоне
5 охлаждения.
На фиг. 1, кроме тогогизображены датчик 9 и задатчик 10 положения регулирующего клапана, расходомер 11, блок 12 сравнения, датчик 13 давления воздуха, в
0 комплект которого входит электроконтактный манометр 14, задатчик 15 давления воздуха, умножитель 16 и блок 17 сигнализации.
Устройство работает следующим обра5 зом.
В процессе непрерывной разливки расходомером 11 (датчик типа ДМ в паре с диафрагмой и вторичным прибором) осуществляется измерение расхода воды в секции
0 зоны охлаждения. Сигнал, пропорциональный расходу воды, поступает на вход моторного задатчика 10 положения регулирующего клапана. В простейшем случае расходная характеристика регулирую5 щего клапана описывается линейной зависимостью вида
НклГ-kl СвОД, (1),
где Нкл;- номинальная величина открытия регулирующего клапана в i-ой секции, %;
0 ki коэффициент пропорциональности, зависящий от конструкции регулирующего органа, k 10-20% ч/м;
Свод,1 - расход воды через i-ую секцию, м/ч.
5 Данная зависимость характеризует нормальные условия работы регулирующего клапана без засорения форсунок в секции и при стабилизированном входном давле- нии воды на зону охлаждения. Отклонение положения регулирующего клапана от этого
значения в большую сторону свидетельствует о засорении форсунок в секции, причем, чем больше величина отклонения, тем больше процент засорившихся форсунок в секции.
Расход водовоздушной смеси 4 в секции зоны охлаждения может изменяться при помощи регулирующего органа,содержащего регулирующий клапан 6, который может быть с электрическим или пневматическим приводом.
При открытии регулирующего клапана 6 датчик 9 положения клапана, например, индукционного типа вырабатывает сигнал, пропорциональный измеренной величине открытия клапана, в это же время задатчик 10 вырабатывает сигнал НКл,-, пропорциональный заданной величине открытия клапана, Заданная величина устанавливается в зависимости от измеренной величины расхода воды СводКсогласно расходной характеристики клапана (1)) с коэффициентом пропорциональности, равным 1,03-1,05 ki, т.е. на 3-5% выше номинальной величины Но,.
Выход задатчика 10 соединен с первым входом умножителя 16, на второй вход которого поступает сигнал ksosA с задатчика 15 давления воздуха, пропорциональный давлению воздуха Рвозд. измеренное датчиком 13с помощью электроконтактного манометра 14, т.е.
Квозд дРвозд).
Выход умножителя 16 соединен с первым входом блока 12 сравнения, на второй вход которого поступает сигнал с датчика 9 положения регулирующего клапана 6. При нормальной работе форсунок сигнал с датчика 9, пропорциональный измеренной величине открытия клапана, не превышает сигнал Нкл{ Ьвозд НКл;с умножителя 16 и блок 12 сравнения выдаст сигнал, равный О, который поступает на соответствующий данной секции охлаждения вход блока 17 сигнализации. При засорении форсунок в секции регулирующий клапан автоматически будет открываться для обеспечения заданного расхода водовоздушной смеси, при этом сигнал с датчика 9 будет увеличиваться пропорционально открытию регулирующего клапана и при превышении им сигнала с
умножителя 16 блок 12 сравнения выдаст сигнал, равный 1, который включит световую и звуковую сигнализацию на соответствующем данной секции канале блока 17.
Обнуление блока 17 может осуществляться автоматически при начале (окончании) разливки, т.е. при включении (отключении) привода качания кристаллизатора 1 или вручную оператором МНЛЗ при включении
устройства с помощью кнопки Запуск.
Реализация устройства может быть осуществлена на стандартной аппаратуре, например, серии АКЭСР.
Устройство предусматривает автоматический контроль работы форсуночного водо- воздушного охлаждения с целью обеспечения стабильности процесса литья, повышения качества литого металла и предотвращения прорывов корочки слитка.
Формула изобретения
Устройство автоматического контроля работы системы форсуночного водовоздуш- ного охлаждения .машины непрерывного литья заготовок, содержащее для каждой
секции зоны охлаждения; регулирующий клапан расхода воды, датчик положения регулирующего клапана, расходомер, задатчик положения регулирующего клапана, блок сравнения и блок сигнализации, о тличающееся тем, что, с целью повышения достоверности контроля и надежности работы устройства, оно дополнительно содержит датчик давления воздуха, задатчик давления воздуха и для каждой секции охлаждения умножитель, причем выход расходомера воды каждой секции подсоединен к входу задатчика положения соответствующего регулирующего клапана, выход которого соединен с первым входом
соответствующего умножителя, а датчик давления воздуха подсоединен к входу задатчика давления, выход которого подсоединен к второму входу соответствующего умножителя, выход которого подсоединен к
первому входу соответствующего блока сравнения, второй вход которого соединен с выходом датчика положения регулирующего клапана, а выход блока сравнения каждой секции зоны охлаждения соединен с
соответствующим входом блока сигнализации.
OS
/ Z 2-S 5 5 4 -S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического контроля работы системы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок | 1989 |
|
SU1710184A1 |
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
| Устройство для контроля охлаждения непрерывнолитого слитка | 1979 |
|
SU772694A1 |
| Способ автоматического управления охладителем в машине непрерывного литья заготовок и устройство для его осуществления | 1983 |
|
SU1250387A1 |
| Устройство автоматического управления расходом воды в зоне вторичного охлаждения в установке непрерывной разливки металла | 1984 |
|
SU1166889A1 |
| АВТОМАТИЧЕСКАЯ СИСТЕМА ПНЕВМОГИДРООРОШЕНИЯ И ИНГИБИРОВАНИЯ ВЗРЫВООПАСНОЙ МЕТАНОВОЗДУШНОЙ СМЕСИ (ВАРИАНТЫ) | 2013 |
|
RU2539194C1 |
| СПОСОБ ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1992 |
|
RU2043843C1 |
| Способ термообработки железнодорожных колес и устройство дифференцированного охлаждения железнодорожных колес для осуществления способа | 2024 |
|
RU2832041C1 |
| Способ контроля работы форсунок зоны охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1986 |
|
SU1365493A1 |
| Устройство для автоматического управления тепловым режимом слитка в зоне вторичного охлаждения машины непрерывного литья заготовок | 1984 |
|
SU1186373A1 |
Изобретение относится к металлургии, точнее к непрерывному литью заготовок, и предназначено для автоматического контроля работы форсуночного водовоздушного охлаждения машины непрерывного литья заготовок. Цель - повышение достоверности контроля и надежности работы устройства. Изобретение позволяет осуществлять автоматический контроль работы форсуночного водовоздушного охлаждения, что обеспечивает стабильность процесса литья, повышение качества литого .металла и предотвращение прорывов корочки слитка. При засорении форсунок в секции регулирующий клапан автоматически будет открываться для обеспечения заданного расхода водовоздушной смеси, при этом сигнал с датчика будет увеличиваться пропорционально открытию регулирующего клапана и при превышении им сигнала с умножителя блок сравнения выдаст сигнал на включение световой и звуковой сигнализаций; 2 ил. сл с
Фиг. 2.
| Способ автоматического контроля работы системы форсуночного охлаждения машины непрерывного литья заготовок и устройство для его осуществления | 1985 |
|
SU1296288A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
