Изобретение относится к абразивной обработке и может быть использовано при шлифовании и полировании оптических деталей с асферическими поверхностями второго и высших порядков высокой точности для оптико-механических и оптико-электронных приборов.
Известно устройство, содержащее шпиндель изделия, шпиндель инструмента с упругим кольцевым инструментом, установленным на нем с возможностью деформирования в осевом направлении с помощью механизма регулирования зонального давления инструмента на изделие, включающего узлы нажимных роликов, связанных с втулками, расположенными на шпинделе инструмента с возможностью установочного поворота. Механизм регулирования зонального давления инструмента на изделие позволяет не только производить настройку устройства для предварительной обработки асферической поверхности, начиная от исходной сферы, но и корректировать съем в отдельных зонах в процессе доводочной, окончательной обработки. Это выполняется путем перенастройки как положения консолей, несущих узлы нажимных роликов, так и изменением давления в сильфонах, входящих в указанные узлы и определяющих нагрузку на ролики.
При расчете количества консолей, их положения относительно обрабатываемой поверхности и давления на ролики принимают во внимание закон изменения припуска на обработку, определяемый относительным расположением заданной асферической поверхности второго или высшего порядков и исходной сферической поверхностью заготовки. Эпюра давления инструмента на изделие, которая может быть точно обеспечена в точках контакта роликов с инструментом, между двумя соседними роликами определяется только изгибом плоскопараллельного кольцевого инструмента и в общем случае может не совпадать с кривой, рассчитанной в соответствии с законом изменения припуска, совпадая с ней в отдельных частных случаях обработки асферических поверхностей, порядок уравнения которых совпадает с порядком уравнения изогнутой оси кольцевого инструмента. С увеличением количества консолей и роликов точность управления процессом формообразования повышается 1.
Однако размещение больщого числа консолей на ограниченном пространстве внутри кольцевого инструмента ограничивает точность обработки асферических поверхностей, особенно для случае получения деталей средних и малых диаметров (менее 100 мм).
Цель изобретения - повышение точности обработки.
Поставленная цель достигается тем, что устройство для шлифования и полирования асферических поверхностей оптических деталей, содержащее шпиндель изделия, щпиндель инструмента с упругим кольцевым инструментом, установленным на нем с возможностью деформирования в осевом направлении с помощью механизма регулирования зонального давления инструмента на изделие, включающего узлы нажимных роликов, связанных с втулками, установленными на оси инструмента с возможностью поворота, снабжено механизмом синхронного качания нажимных роликов во взаимно противоположных направлениях вокруг оси щпинделя инструмента, выполненным в виде двух конических зубчатых колес, соединенных между собой вспомогательной шестерней, установленных на упомянутых втулках и связанных с узлами нажимных роликов и с введенным в устройство приводом с программным управлением скоростью качания нажимных роликов.
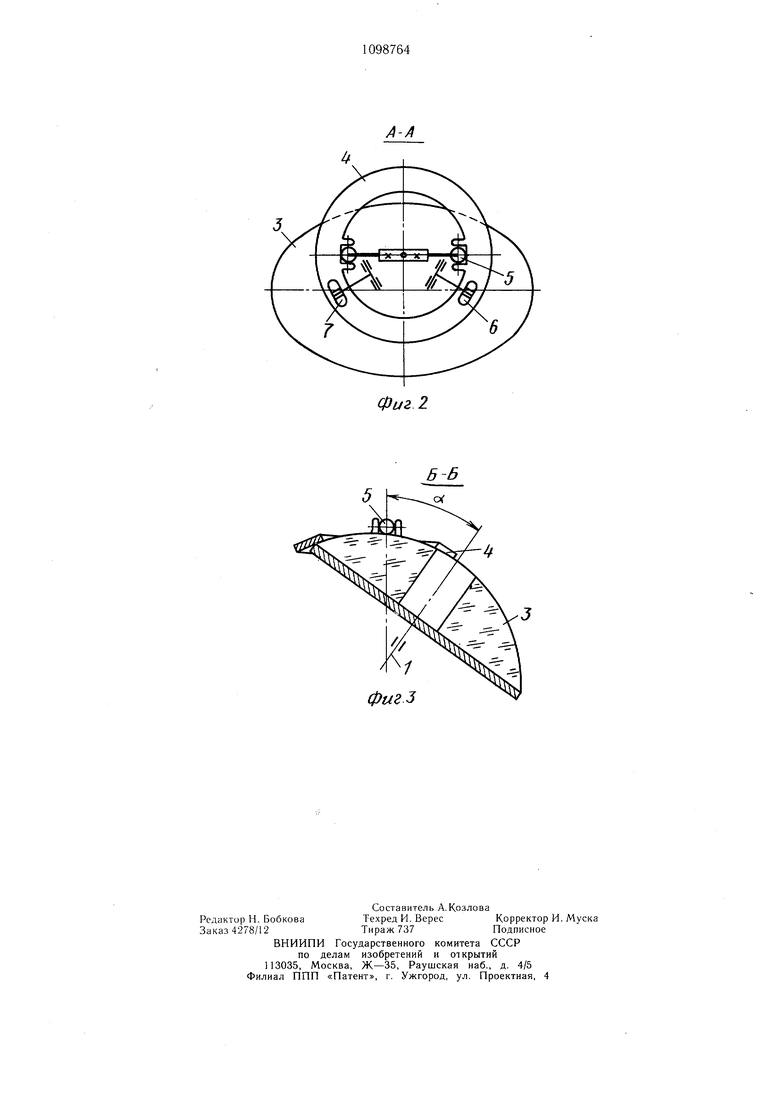
На фиг. 1 схематично изображено предлагаемое устройство; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Шпиндель 1 изделия смонтирован с возможностью его установки под углом о( по отношению к оси щпинделя 2 инструмента. Привод вращения шпинделя 1 не показан. На щпинделе 1 с помощью планщайбы закреплена обрабатываемая деталь 3, с которой находится в контакте упругий кольцевой инструмент 4. Последний кинематически связан со щпинделем 2 посредством щаровых пальцев 5. Эти пальцы 5 закреплены на щпинделе 2 с возможностью установки их на требуемом расстоянии от его оси.
Для деформирования инструмента 4 в. осевом направлении служит механизм регулирования зонального давления инструмента 4 на изделие 3, который содержит узлы нажимных роликов, и механизм синхронного качания их во взаимно противоположных направлениях вокруг оси щпинделя 2 инструмента.
Узлы нажимных роликов включают ролики 6 и 7, контактирующие с нерабочей поверхностью инструмента 4 и смонтированные посредством подшипников на коромыслах 8 и 9. Коромысла 8 и 9 шарнирно связаны с каретками 10 и 11 и сильфонами 12 и 13. Узлы нажимных роликов соединены с механизмом синхронного их качания посредством рычагов 14 и 15 с направляющими для кареток 10 и 11. Другими концами рычаги 14 и 15 закреплены на втулках 16 и 17, смонтированных на шпинделе 2 инструмента соосно как между собой, так и с упомянутым шпинделем с возможностью качания во взаимно противоположных направлениях от реверсируемого привода 18 с программным управлением скоростью качания нажимных роликов посредством червяка 19 и находящегося с ним в зацеплении червячного колеса 20, смонтированного на одном валу с ведущей конической шестерней 21. Последняя находится в зацеплении с двумя ведомыми коническими зубчатыми колесами 22 и 23, закрепленными соответственно на втулках 16 и 17. Шпиндель 2 инструмента связан с приводом вращения инструмента (не показан) с помощью червячного редуктора 24. Рычаги 14 и 15 прикреплены к втулкам 16 и 17 с возможностью настройки их угла наклона по отнощению к оси щпинделя 2 инструмента. Шпиндель 2 инструмента и все узлы, кинематически с ним связанные, смонтированы в корпусе 25, который установлен в направляющих станины 26 станка и снабжен механизм 27 для его перемещения. Устройство работает следующим образом. Шпиндель 1 изделия с обрабатываемой деталью 3 устанавливают по отношению к оси щпинделя 2 инструмента под углом, равным углу ближайшего к асферической поверхности конуса при его основании. На .обрабатываемую поверхность детали 3 устанавливают упругий кольцевой инструмент 4. Опуская корпус 25 посредством механизма 27 по направляющим станины 26, вводят в пазы инструмента 4 щаровые наконечники .пальцев 5, а нажимные ролики 6 и 7 вводят в контакт с нерабочей поверхностью инструмента 4. С помощью сильфонов 12 и 13 создают в зоне обработки необходимое рабочее давление. Перемещением роликов 6 и 7 с помощью кареток 10 и 11 устанавливаютих в начальной зоне обработки согласно расчету. . Упругому кольцевому инструменту 4 сообщают вращательное движение от привода посредством редуктора 24, щпинделя 2 и пальцев 5, а изделию сообщают вращательное движение вместе с его шпинделем от их привода. Роликам 6 и 7 сообщают синхронное качательное движение во взаимно противоположных направлениях вокруг оси щпинделя инструмента от привода 18 с программным управлением скоростью качания нажимных роликов посредством червяка 19, червячного колеса 20, ведомой конической шестерни 21, двух ведущих конических зубчатых колес 22 и 23, втулок 16 и 17, рычагов 14 и 15 и коромысел 8 и 9. В зону обработки подают абразивную суспензию. При полировании на рабочей поверхности инструмента закрепляют полирующий слой. Переменная по зонам скорость качания роликов 6 и 7, а тем самым и различное время воздействия на отдельные зоны изделия 3 переменных рабочих нагрузок, варьируемых в широких пределах благодаря изменению давления в сильфонах 12 и 13 и симметричному расположению роликов 6 и 7, контактирующих в каждый данный момент с одной, общей для них кольцевой зоной обрабатываемой поверхности, задается программным устройством привода 18 согласно расчету, предусматривающего съем припуска, заключенного между заданной асферической поверхностью и фактической поверхностью заготовки, имеющейся накануне каждого сеанса обработки. В первом сеансе обработку производят от исходной сферы, в остальных - от поверхности, определенной в процессе ее контроля. Одновременно управление скоростью качания нажимных роликов 6 и 7 и рабочей нагрузкой на них позволяет уменьшить диапазоны регулирования обоих факторов и светси к минимуму динамические нагрузки на все узлы, участвующие в качательном движении - от роликов 6 и 7 до привода 18. Кроме того, возникает возможность повышения точности формообразования асферических поверхностей за счет применения на заключительных этапах процесса доводки в отдельных зонах изделия наименее интенсивных режимов обработки. Повыщение точности асферизации в предложенном устройстве обеспечивается возможностью реализации во всех зонах обрабатываемой поверхности требуемого в данном сеансе или в данный момент распределения работы по зонам путем дозирования как переменных рабочих нагрузок, так и переменного времени их воздействия на каждую данную зону изделия при помощи привода с программным управлением скоростью качания нажимных роликов, кинематически связанного с втулками, соединенными с узлами нажимных роликов. Симметричное расположение узлов качающихся нажимных роликов благодаря синхронному их движению во взаимно противоположных направлениях вокруг оси щпинделя инструмента обеспечивает устойчивый контакт инструмента с изделием без отрыва его от обрабатываемой поверхности, стабильную и надежную реализацию требуемой эпюры давления в динамических условиях работы нажимных роликов. Предлагаемая конструкция устройства качания двух симметрично расположенных нажимных роликов позволяет уравновесить относительно плоскости симметрии устройства их веса, уменьщить деформации изгиба и скручивания щпинделя и увеличить точность позиционирования, Y.e. фактического расположения нажимных роликов в расчетных зонах обрабатываемой поверхности и тем самым повысить точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки оптических деталей | 1983 |
|
SU1098765A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Способ асферизации оптических поверхностей вращения | 1982 |
|
SU1016139A1 |
| Устройство для получения асферических поверхностей методом распределения работы по зонам | 1976 |
|
SU666052A2 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1976 |
|
SU653092A1 |
| Станок для обработки оптических деталей с асферическими поверхностями | 1975 |
|
SU530781A1 |
| Устройство для обработки оптических поверхностей | 1977 |
|
SU701773A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ АСФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОПТИЧЕСКИХ ДЕТАЛЕЙ, содержащее шпиндель изделия и шпиндель инструмента с ме.ханизмом регулирования давления, выполненным в виде установленных на шпинделе втулок, кинематически связанных с нажимными роликами, предназначенными для деформирования упругого кольцевого инструмента, отличающееся тем, что, с целью повышения точности обработки, устройство снабжено механизмом качания нажимных роликов, выполненным в виде конической передачи, ведомые колеса которой закреплены на втулках, а ведущее кинематически связано с введенным в устройство приводом с программным управлением скоростью качания. (Л со оо о: 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР по заявке № 3426842/25-08, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
