Изобретение относится к абразивной бработке оптических деталей и может ыть использовано для изготовления сферических поверхностей второго и ысших порядков высокой точности.
. 5
Известен способ получения эллипсо идов вращения при помощи гибкого тоического диска, изменякядего свою орму за счет сжатия роликами. Спооб позволяет получать различные злипсоиды вращения, изменяя расстоя- 0 ние между роликами. Достоинством этоо способа является простота инструента 1 .
Недостатком этого способа являетя весьма узкий диапазон получаемых 15 еталей по их уравнениям - только эл липсоиды вращения. Точность обработки здесь невелика из-за нестабильности формы торического резинового инструмента и принципиальной невозмож- 20 ности осуществлять этим способом операцию доводки обрабатываемых поверхностей по их местным ошибкам как кольцевым, так и локальным.
Известно, что качество оптических 25 деталей определяется в основном именно местными ошибками, не поддающимися какой-либо компенсации в процессе сборки оптического прибора.Общие же ошибки,т.а.ошибки фокусных отрезков асферических поверхностей,не столь существенны,так как они компенсируются при сборке оптического прибора в соответствии с; фактически полученными фокусными отрезками. .
Наиболее близким к изобретению по технической сущности является способ, по которому упругий кольцевой инструмент устанавливают на обрабатываемую поверхность с возможностью вращения 40 вокруг оси и регулируемого деформирования в его радиальном направлении роликами в процессе обработки. Этот способ позволяет получать не только эллипсоиды, но и другие поверхности j вращения второго порядка, т.е. параболоиды и гиперболоиды, образующие а своих, плоских сечениях замкнутые кривые второго порядка - эллипсы, форму которых и должен воспроизводить-.. деформируемый инструмент-обруч 2 .
Точность обработки благодаря применению более стабильного (металлического) инструмента здесь несколько выше, чем в предыдущем способе. Однако ряд обстоятельств препятствует 55 достижению высокой точности: во-первых, способ .не позволяет производить операцию доводки об рабатываемых поверхностей по их местным ошибкам, так как управление имеющимися здесь 60 те::нологическими рараметрами режима обработки - скоростью вращения шпинделя и размерами инструмента, контактирующего одновременно со всеми зонами изделия - приводит лишь к 5
коррекции общих ошибок изделия. Для устранения же местных ошибок типа приподнятый край , кольцевой бугор , и др. требуется инструмент, позволяющий оказывать необходимое воздействие именно на зоны, подлежащие обработке, а не на всю поверх- ность в целом; во-вторых сжимаемцй роликами инструмент-обруч принимает форму, среднюю между эллипсом и овалом, т..е. рассматриваться эллиптическим лишь приближенно, что искажает форму получаемых поверхностей; в-третьих, инструмент при обработке не выходит за пределы изделия своей внутренней кромкой, он контактирует с обрабатываемой поверхностью по всей своей длине, и в краевых зонах изделия он работает, следовательно, как сплошной диск, производя здесь большой съем резко уменьшающийся в соседних зонах, контактирующих не со сплошной, а с кольцевой частью инструмента, в результате чего точность детали на этом переходном участке снижается.
Диапазон получаемых поверхностей по их уравнениям остается здесь недостаточно широким; получать поверхности высоких порядков этим плоским инструментом, деформируемым в радиальном направлении, невозможно.
Цель изобретения - повышение точности и расширение диапазона изготавливаемых поверхностей по их. уравнениям.
Цель изобретения достигается тем, НТО согласно способу асферизации сольцевых оптических поверхностей вращения, при котором используют упругий кольцевой плоский инструмент, устанавливают его на обрабатываемую, поверхность с возможностью вращения вокруг своей оси и деформируют в проц€ ссе обработки, внутренний диаметр инструмента выбирают на 5-10% больши ширины обрабатываемой поверхности по одну сторону от ее оси, ширину инст.румента выбирают на 5-10% меньшей Д11$метра центрального отверстия, а деформирование инструмента производят в осевом направлении.
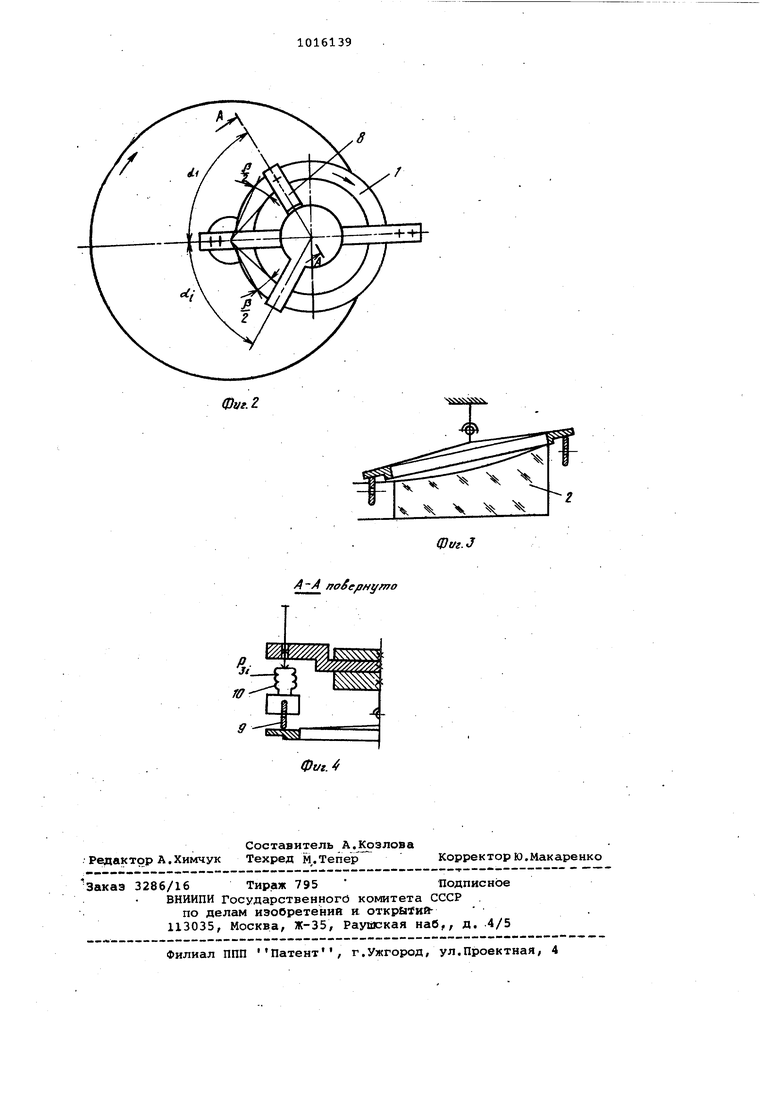
На фиг, 1 приведена одна из возможных, схем, реализующая предлагаемьай способ; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема обработки вогнутых поверхностей; на фиг, 4 разрез А-А на. фиг.. 2.
Упругий кольцевой инструмент 1 установлен на выпуклой или вогнутой обрабатываемой поверхности 2, каждая зона которой имеет свой угол перекрытия |Э соответствующим участком инструмента. Поводок 3 шлифовально.-полировального станка, расположен над серединой обрабатываемого участка поверхности, при этом сферические пальиг инструмента и поводка контактируют друг с другом. На поперечине 4 установлены рычаги 5, несущие очжимньле ролики 6 и сильфоны 7, На поводке 3 под углом еб, к плоскости А-А действия роликов 6. укреплены парные консоли 8 нажимных роликов 9,оси которых связаны с сильфонами 10,давление в последних Рз1, регулируют независимо от давления Rj и Р в сильфонах 7, Обработку асферических поверхностей производят следующим образом. Плоский кольцевой инструмент 1, например, стальной толщиной 2-5 мм с внутренним диаметром на 5-10% большим ширины обрабатываемой поверхности по одну сторону от его оси, и с шириной на 5-10% меньшей диаметра центрально го отверстия изделия, помещают на об рабатываемую поверхность 2 так, чтобы поводок 3 станка, жестко соединен ный с поперечиной 4 инструмента, при ходился на середину обрабатываемой кольцевой зоны изделия. Ось вращения инструмента удержива ют в неизменном положении с помощью шарнирно укрепленных спиц инструмента и сферического центрального пальца поводка 3 станка. Инструмент приводят во вращательное движение вместе с изделием благодаря силам трения между ними с частотой 50-200 об/мин. Деформирова1ние инструмента в осевом направлении производят как отжимными роликами б, передакмцими давление Р и Pj, от скльфонов 7 через рычаг 5 на свисающие части инструмента снизу вверх, так и нажиМными.роликами 9, передающими давление Ро, от сильфонов ДО на верхнюю поверхность вращающего Ья инструмента - сверху вниз. Давления в сильфонах изменяются в диапазо не 1-5 кг/см Углы cL консолей 8 и давления Р , и подбирают с учетом того, чт произведение эпюры дазвления инструмента на скорость изделия относитель но инструмента в каждой зоне должно соответствовать припускам в этих зонах, подлежащим съему. Корректирование ук анных параметров осуществляют по результатам оптических измереНИИ обрабатываемой поверхности как от сеанса к сеансу, так и непосредст венно в процессе обработки благодаря тому, что большая часть обрябатыв,аемой поверхности открыта и свободна от инструмента.. Шлифование производят свободным абразивом. Для полиров ания рабочую поверхность инструмента покрывают просмоленным сукном. Обработку произ водят на оптических станках о верти кальным расположением нижнего шпинделя,, например, станках типа ШП. . Устранение местных и общих ошибок и повышение тем самым точности обработки, а также расширение диапазона обрабатываемых деталей обеспечивают оперативно, изменяя эпюру давления инструмента на изделие путем деформи рования инструмента в осевом направ лении роликами б и 9 с помощью сильфонов 7 и 10, Указанного эффекта достигают только при выполнении внутреннего диаметра инструмента на 5-10% большим ширины обрабатываемой поверх.иости, а ширины его на 5-10% меньшей диаметра центрального отверстия изделия. Объясняется это тем,, что в этом случае имеет место монотонное изменение углов перекрытия р всех зон изделия соответствующими участками инструмента. Если свисанщие части инструмента также находятся в зоне обработки, углы перекрытия ими краевых зон изделия резко возрастают, что неизбежно приводит к большому пересъему стекла в этих зонах изделия. Известно, что устранение ошибок типа заваленный край относится к числу особенно трудоемких операций, практически приходится всю поверхность обра-. батывать заново. Деформирование инструмента в осевом направлении в предлагаемом способе- и связанная с этим возможность реализации практически любой эпюры дав.ления, необходимой в том или вном конкретном случае получения заданной асферической поверхности, помимо повышения точности обработки обеспечивает также и расширение диапазона получаемых поверхностей по их уравнениям, благодаря тому, что об1 аботку поверхностей высоких порядков производят здесь аналогично получению поверхностей второго порядка. Различные по уравненияь4 асферические детали, имеющие близкие размеры (в пределах 5-10%) ширины их рабочей части, можно получать предлаfаемым способом при помощи одного и того же инструмента. Целесообразно снабдить станок стандартным набором инструментов (пополняемым затем в процессе его использования), что позволяет существенно уменьшить время и стоимость подготовки производства. Инструмент по предложенному способу покрывает не всю образующую изделия, а только ее полрвину, что позволяет при прочих равных условиях не только уменьшить габариты инструмента, но и увеличить крутизну получаемых поверхностей.
/
±3фуг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования и полирования асферических поверхностей оптических деталей | 1982 |
|
SU1098764A1 |
| Инструмент для обработки асферических поверхностей | 1983 |
|
SU1103996A1 |
| Станок для доводки асферических повер-ХНОСТЕй ОпТичЕСКиХ дЕТАлЕй | 1979 |
|
SU804382A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |
| Способ формообразования асферических поверхностей крупногабаритных оптических деталей и устройство для его реализации | 2015 |
|
RU2609610C1 |
| Инструмент для формообразования асферических поверхностей вращения второго порядка | 1978 |
|
SU772826A1 |
| Способ обработки асферических поверхностей оптических деталей | 1980 |
|
SU865619A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Устройство для обработки оптических деталей | 1983 |
|
SU1098765A1 |
| Устройство для получения асферических поверхностей методом распределения работы по зонам | 1976 |
|
SU666052A2 |
СПОСОБ АСФЕРИЭАЦЙИ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ, при котором используют упругий кольцевой плоский инструмент, устанавливают его на обрабатываемую поверхность с возможностью вращения вокруг своей оси и деформируют в процессе обработ.ки, отл.и чающийся тем, что, с целью повьоиения точности и расширения диапазона изготавливаемых поверхностей по их уравнениям, деформацию инструмента осуществляют в осевом направлении, при этом внутренний диаметр инструмента выбирают на 5-10% .большим ширины обрабатываемой поверхности по одну сторону -ОТ ее оси, а ширину инструмента выбирают на 5-10% меньшей диаметра центрального отверстия изделия. ш
| 0 |
|
SU192650A1 | |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ асферизации оптических поверхностей деталей | 1975 |
|
SU607710A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
