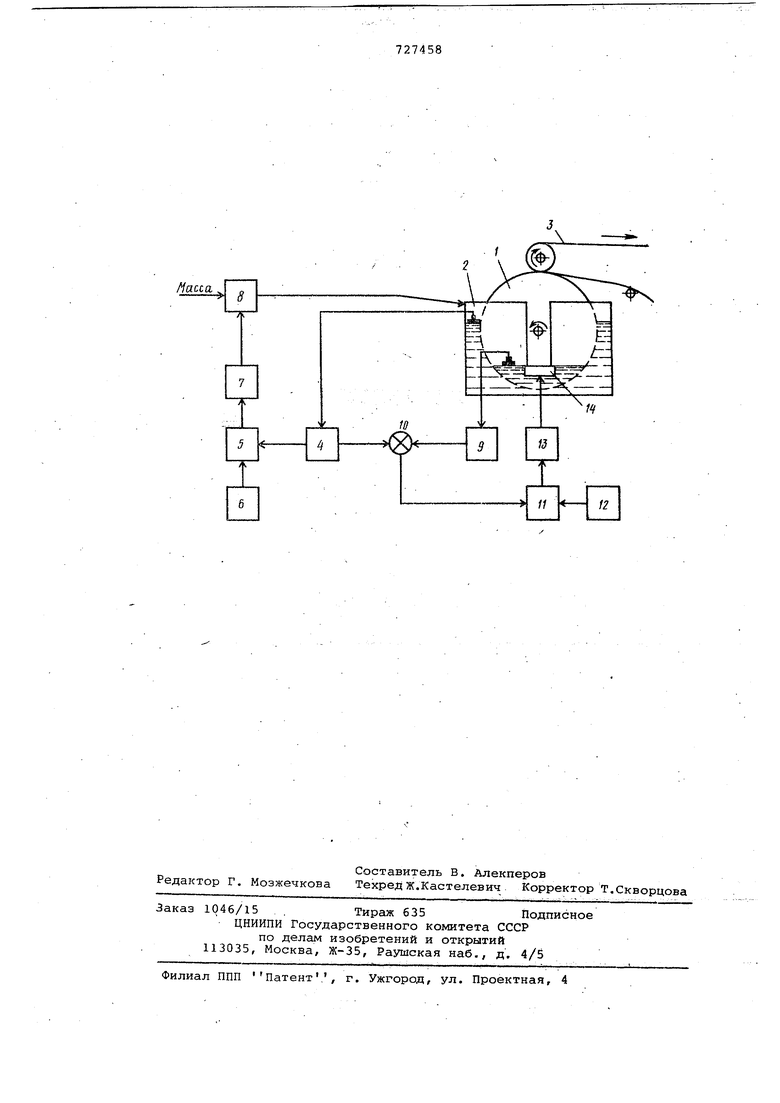
(54) СПОСОБ СТАБИЛИЗАЦИИ ТОЛЩИНЫ АСБЕСТОЦЕМЕНТНОГО СЛОЯ СЕТЧАТОГО ЦИЛИНДРА АСБЕСТОЦЕМЕНТНОЙ ФОРМОВОЧНОЙ МАШИНЫ уровней в .ванне и в сетчатом цилинд ре, обеспечивающая постоянство дав ления фильтрации и, следовательно, толщины отфильтровываемого на цили ре слоя, происходит практически бе запаздывания. Благодаря этому уровень- фильтрата в сетчатом цилиндр как бы непрерывно следит за уровнем массы в.ванне. Практическое осуществление спос ба иллкзстрируется устройством, схе матично изображенном на чертеже. Устройство содержит сетчатый цилиндр 1, ванну 2 с асбестоцемент массой, рабочее сукно 3, датчик 4 уровня массы в ванне, регулятор 5 уровня массы, задатчик 6 уровня ма сы, исполнительный механи.зм 7 регулирующего органа 8 подачи массы, датчик 9 уровня фильтрата- в полости сетчатого цилиндра, блок 10 сравне,ния, регулятор 11 уровня-фильтрата задатчик 12 уровня фильтрата, испол нительный механизм 13 регулирующего органа 14 уровня фильтрата. Исполнительный механизм 13 и регулирующий орган 14 изменения уровня фильтрата на чертеже показаны для простоты только с -одного торца ванны 2. Однако в связи с тем. Что на существующих асбестоцементных формовочных машинах отвод фильтрата производится с обоих торцов ванны 2 исполнительный механизм 13 и регулирующий орган 14 устанавливаются соответственно с каждого ее торца. В качестве регулирующего органа 14 для установки требуемого уров ня фильтрата в сетчатом цилиндре 1 используется шибер, регулирующий высоту порога , через который отводится удаляемый фильтрат. При этом так как в этом случае уровень фильтрата определяется высотой порога, датчика 9 уровня може дыть использован непосредственно датчик положения исполнительного ме ханизма 13. В процессе вращения сетчатого цилиндра 1 в ванне 2 на его поверхности непрерывно отфильтровывается асбестоцементный слой, который снимается рабочим сукном 3 и передается к Форматному барабану или формат ной скалке для навивки изделия. Одновременно в сетчатом цилиндре 1 и в ванне 2 контролируются значения уровня фильтрата и массы, соответственно датчиками 4и 9. Регулятор 5 в случае отклонения измеренной величины уровня в ванне от заданной залатчиком 6 вкиаёт соо ветствующий управляющий сигнал на Исполнительный механизм 7 для изменения положени-я регулирующего органа 8 подачи массы в ванну 2 в сторону устраневия возникшего рассогласования. При этом в связи со значительной инерционностью контура регулирования уровня массы в ванне 2 время его в.осстановления составляет величину порядка 400-500 с. Оба датчика уровня 4 и 9 соединены с блоком 10 сравнения, определяющим значение разности уровней массы и фильтрата, которое подастся на регулятор 11. В последнем происходит сравнение измеренного значения сигнала разности уровней с заданным задатчиком 12 и формируется соответствующий управляющий сигнал на исполнительный механизм 13 для изменения положения регулирующего органа 14 изменения количества отводимого из сетчатого цилиндра фильтрата и, следовательно, его уровня. . Приэтом время восстановления заданного значения разности уровней массы и фильтрата примерно в 40-50 раз меньше времени восстановления уровня массы в ванне, и поэтому практически им можно пренебречь. Таким образом, уровень фильтрата в полости сетчатого цилиндра как бы следит за уровнем массы в ванне сетчатого- цилиндра, обеспечивая постоянное значение их разности и, следовательно, постоянство давления фильтрации, что является необходимым условием улучшения стабилизации толщины.отфильтровываемого слоя и повышения качества навиваемых из него изделий. Формула изобретения Способ стабилизации толщины асбестоцементного слоя сетчатого цилиндра асбестоцементной формовочной маглины, включающий изменение ко- личества подаваемой к ванне асбестоцементной массы в зависимости от ее уровня в ванне, отличающийся тем, что, с целью повышения точности стабилизации толщины асбестоцементного слоя, дополнитель но задают и измеряют значение разности уровней массы и фильтрата, сравнивают измеренную величину с заданной, и по результатам сравнения изменяют уровень фильтрата. Источники информации, принятые во внимание при экспертизе 1.Соколов Н.П. Производство асбесоцементных изделий. 1970, с. 103-106. 2.Берией И.И. Устройство и работа листЬформорочных машин. М., 1974, с. 46-47, 70-71 (прототип).
Масса
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования асбестоцементной формовочной машины | 1980 |
|
SU937161A1 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Устройство для регулирования работы асбестоцементной формовочной машины | 1979 |
|
SU772871A1 |
| Устройство для регулирования толщины асбестоцементной пленки | 1984 |
|
SU1230855A1 |
| Устройство управления машиной для формирования асбестоцементных изделий | 1980 |
|
SU895665A1 |
| Устройство для связанного регулирования работы асбестоцементной формовочной машины | 1977 |
|
SU719879A2 |
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1978 |
|
SU779093A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1976 |
|
SU742148A1 |