В производстве защитных и дождевых накидок из иолихлорвиниловой нлснки пользуются методом стачки шва на швейных машинах и промазыванием последнего лаком из растворимых пластических масс.
Предлагаелюе устройство для сварки пленочного полихлорвинилового пластиката позволяет осуществить непрерывную сварку пленочного иолихлорвинилового пластиката.
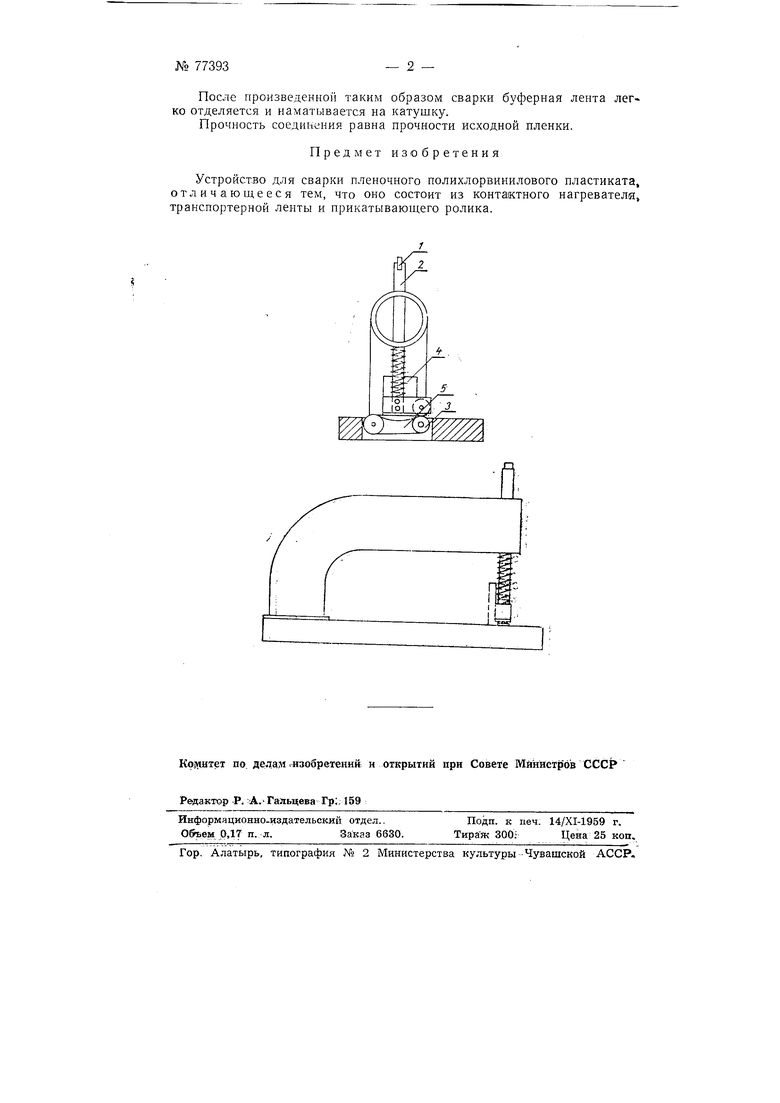
На чертеже изображено описываемое устройство в двух ироехциях.
Изогнутая металлическая труба укреплена на деревянном столе. В конце трубы вмонтирован Л1еталлический подвижной стержень 2, на котором укреплен медный нагреватель 4 и верхний прижимной рОоТик. Стержень 2 посредством рычага 1 ножной педалью опускается при сварке и поднимается при заправке свариваемой пленки.
Нижний ролик 3 вращается от привода электродвигателя и посредством ленты 5 транспортера вращает второй ролик и продвигает пленку под элементом при ее прогреве. Температура нагревателя замеряется термометром, вставленным в специальное отверстие, и рег -лируется реостатом. Мотор укреплен под столом и включается ножной педалью.
Сварка пленочного полихлорвинилового пластиката происходит следующим образом.
Нояихлорвиниловая пленка толщиной 0,15-0,4 мм путем непосредственного накладывания одной поверхности на другую сваривается при 160-180 и скорости движения пленки 4-5 мм/сек. Соединяемые кромки пленки помещают на транспортерную ленту, сверху пленок накладывается тонкая тканевая прокладка, опускается нагреватель и включается мотор транспортера.
Свариваемый участок (полоска шириной 15-20 мм) цри ленты транспортера прогревается через буферную ленту и прикатывается прижимным роликом.
После произведенной таким образом сварки буферная лента легко отделяется и наматывается на катушку.
Прочность соединения равна прочности исходной пленки.
Предмет изобретения
Устройство для сварки пленочного полихлорвинилового пластиката, отличающееся тем, что оно состоит из контактного нагревателя, транспортерной лепты и прикатывающего ролика.