1
Изобретение относится к устройствам для сварки термопластичных пленок.
Известна установка для сварки термопластичных пленок, содержащая корпус, клиновидной формы нагреватель, прокатывающие ролики, механизм перемещения нагревателя и механизм вращения прихватывающих роликов.
С целью повышения производительности предлагаемой установки нагреватель установлен с возможностью возвратно-поступательного перемещения вдоль касательной, проходящей через точку касания двух прикатывающих роликов, корпус оснащен шарнирно установленным на нем Г-образным рычагом и тягой, служащей для соединения нагревателя с одним из плеч этого рычага, воздействующего на предусмотренный на корпусе тумблер включения механизма вращения прикатывающих роликов.
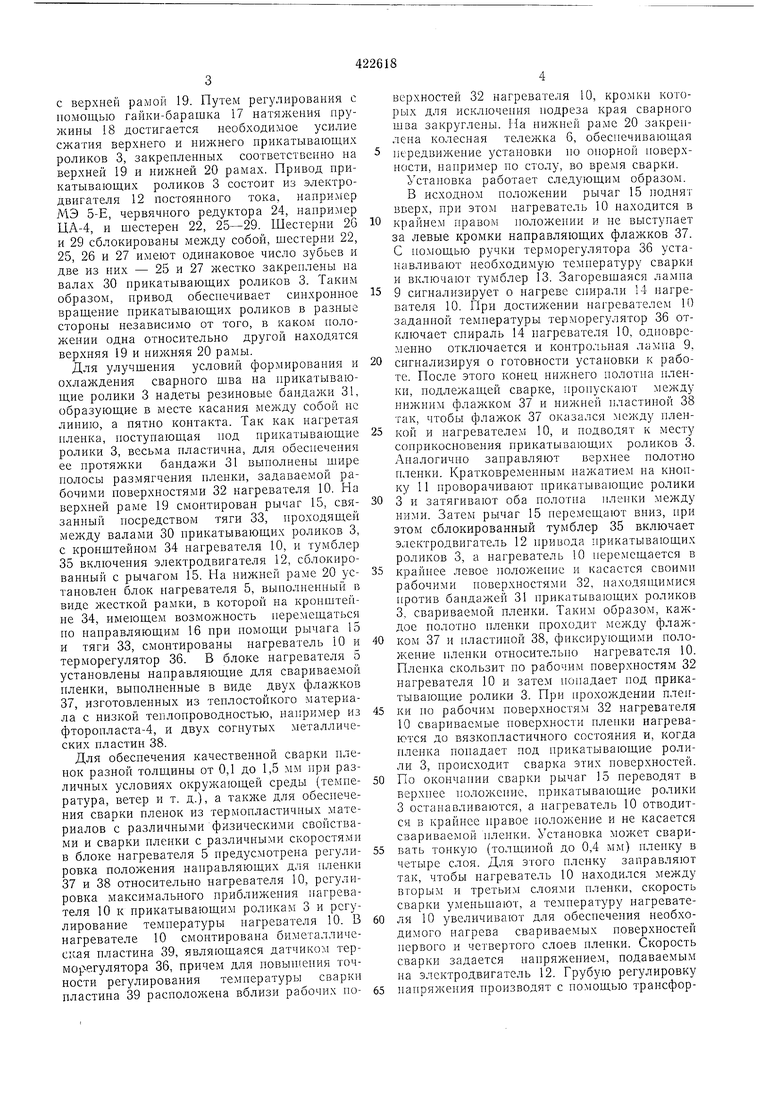
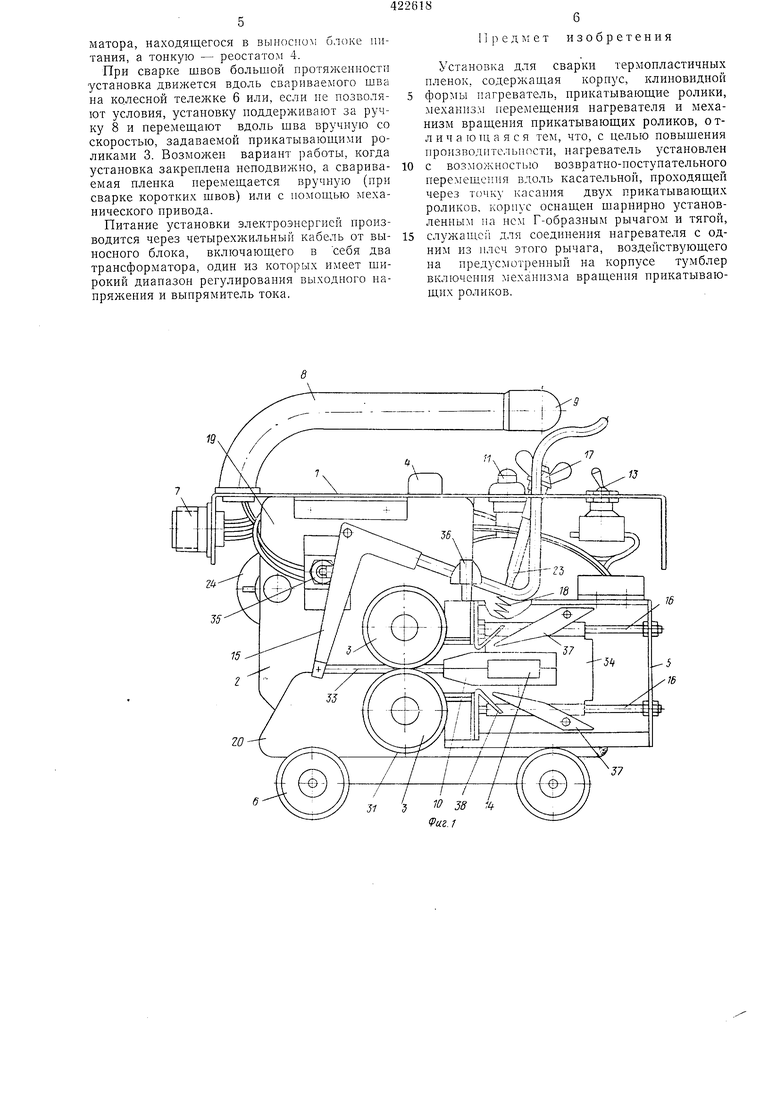
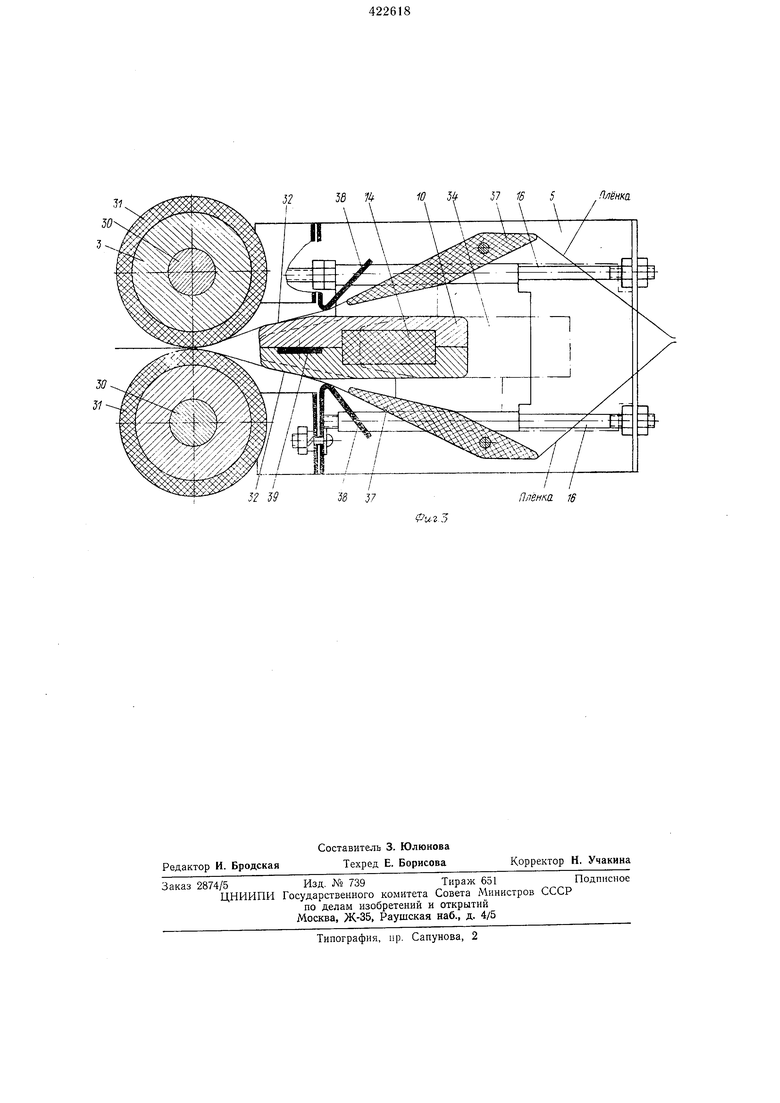
На фиг. 1 изображена предлагаемая установка (нагреватель находится в рабочем положении), общий вид; на фиг. 2 - кинематическая схема привода прижимных роликов; на фиг. 3 - рабочие органы установки в разрезе.
Установка включает в себя верхнюю панель 1, корпус 2 с вмонтированным в него приводом прикатывающих роликов 3, реостат
4 для регулирования скорости сварки, блок нагревателя 5 и колесную тележку 6.
На верхней панели 1 имеется штепсельный полуразъем 7 для подключения питающего кабеля; ручка 8 со встроенной в нее контрольной лампой 9, сигнализирующей о работе нагревателя 10; кнопка 11, включенная последовательно с электродвигателем 12 постоянного тока для обеспечения независимого проворота прикатывающих роликов 3 и тумблер 13 для включения и отключения спирали 14 пагревателя 10. На верхнюю панель 1 выведены также рычаг 15 для перемещения нагревателя 10 по направляющим 16, движок реостата 4, включенного последовательно с электродвигателем 12 постоянного тока и служащего для плавного изменения скорости вращения прикатывающих роликов 3, и гайка-барашек 17 для регулирования усилия
пружины 18, сжимающей прикатывающие ролики 3. Верхняя панель 1 крепится к корпусу 2, состоящему из двух частей: верхней ра-, мы 19 и нижней рамы 20, причем верхняя рама 19 может поворачиваться относительно
нижней рамы 20 вокруг оси 21, являющейся одновременно и осью промежуточной шестерни 22 привода прикатывающих роликов -3.,. Прулсина 18 одним концом закреплена на нижней раме 20, а другим через винт 23. гайку-барашек 17 и верхнюю панель 1 связана с верхней рамой 19. Путем регулирования с помощью гайки-барашка 17 натяжения пружины 18 достигается необходимое усилие сжатия верхнего и нижнего прикатывающих роликов 3, закрепленных соответственно на верхней 19 и нижней 20 рамах. Привод прикатывающих роликов 3 состоит из электродвигателя 12 постоянного тока, например МЭ 5-Е, червячного редуктора 24, например ЦА-4, и шестерен 22, 25-29. Шестерни 26 и 29 сблокированы между собой, шестерни 22, 25, 26 и 27 имеют одинаковое число зубьев и две из них - 25 и 27 жестко закреплены на валах 30 прикатывающих роликов 3. Таким образом, привод обеспечивает синхронное вращение прикатывающих роликов в разные стороны независимо от того, в каком положении одна относительно другой находятся верхняя 19 и нижняя 20 рамы. Для улучщения условий формирования и охлаждения сварного шва на прикатывающие ролики 3 надеты резиновые бандажи 31, образующие в месте касания между собой не линию, а пятно контакта. Так как нагретая нленка, поступающая под прикатывающие ролики 3, весьма пластична, для обеспечения ее протяжки бандажи 31 выполнены шире полосы размягчения пленки, задаваемой рабочими поверхностями 32 нагревателя 10. На верхней раме 19 смонтирован рычаг 15, связанный посредством тяги 33, проходящей между валами 30 прикатывающих роликов 3, с кронштейном 34 нагревателя 10, и тумблер 35 включения электродвигателя 12, сблокированный с рычагом 15. Па ниж:ней раме 20 установлен блок нагревателя 5, вынолненпый в виде жесткой рамки, в которой на кронштейне 34, имеющем возможность перемещаться по направляющим 16 при помощи рычага 15 и тяги 33, смонтированы нагреватель 10 и терморегулятор 36. В блоке нагревателя 5 установлены направляющие для свариваемой пленки, выполненные в виде двух флажков 37, изготовленных из теплостойкого материала с низкой теплопроводностью, например из фторопласта-4, и двух согнутых металлических пластин 38. Для обеспечения качественной сварки пленок разной толщины от 0,1 до 1,5 мм при различных условиях окружающей среды (температура, ветер и т. д.), а также для обеспечения сварки пленок из термопластичпых материалов с различными физическими свойствами и сварки пленки с различными скоростями в блоке нагревателя 5 предусмотрена регулировка положения нанравляющих для пленки 37 и 38 относительно нагревателя 10, регулировка максимального приближения нагревателя 10 к прикатывающим роликам 3 и регулирование температуры пагревателя 10. В нагревателе 10 смонтирована биметаллическая пластина 39, являющаяся датчиком терморегулятора 36, причем для повьппепия точности регулирования температуры сваркп пластина 39 расположена вблизи рабочих поверхностей 32 нагревателя 10, кромки которых для исключения подреза края сварного шва закруглены. Па нижней раме 20 закреплена колесная тележка 6, обеспечивающая передвижение установки но опорной поверхпости, например но столу, во время сварки. Установка работает следующим образом. В исходном положении рычаг 15 поднят вверх, при этом нагреватель 10 находится в крайнем правом положении и не выступает за левые кромки направляющих флажков 37. С помощью ручки терморегулятора 36 устанавливают необходимую темнературу сварки и включают тумблер 13. Загоревшаяся лампа 9 сигнализирует о нагреве снирали 14 нагревателя 10. При достижении нагревателем 10 заданной температуры терморегулятор 36 отключает спираль 14 нагревателя 10, одновременно отключается и контрольная лампа 9, сигнализируя о готовности установки к работе. После этого конец нижнего полотна пленки, подлежащей сварке, пропускают между нижним флажком 37 и нижней пластиной 38 так, чтобы флажок 37 оказался между плепкой и нагревателем 10, и подводят к месту соприкосновения прикатывающих роликов 3. Аналогично заправляют верхнее полотно пленки. Кратковременным нажатием на кнопку 11 проворачивают прикатывающие ролики 3 и затягивают оба полотпа пленки между ними. Затем рычаг 15 перемещают вниз, при этом сблокированный тумблер 35 включает электродвигатель 12 привода прикатывающих роликов 3, а нагреватель 10 перемещается в крайнее левое положение и касается своими рабочими новерхностями 32, находящимися против бандажей 31 прикатывающих роликов 3, свариваемой пленки. Таким образом, каждое полотно нленки проходит между флажком 37 и пластиной 38, фиксирующими положепие нленки относительно нагревателя 10. Пленка скользит по рабочим поверхностям 32 нагревателя 10 и затем попадает под прикатывающие ролики 3. При прохождении нлепки по рабочим поверхностям 32 нагревателя 10 свариваемые поверхности плепки нагреваются до вязкопластичного состояния и, когда пленка попадает под прикатывающие ролили 3, происходит сварка этих поверхностей. По окончании сварки рычаг 15 переводят в верхнее положепие, прикатывающие ролики 3 останавливаются, а нагреватель 10 отводится Б крайнее нравое положение и не касается свариваемой пленки. Установка может сваривать тонкую (толщиной до 0,4 мм) пленку в четыре слоя. Для этого пленку заправляют ак, чтобы нагреватель 10 находился между вторым и третьим слоями пленки, скорость варки уменьшают, а температуру нагреватея 10 увеличивают для обеснечения необхоимого нагрева свариваемых поверхностей ервого и четвертого слоев пленки. Скорость варки задается напряжением, подаваемым а электродвигатель 12. Грубую регулировку апряжения производят с помощью трансформатора, находящегося в выносном блоке питания, а тонкую - реостатом 4.
При сварке швов большой протяженности установка движется вдоль свариваемого шва на колесной тележке 6 или, если не позволяют условия, установку поддерживают за ручку 8 и неремеш,ают вдоль шва вручную со скоростью, задаваемой нрикатываюш,ими роликами 3. Возможен вариант работы, когда установка закреплена неподвижно, а свариваемая пленка неремеш,ается вручную (при сварке коротких швов) или с помош,ью механического привода.
Питание установки электроэнергией нроизводится через четырехжильный кабель от выносного блока, включаюш,его в себя два трансформатора, один из которых имеет широкий диапазон регулирования выходного напряжения и вынрямитель тока.
6 Предмет изобретения
Установка для сварки термонластичных пленок, содержащая корпус, клиновидной нагреватель, нрикатывающие ролики, механнз.м перемещения нагревателя и механизм вращения прикатывающих роликов, отл и ч а ю 1ц а я с я тем, что, с целью повышения произБодптельпости, нагреватель установлен
с возможностью возвратно-поступательного неремещопня вдоль касательной, проходящей через точку касания двух прикатывающих роликов, корпус оснащен щарнирно установленным на нем Г-образным рычагом и тягой,
служащей для соединения нагревателя с одним из плеч этого рычага, воздействующего на предусмотренный на корпусе тумблер включения механизма вращения прикатывающих роликов,
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для непрерывной сварки полимерных пленок | 1980 |
|
SU903158A1 |
| УСТРОЙСТВО для УПАКОВКИ в ПЛЕНКУ ШТУЧНЫХ ПРЕДМЕТОВ | 1973 |
|
SU398451A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1969 |
|
SU238770A1 |
| Устройство для сварки пленочного полихлорвинилового пластиката | 1948 |
|
SU77393A1 |
| Устройство для сварки полимерных материалов | 1978 |
|
SU710817A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101180C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТИЧНОЙ ПОЛУРУКАВНОЙ ПЛЕНКИ | 1971 |
|
SU300339A1 |
| Устройство для сварки полимерных пленок | 1983 |
|
SU1109312A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2101179C1 |
/ 7 // J S 38 Vas.f т 4
2д
Н
I h jr
