(54) ИНДУКТОР ДЛЯ ТЕРМООБРАБОТКИ ПЕРЕМЕГЦАЕМЫХ
1
Изобретение относится к электротехнике и может быть использовано для индукционной термической обработки ленточных движущихся изделий, например подсушки и спекания маталлокера- 5 мических основ электродов химических источников тока в непрерывном технологическом процессе.
Известно индукционное устройство для спекания изделий из металлического порошка, содержащее высокочастотный генератор и индуктор в виде многовитковой охлаждаемой катушки, подключенной к генератору ij .
. Такое устройство не обеспечивает 15 равномерный нагрев вне спекаемой поверхности, что весьма существенно при :1;ермнческой обработке ленточных движущихся изделий.
Наиболее близким из известных 20 являйтся индуктор для термообработки перемещаемых изделий, содержащий две родключаемые параллельно к генератору ветви, установленные параллельно и симметрично друг другу 25 с зазором для размещения обрабатываемого изделия, каждая из которых выполнена в виде двух прямоугольных иетеЛь, соединенных последовательно соединительн.ым участком 21 .1 30 ИЗДЕЛИЙ
Однако, данный индуктор не дает равномерного нагрева перемещаемого изделия, например ленты, в силу того, что в противолежащих его ветвях токи направлены в разные стороры и лента может притягиваться к одной из сторон, что приводит к прожигу изделия.
Цель изобретения - повышение качества обработки изделий.
Поставленная цель достигается тем, что в известном индукторе в каждой ветби прямоугольные петли развернуты в разные стороны перпендикулярно соединительному участку и паргшлельны друг другу, противоположные петли разных ветвей расположены в плоскости, перпендикулярной плоскости отрабатываемого изделия, а лзазор между ними увеличен в два раза в сторону перемещения изделия.
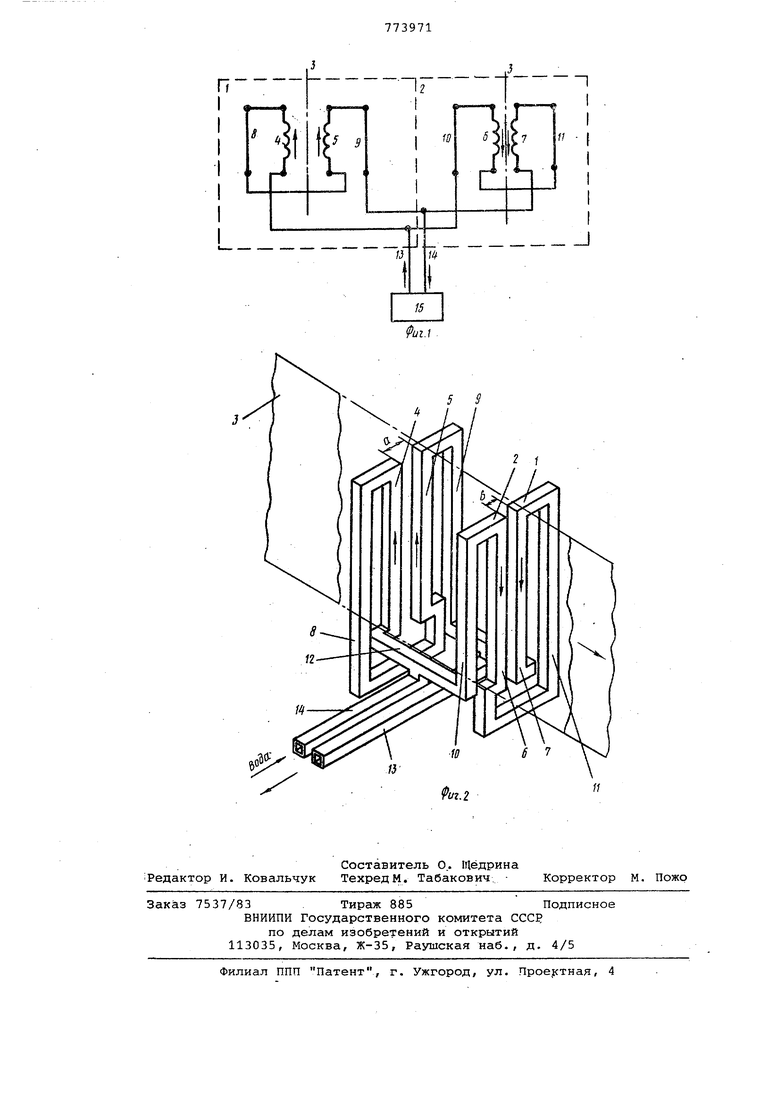
На фиг. 1 показана принципиальная схема устройства, на фиг. 2 индуктор в аксонометрии.
Устройство содержит две ветви индуктора 1 и 2, расположенные симметрично и параллельно по ходу движения обрабатываемого изделия 3. Обе ветви вьтолнены двухпетлевыми с активными 4-7 и пассивными 8,910,11 cTopOHciMH. Пары петель распол жены в плоскости, перпендикулярной плоскости движения обрабатываемого изделия. Активные стороны каждой пары петель расположены друг против друга по обе стороны рабочего зазора а и Ь(фиг.2). В каждой паре петель ветвей индуктора активная сторона одной петли соединена своим концами с пассивными сторонами обеи петель, а активная сторона другой петли соединена своими концами с пассивными сторонами этой петли и петель другой ветви. Такое размещение активных и пасси ных сторон петель получается за счет того,что в каждой ветви индуктора пе ли развернуты в разные стороны перпе дикулярно соединительному участку 1 Между собой ветви соединены после довательно и выводами 13, 14 параллельно подключены к высокочастотному генератору 15. Соотношение зазоров между активны ми сторонами обеих ветвей индуктора составляет не менее 2:1, увеличиваяс по ходу движения изделия. Оба индук тора изготовлены из медной трубки 10x10x1 и подключены к источнику охлазвдакнцего агента (на фиг. не пок зан) . Предлагаемое устройство работает следующим образом. Изделие, например металлическая лента, нанесенной с двух сторон никелевой суспензией,с помощью любого механизма перемещения (на фиг. не показан) протягивается через индукционное устройство. Включается высокочастотный генератор и подача воды, охлаждающей индуктор. Движущаяся лента с нанесенными слоями проходит между активными сторонами индуктора, в которых токи направлены в одну сторону, что исключает возможность притягивания ленты к одной из активной сторон. При этом лента, с нанесенньвли слоями, проход между активными сторонами индуктора нагревается только до температуры, обеспечивающей ее подсушку, которая на порядок ниже температуры спекания. Это достигается увеличением зазора между активными сторонами индуктора, что приводит к уменьшению индуктируемого тока в подсушиваемом слое и, следовательно, к уменьшению выделяющегося тепла в этом слое. Далее участок подсушенной ленты нагревается до температуры, обеспечивающей спекание частиц металлического порсхака между собой и лентой. Таким образом, предлагаемое устройство позволяет повысить качество изделий, надежность работы устройства. Формула изобретения Индуктор для термообработки перемещаемых изделий; содержащий две подключаемые параллельно к генератору ветви, установленные параллельно и симметрично друг другу с зазором для размещения обрабатываемого изделия, кайсдая из которых выполнена в виде двух прямоугольных петель, соединенных последовательно соединительным участком, отличающийся тем, что, с целью повышения качества обработки, в каждой ветви индуктора прямоугольные петли развернуты в разные стороны перпендикулярно соединительному участку и параллельны друг другу, противоположные петли разных ветвей расположены в плоскости, перпендикулярной плоскости обрабатываемого изделия, а зазор между ними увеличен в два раза в сторону перемещения изделия. , Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 483196, кл. Н 05 В 5/02, 1977. 2.Заявка ФРГ 1440983, 21 h 29/03, 1969.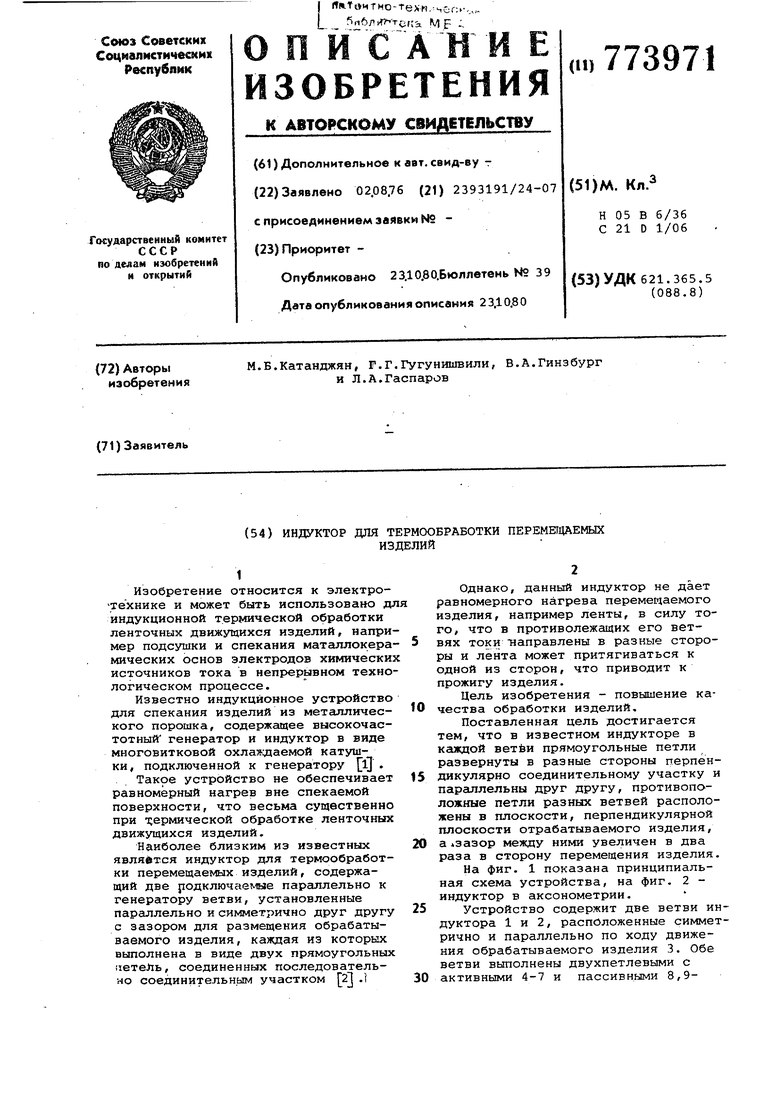
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной закалки валов | 1986 |
|
SU1721844A1 |
| Устройство для индукционного нагрева | 2018 |
|
RU2674999C1 |
| МОБИЛЬНАЯ ИНДУКЦИОННАЯ УСТАНОВКА | 2009 |
|
RU2400337C1 |
| ИНДУКТОР ДЛЯ НАПЛАВКИ И ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2383109C1 |
| Индуктор для высокочастотнойСВАРКи | 1978 |
|
SU795820A1 |
| Индукционный нагреватель | 1991 |
|
SU1812639A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ЧУГУНА И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2428487C1 |
| Способ закалки с нагревом ТВЧ | 1988 |
|
SU1652359A1 |
| УСТРОЙСТВО ДЛЯ ЭКРАНИРОВАНИЯ ЭЛЕКТРОМАГНИТНОГО ВОЗДЕЙСТВИЯ ПРИ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКЕ И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198229C2 |
| Устройство для термообработки ленточного полимерного материала | 1985 |
|
SU1328214A1 |