1
Изобретение относится к области обработки металлов давлением и может быть использовано при продольной прокатке периодических профилей.
Известен валок для продольной периодической прокатки, содержащий бочку, по периферии которой выполнены радиальные пазы, и размещенные в последних деформирующие вставки с основаниями и ра бочими участками.
С целью повышения надежности валка в работе путем обеспечения возможности изгиба вставок при опережающем течении металла, вставки своими основаниями жестко закреплены в пазах вставкодержателями, а опорные поверхности бочки и вставкодержателей выполнены со скосами, образующими зазор с рабочей частью вставок, увеличивающийся к периферии валка.
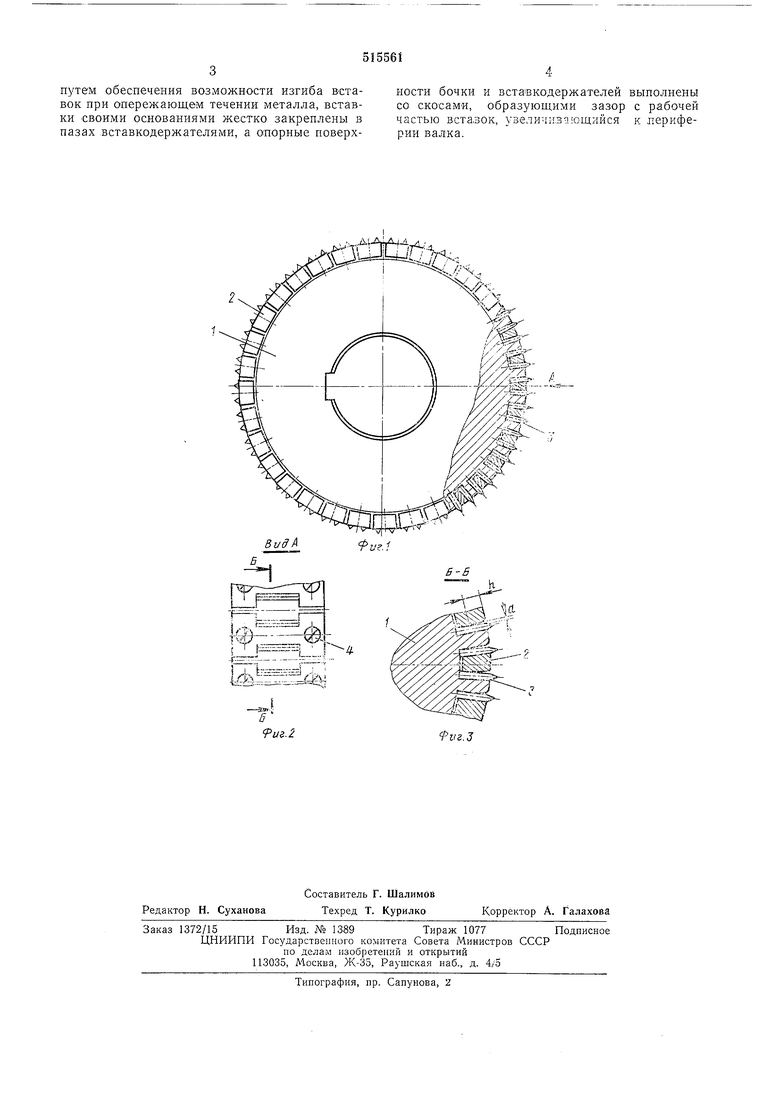
На фиг. 1 показан предлагаемый валок в сборе; на фиг. 2 - вид по стрелке А на фиг. 1; на фит. 3 - разрез по Б - Б на фиг. 2.
Валок состоит из бочки 1, вставкодержателей 2, деформирующих вставок 3 и крепежных винтов 4. Пазы бочки 1 и вставкодержателей 2 выполнены со скосами высотой h, обеспечивающими возможность деформирующим вставкам свободно изгибаться на величину а перемещения за счет упругих свойств материала вставок.
Работает валок следующим образом. В очаге деформации вставки 3 внедряютсй в металл прокатываемой полосы, обеспечивая необходимый профиль впадин. В зоне опережения металл течет с больщей скоростью, чем окружающая скорость валков. При этом на деформирующую вставку действует значительная сила, направленная по ходу прокатки и она упруго изгибает вставку в том же направлении на величину а или меньшую, что зависит от величины опережения. При выходе из очага дефор мации вставка возвращается в исходное полол ение. Благодаря такой конструкции не происходит скола деформирующей вставки. Деформирующие вставки можно разместить в корпусе с такой частотой, чтобы обеспечить возможность прокатки периодических профилей с мелким шагом впадин.
Формула изобретения
Валок для продольной периодической прокатки, содержащий бочку, по периферии которой выполнены радиальные пазы, и размещенные в последних деформирующие вставки с основаниями и рабочими участками, и вставкодержатели, отличающийся тем, что, с целью повышения надежности валка в работе
путем обеспечения возможпости изгиба вставок при опережающем течении металла, вставки СВОИМИ основаниями жестко закреплены в пазах вставкодержателями, а опорные поверхности бочки и вставкодержателей выполнены со скосами, образующими зазор с рабочей частью вста.зок, увели-шзающийся к .периферии валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для продольной переодической прокатки | 1973 |
|
SU463484A1 |
| Валок для продольной периодической прокатки | 1978 |
|
SU774630A1 |
| Валок для изготовления листа с просечными отверстиями | 1982 |
|
SU1044351A1 |
| Способ получения профилей | 1988 |
|
SU1585025A1 |
| Валок рабочей клетки | 1979 |
|
SU863114A1 |
| Способ прокатки тонкой и тончайшей ленты | 1979 |
|
SU854467A1 |
| Рабочий валок листопрокатной клети | 1981 |
|
SU984522A1 |
| Способ определения упругих деформаций валков | 1986 |
|
SU1342552A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
иг.З
