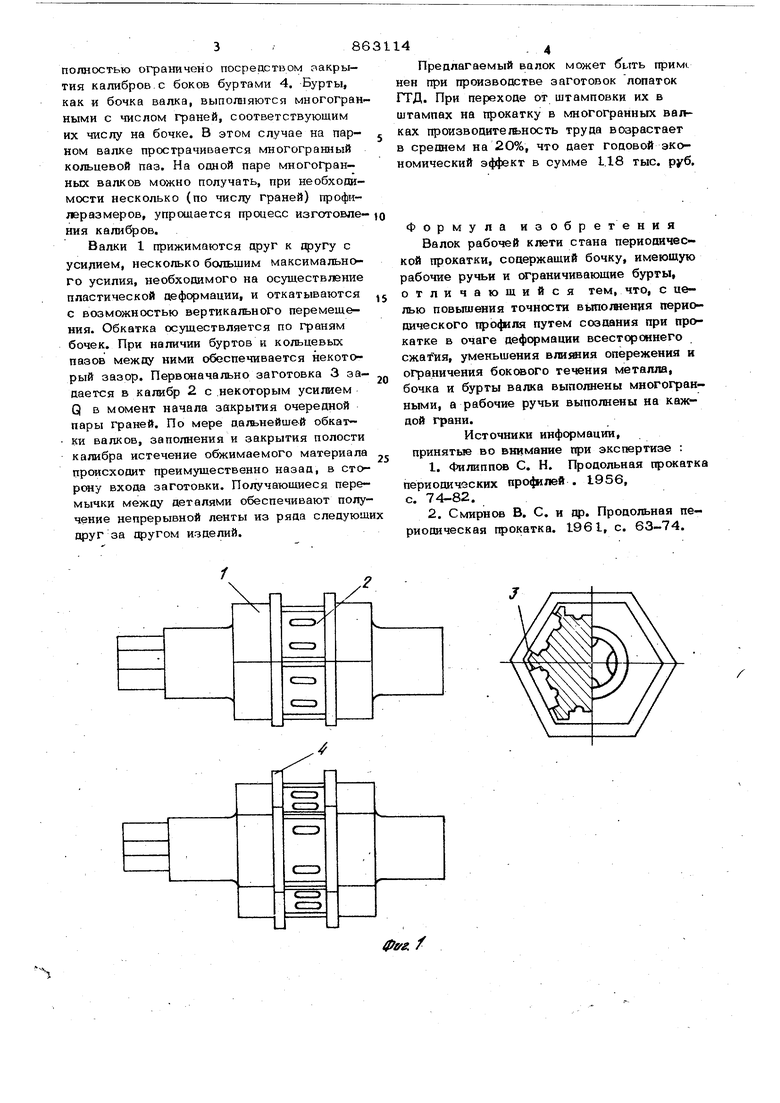
Изобретение относится к обработке меi annoB и пластмасс давлением. Наиболее близким к предлагаемому является валок для периодической прокаг- ки с цилиндрической бочкой. При прокатке на таких валках имеется возможность по лучения профилей, изготавливаемых ранее только путем штамповки на прессах или молотах; достигается высокая произвоои- тельность и технологичность процесса. Прокатка в периодических валках имеет много общего со штампсжкой, однако всле ствие того, что калибры выполняются на поверхностях цилиндрических , воэмсжность истечения обрабатываемого материала из зоны ое формации в данном . случае намного выше, чем при деформации в таких же калибрах, но выполненных в плоских штампах, и, как слеоствие, ниже степень заполнения и точность выполнения прО(, Таким образом, несмотря на более высокую произвошЕтельность процесс периошь ческой прокатки в цилиндрических ва;ках в целом ряде случаев не может кшкурировать со штамповкой. Целью изобретения 5тляется .(ювышение точности выполнения периодического профиля путем создания при прокатке в очаге де(|юрмаиии всестороннего сжатия, уменьшения влияния опережения и ограничения бокового течения металла. Указанная цель достигается тем, что бочка и бурты валка выполнены многогранными, а рабочие ручьи выполнены на каждой грани. На фиг. 1 показана конструкция валка; на 4иг. 2 - пояснение процесса прокатки в валках (а - в момент закрытия пары граней; б - в мсмент пол1ого закрытия калифа; в - поперечное сечение очага деформации). На каждой из Г{вней 1 шестигранного в данном случае валка нарезаны калифы 2 с размерами, меньшими размеров грани. В передней и задней частях калибра выпо1 няются зазоры 3 для выхода избытка обжимаемого материала. Уширение может бьггь
олностью ограничено посредством закрыия калибров.с боков буртами 4. Бурты, ак и бочка валка, выполняются многограными с числом граней, соответствующим их числу на бочке. В этом случае на парном валке прострачивается многогранный кольцевой паз. На одной паре многоГранных валков можно получать, при необходимости несколько (по числу граней) профилеразмеров, упрсшается процесс изготовпе- )о ния калибров.
Валки 1 прижимаются друг к другу с усилием, несколько большим максимального усилия, необходимого на осуществление пластической деформации, и откатываются j с возможностью вертикального перемещения. Обкатка осуществляется по граням бочек. При наличии буртов и кольцевых пазов между ними обеспечивается некоторый зазор. Первоначально заготовка 3 задается в калибр 2 с .некоторым усит1ем Q в момент начала закрытия очередной пары Граней. По мере дальнейше-й обкат ки валков, заполнения и закрытия полости калибра истечение обжимаемого материала происходит преимущественно назад, в сторону входа заготовки. Получающиеся перемычки между деталями обеспечивают получение непрерывной ленты из ряда следующих друг за другом изделий.
Предлагаемый валок может прим нен при производстве заготовок лопаток ГТД. При переходе от штамповки их в штампах на прокатку в многогранных валках произведитеjbHость труда возрастает в среднем на 20%, что дает годовой экономический эффект в сумме 1.18 тыс. руб.
Формула изобретения
Валок рабочей клети стана периоцической прокатки, содержащий бочку, имеющую рабочие ручьи и ограничивающие бурты, отличающийся тем, что, с целью повьпиения точности выпожения периодического профиля путем создания при прокатке в очаге деформации всестороннего сжатия, уменьшения влижия опережения и ограничения боксжого течения металла, бочка и бурты валка выполнены многогранными, а рабочие ручьи выполнены на каждой грани.
Источники информации,
принятые во внимание при экспертизе :
1.Филиппов С. Н. Продольная прокатк периодических профилей . 1956,
с. 74-82.
2.Смирнов В. С. и др. Продольная периодическая прокатка. 1961, с. 63-74.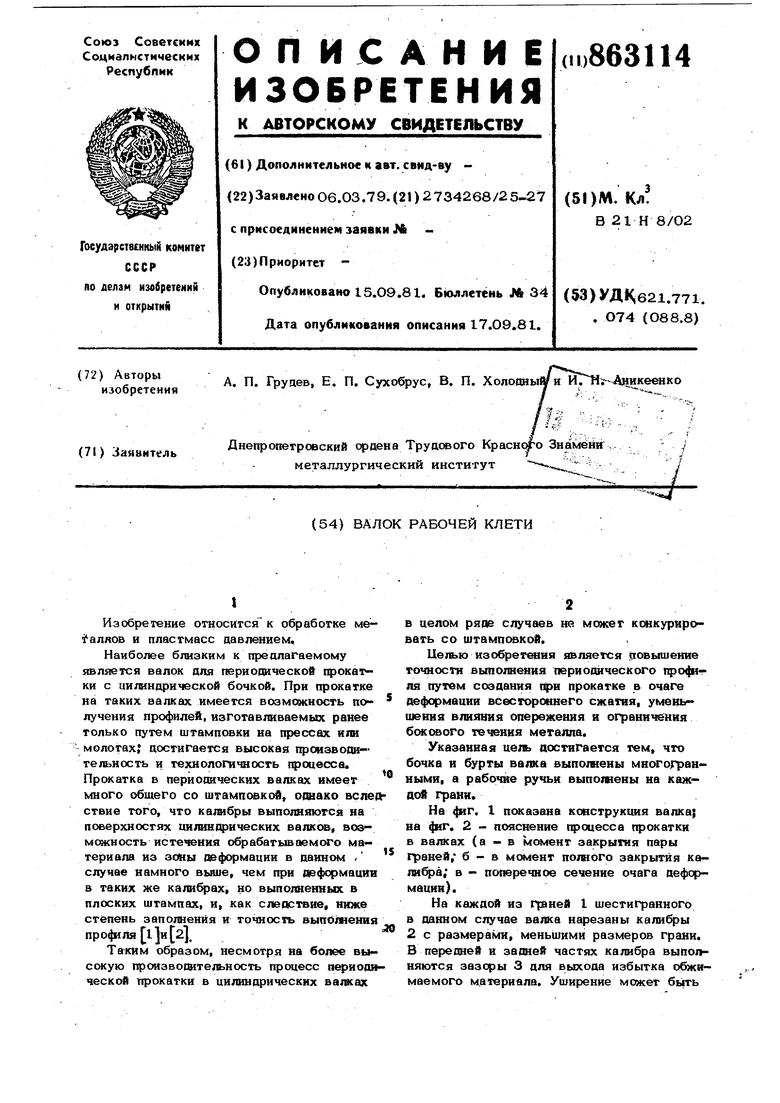
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Валок для шаговой прокатки многогранных полос | 1988 |
|
SU1588453A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2225763C1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| Валковый комплект для прокатки профилей из порошковых материалов | 1990 |
|
SU1704921A1 |
| Калибр для продольной прокатки труб | 1980 |
|
SU899173A1 |
| Валок для продольной прокатки труб | 1976 |
|
SU577059A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| Способ прокатки периодическихпРОфилЕй | 1978 |
|
SU841752A1 |
Г
фуг. /
/V
f
