(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОМПЛЕКТНОСТИ ЗАГОТОВОК ПРИ ГРУППОВОЙ ОБРАБОТКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок контроля комплектности заготовок в кассете | 1978 |
|
SU764934A1 |
| Устройство для контроля комплектности заготовок в гнездах кассет в машинах для обработки металлов давлением | 1980 |
|
SU912328A1 |
| Контрольно-блокирующее устройство | 1983 |
|
SU1144742A1 |
| Устройство для укладки хрупких изделий в тару | 1983 |
|
SU1129129A1 |
| Устройство для контроля комплектности заготовок в гнездах кассеты | 1990 |
|
SU1710282A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Устройство для изготовления армированных резиновых изделий | 1985 |
|
SU1248831A1 |
| Вайма для сборки деревянных рам | 1986 |
|
SU1386463A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |

1
Изобретение относится к области машиностроения,в частности к конструкций механизмов автоматизации групповой обработки штучных заготовок.
Известно устройство для контроля 5 комплектности заготовок при групповой обработке, содержащее корпус, подпружиненные измерительные элементы и шарнирно установленный на оси подпружиненный упор с датчиком 1 . 10
Недостатком известного устройства является низкая производительность, обусловленная возможностью исполь-, зования его только для однорядного расположения заготовок,15
С целью повышения производительности путем обеспечения контроля комплектности заготовок при многорядном расположении их, в устройстве контроля комплектности заготовок 20 упор выполнен в виде плиты, в корпусе и плите выполнены соосные отверстия, а измерительные элементы выполнены в виде размешенных в отверстиях корпуса и плиты подпружиненных 25 толкателей с головками.
На фиг. 1 схематично представлено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же , при полной комплект- 30
ности в кассете; на фиг. 4 - то же,
г1ри отсутстяни одной из заготовок. I
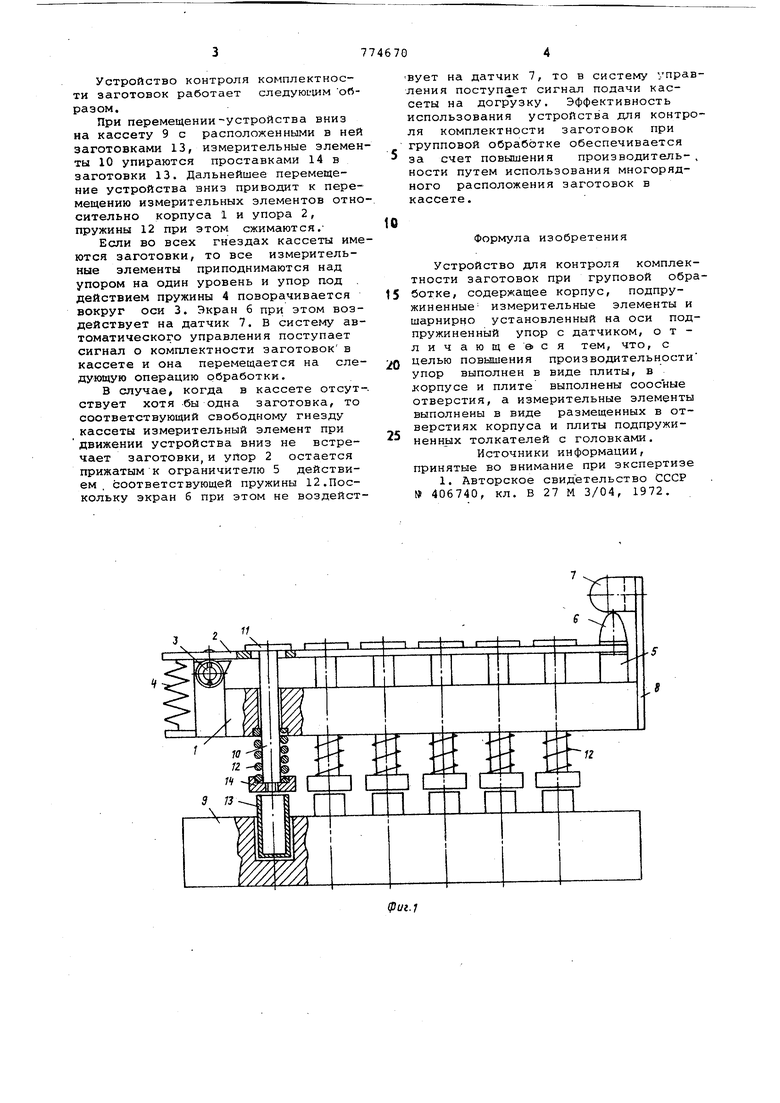
Устройство дпя контроля комплектности заготовок состоит из корпуса 1, шарнирно закрепленного на нем упора 2, выполненного в виде плоской плиты, поворачивающейся вокруг оси 3 под действием пружины 4, ограничителя 5, служащего для ограничения хода упора 2 и обеспечения .его параллельности корпусу 1.
На упоре закреплен экран 6, взаимодействующий с датчиком 7, прикрепленным посредством кронштейна 8 к корпусу 1. Через эллипсообразные отверстия в упоре 2 и отверстия корпуса 1, выполненные по числу гнезд в кассете 9, проходят измерительные элементы 10, выполненные в виде толкателей,головки 11 которых под воздействием пружин 12 опираются на верхнюю плоскость упора 2. Измерительные элементы 10 упираются в заготовки 13 проставками 14. Эллипсообразные отверстия в упоре 2 обеспечивают возможность свободного поворота последнего вокруг оси при поднятых измерительных элементах.
Устройство контроля комплектности заготовок работает следую11им образом.
При перемещении-устройства вниз на кассету 9 с расположенными в ней заготовками 13, измерительные элементы 10 упираются проставками 14 в заготовки 13. Дальнейшее перемещение устройства вниз приводит к перемещению измерительных элементов относительно корпуса 1 и упора 2, пружины 12 при этом сжимаются.
Если во всех гнездах кассеты имеются заготовки, то все измерительные элементы приподнимаются над упором на один уровень и упор под , действием пружины 4 поворачивается вокруг оси 3. Экран 6 при этом воздействует на датчик 7. В систему автоматического управления поступает сигнал о комплектности заготовок в кассете и она перемещается на следующую операцию обработки.
В случае, когда в кассете отсутствует хотя бы одна заготовка, то соответствующий свободному гнезду кассеты измерительный элемент при движении устройства вниз не встречает заготовки, и упор 2 остается прижатым К ограничителю 5 действием, соответствующей пружины 12.Поскольку экран 6 при этом не воздействует на датчик 7, то в систему управления поступает сигнал полачи кассеты на . Эффективность использования устройства для контроля комплектности заготовок при групповой обработке обеспечивается за счет повышения производитель- , ности путем использования многорядного расположения заготовок в кассете.
10
Формула изобретения
Устройство для контроля комплектности заготовок при груповой обра5ботке, содержащее корпус, подпружиненные- измерительные элементы и шарнирно установленный на оси подпружиненный упор с датчиком, отличающееся тем, что, с целью повышения производительности
0 упор выполнен в виде плиты, в j opnyce и плите выполнены соосные отверстия, а измерительные элементы выполнены в виде размещенных в отверстиях корпуса и плиты подпружи5ненных толкателей с головками.
Источники информации, принятые во внимание при экспертизе
