1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении патрубков в различных от раслях машиностроения.
Известен способ изготовления патрубков из цельных труб, формообразование которых осуществляется проталкиванием заготовки в фильер с внутренним давлением, создаваемььм эластичной средой либо жидкостью 1J
Недостатком такого способа является невозможность изготовления тонкостенных патрубков с малыми радиусами кривизны.
Известен также способ изготовления тонкостенных патрубков с формовкой их пневмотермическим способом в матрице 2j . Способ позволяет получить тонкостенные крутоизогнутые патрубки за счет создания эффекта сверхпластичности .
Недостатком способа является сложность последующей приварки фланцев из-за малой толщины торцовых участков патрубка.
Целью изобретения является получение тонкостенных патрубков с усиленными под сварку торцами.
Указанная цель достигается тем, что перед формовкой трубную заготовку подсаживают с образованием местных утолщений,изгибают в кольцо и приваривают к торцам трубы незамкнутого кольца тройник со штуцером, а после формовки кольцо разрезают в местах утолщений трубы на несколько патрубков.
10
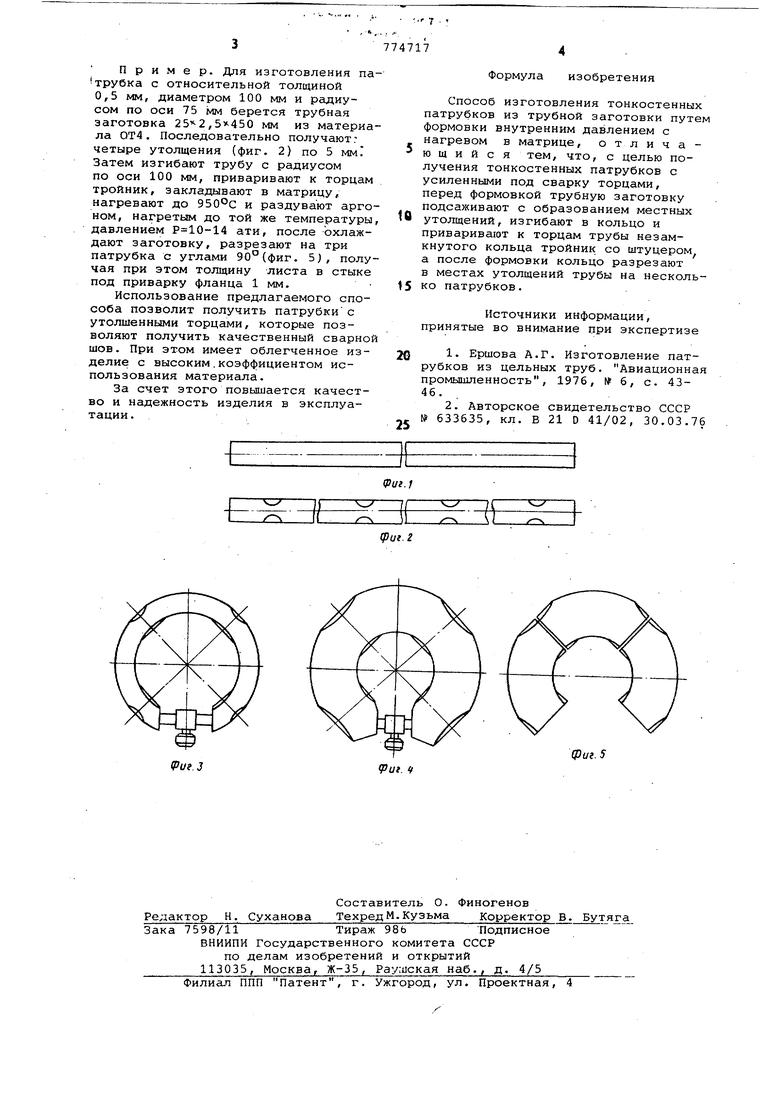
На фиг. 1 показана трубная заготовка; на фиг. 2 - заготовка с полученными местными утолщениями; на фиг. 3 - заготовка, изогнутая в кольцо с приваренным тройником; на фиг. 4 - заготовка после пневмо15термической формовки; на фиг. 5 разрезка на патрубки под углом 90°.
По предлагаемому способу выполняют обрезку и технологическую подготовку трубной заготовки (фиг. 1), набирают местные утолщения путем осевого сжатия с нагревом отдельных участков трубы (фиг. 2), затем заготовку изгибают в кольцо,
приваривают к торцам тройник (фиг.З) раздувают заготовку газом по матрице в режиме сверхпластичности (фиг. 4 ) после чего кольцо разрезают на 30 три патрубка (фиг. 5).
Пример. Для изготовления патрубка с относительной толщиной 0,5 мм, диаметром 100 мм и радиусом по оси 75 мм берется трубная заготовка 25«-2, мм из материала QT4. Последовательно получают: четыре утолщения (фиг. 2) по 5 мм Затем изгибают трубу с радиусом по оси 100 мм, приваривают к торцам тройник, закладывают в матрицу, нагревают до 950°С и раздувают аргоном, нагретым до той же температуры, давлением Р 10-14 ати, после охлаждают заготовку, разрезают на три патрубка с углами 90°(фиг. 5), получая при этом толщину листа в стыке под приварку фланца 1 мм.
Использование предлагаемого способа позволит получить патрубки с утолщенными торцами, которые позволяют получить качественный сварной шов. При этом имеет облегченное изделие с высоким.коэффициентом использования материала.
За счет этого повышается качество и надежность изделия в эксплуатации .
Формула изобретения
Способ изготовления тонкостенных патрубков из трубной заготовки путем формовки внутренним давлением с нагревом в матрице, отличающийся тем, что, с целью получения тонкостенных патрубков с усиленными под сварку торцами, перед формовкой трубную заготовку подсаживают с образованием местных утолщений, изгибают в кольцо и приваривают к торцам трубы незамкнутого кольца тройник со штуцером, а после формовки кольцо разрезают в местах утолщений трубы на несколько патрубков.
Источники информации, принятые во внимание при экспертизе
1. Ершова А.Г. Изготовление патрубков из цельных труб. Авиационная промышленность, 1976, № б, с. 4346.
2. Авторское свидетельство СССР
№ 633635, кл. В 21 D 41/02, 30.03.76
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных отводов с фланцами | 1978 |
|
SU778858A1 |
| Способ изготовления полых осесимметричных тонкостенных изделий | 1984 |
|
SU1197761A1 |
| Способ изготовления тонкостенных крутоизогнутых патрубков | 1987 |
|
SU1523226A1 |
| Способ изготовления тонкостенных крутоизогнутых патрубков и штамп для его осуществления | 1987 |
|
SU1449171A1 |
| Штамп для предварительной формовкиТРОйНиКОВ из ТРубНыХ зАгОТОВОК | 1978 |
|
SU837439A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2251462C2 |
| Способ изготовления на трубах кольцевых элементов жесткости | 1986 |
|
SU1368074A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
