Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из труб, и может быть использовано в авиационной и смежных отраслях промышленности.
Цель изобретения - повышение качества изделий путем уменьшения их разностен- йости.
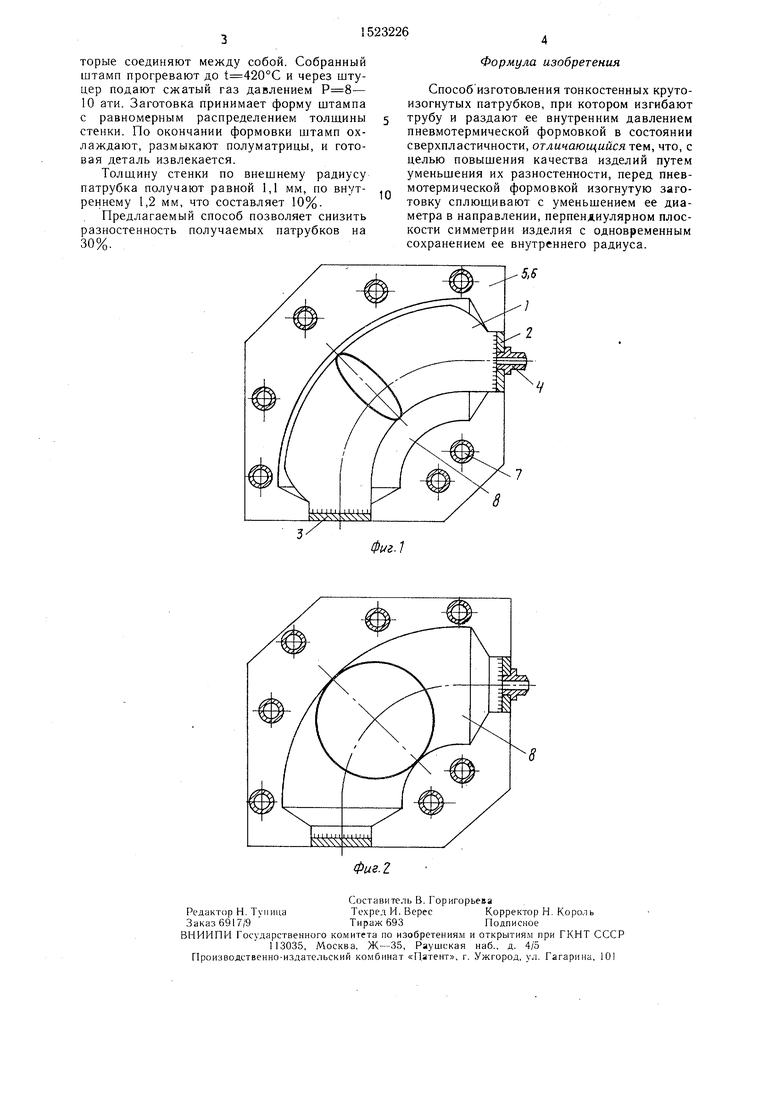
На фиг. 1 показана исходная трубная заготовка (предварительно сплющенная); на фиг. 2 - то же, после формовки.
Заготовку 1 с диаметром, выбранным из конструктивных соображений, изгибают по заданному радиусу по средней линии и сплющивают с уменьшением диаметра в направлении, перпендикулярном плоскости симметрии патрубка, с сохранением внутреннего радиуса.
Затем заготовку 1, собранную с заглушками 2 и 3 и штуцером 4, устанавливают в полуматрицы 5 и 6 и соединяют их между собой. Собранный штамп прогревают встроенными нагревателями 7 до оптимальной температуры проявления сплавом 3ai-o- товки эффекта сверхпластичности. Через штуцер 4 подают сжатый газ заданного давления и осуш,ествляют формовку. Заготовка 1 принимает форм 8. По окончании формовки штамп охлаждают, размыкают полуматрицы 5 и 6, и готовое изделие удаляется.
Пример. Для получения тонкостенного крутоизогнутого патрубка с максимальным 080 мм с толшиной стенки 1,1 мм и радиусом кривизны по осевой линии мм берут трубную заготовку диаметром 50 мм, толшиной стенки 2,0 мм из материала .ЛМгб и предварительно изгибают радиусом по осевой линии мм. Затем к заготовке приваривают заглушки и помеш,ают в штамгь в котором осуществляют сплющивание с уменьшением диаметра в направлении, перпендикулярном плоскости симметрии, с сохранением внутреннего радиуса поверхности мм и с получением наружного до мм. Подготовленную таким образом заготовку устанавливают в полуматрицы, косд
Ю
со
ГчЭ
ьо
О5
торые соединяют между собой. Собранный штамп прогревают до t 420°C и через штуцер подают сжатый газ давлением 10 ати. Заготовка принимает форму штампа с равномерным распределением толщины стенки. По окончании формовки штамп охлаждают, размыкают полуматрицы, и готовая деталь извлекается.
Толщину стенки по внешнему радиусу патрубка получают равной 1,1 мм, по внутреннему 1,2 мм, что составляет 10%.
Предлагаемый способ позволяет снизить разностенность получаемых патрубков на 30%.
Формула изобретения
Способ изготовления тонкостенных крутоизогнутых патрубков, при котором изгибают трубу и раздают ее внутренним давлением пневмотермической формовкой в состоянии сверхпластичности, отличающийся тем, что, с целью повышения качества изделий путем уменьшения их разностенности, перед пневмотермической формовкой изогнутую заготовку сплющивают с уменьшением ее диаметра в направлении, перпендиулярном плоскости симметрии изделия с одновременным сохранением ее внутреннего радиуса.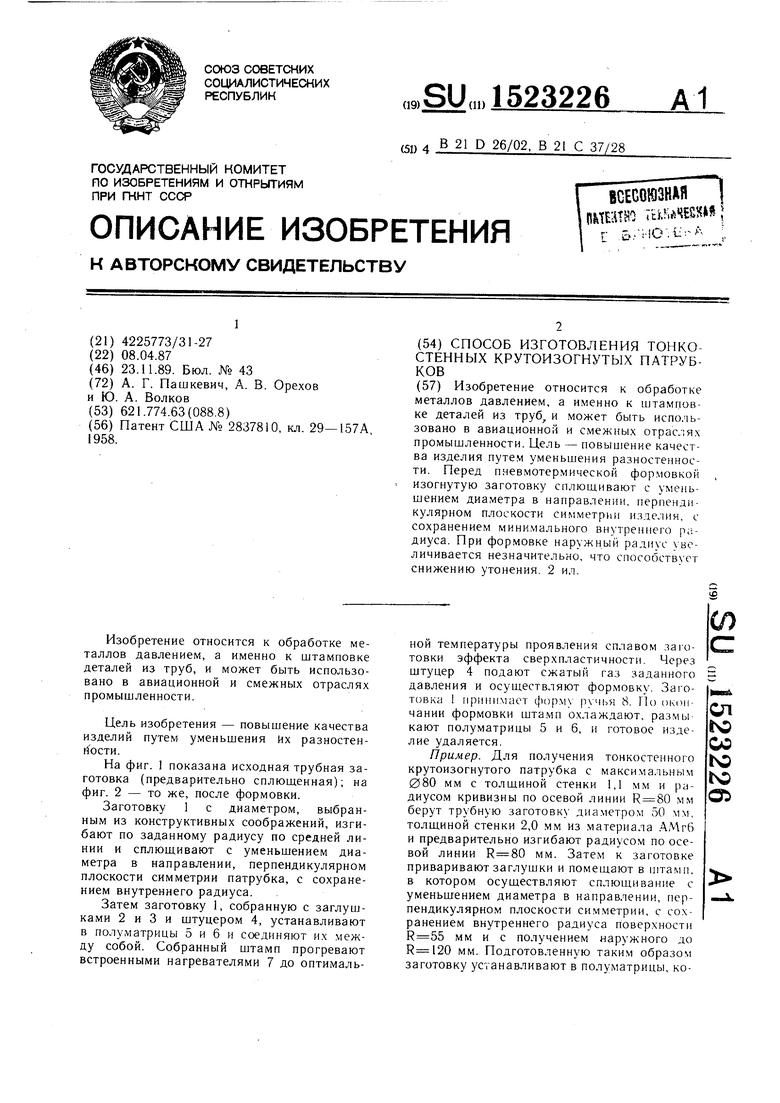
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных крутоизогнутых патрубков и штамп для его осуществления | 1987 |
|
SU1449171A1 |
| СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2534483C1 |
| Способ изготовления тонкостенных крутоизогнутых отводов | 1976 |
|
SU633635A1 |
| Способ изготовления тонкостенных патрубков | 1978 |
|
SU774717A1 |
| Способ изготовления тонкостенных отводов с фланцами | 1978 |
|
SU778858A1 |
| Способ изготовления трубчатых деталей с патрубками | 1985 |
|
SU1276400A1 |
| Способ изготовления полых осесимметричных тонкостенных изделий | 1984 |
|
SU1197761A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Устройство для герметизации торцов полых заготовок при пневмотермической формовке избыточным давлением газа в состоянии сверхпластичности | 1985 |
|
SU1269886A1 |
| Способ изготовления крутоизогнутых отводов из штучных трубчатых заготовок | 1988 |
|
SU1696051A1 |
Изобретение относится к обработке металлов давлением, а именно к штамповке деталей из труб, и может быть использовано в авиационной и смежных отраслях промышленности. Цель - повышение качества изделия путем уменьшения разностенности. Перед пневмотермической формовкой изогнутую заготовку сплющивают с уменьшением диаметра в направлении, перпендикулярном плоскости симметрии изделия, с сохранением минимального внутреннего радиуса. При формовке наружный радиус увеличивается незначительно, что способствует снижению утонения. 2 ил.
.1
| АВАРИЙНАЯ ДИСТИЛЛЯЦИОННАЯ КОЛОННА И ЕЕ ПРИМЕНЕНИЕ | 2021 |
|
RU2837810C2 |
| Солесос | 1922 |
|
SU29A1 |
