Изобретение относится к области обработки металлов давлением, а именно к изготовлению сложных периодиче ских.профилей.5
Известно устройство для иэготовлеНИН арматурной проволоки, в котором для нанесения на проволоку вмятин в четыре линии во взаимно перпендикулярных плоскостях применяются валки, 10 имеющие на поверхности выступы, идущие по всей длине цилиндра валкаLlJ ,
Известно также устройство для изготовления металлических прутков заданного профиля с четырьмя линиями 5 вмятин, которые наносятся двумя парами валков, причем каждый валок имеет выполненные на его поверхности рабочие элементы с выступами, расположенными по всей длине валков на их по- 20 верхности 2. Нанесение периодических профилей осуществляется за 2 операции при возвратно-поступательном движении прутка.
Недостатком известных устройств -25 является конструкция валков, при которой нанесение вмятин в четыре линии возможно лишь при наличии двух пар профилирующих валков, расположенных во взаимно перпендикулярных 30
плоскостях, или же с помощью двух протяжек через одну пару валков с поворотом изделия. Изделия, изготовленные при помощи известных устройств и валков, имеют неодинаковую величину поперечных сечений и, следовательно, неравнопрочны по своей длине.
Целью изобретения является расширение технологических возможностей и повышение прочностных свойств изделия .
Поставленная цель достигается тем, что рабочие элементы на поверхности валка выполнены в виде клинообразных канавок с углом при вершине клина 110-125, а боковые поверхности клинообразных канавок выполнены гранеными с расположением выступающих граней в шахматном порядке.
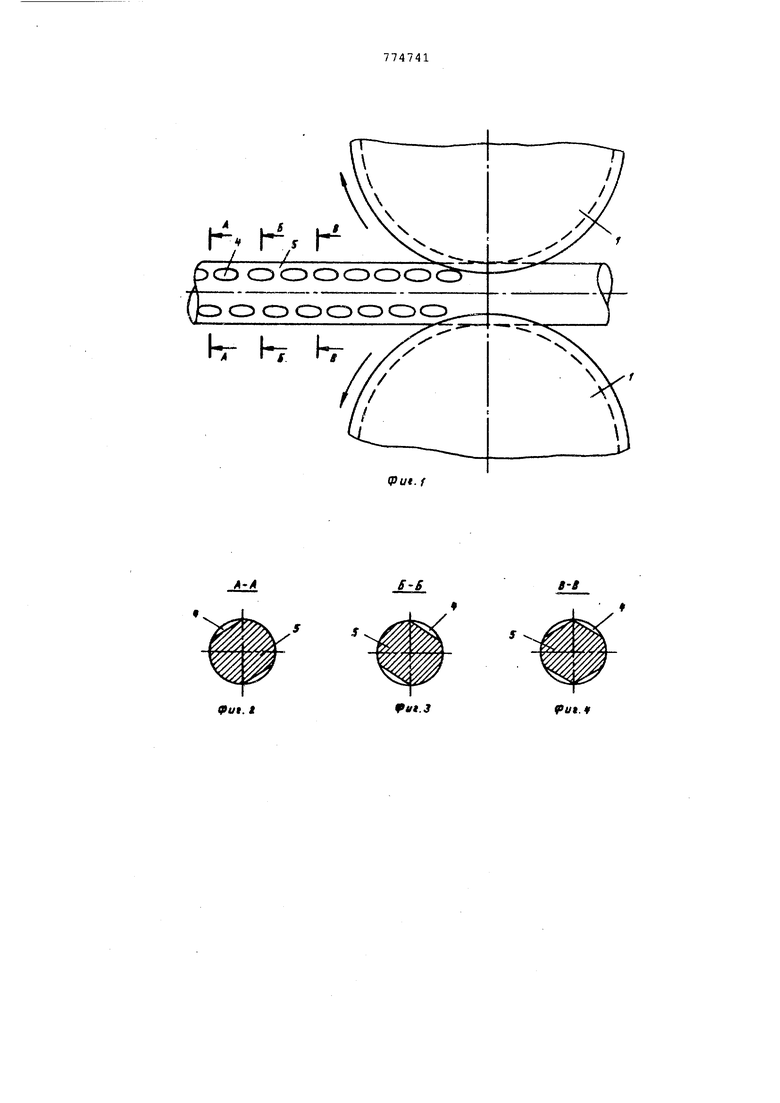
При необходимости на цилиндре может быть выполнено несколько рабочих канавок с одинаковой или различной геометрией выступов, что позволит изготавливать рдновременнр несколькЪ изделий с одинаковым или раэлиГннм периодическим профилем.
Предлагаемые валки для изготовления сложных периодических профилей, например, на круглой проволоке обеспечивают получение на поверхности изделия вмятин, например, цилиндрического очертания, взаимное расположение которых позволяет получить приблизительно одинаковое поперечное сечение изделия по всей его длине,что уменьшает местную концентрацию напряжений в изделии, вызываемую смятием, и повышает его прочность по сравнению с нанесением вмятин известным устройствами. Для этого вмятины в сближенных попарно к противоположным сторонам линиях смещены одна относительно другой, .например, на полшага.
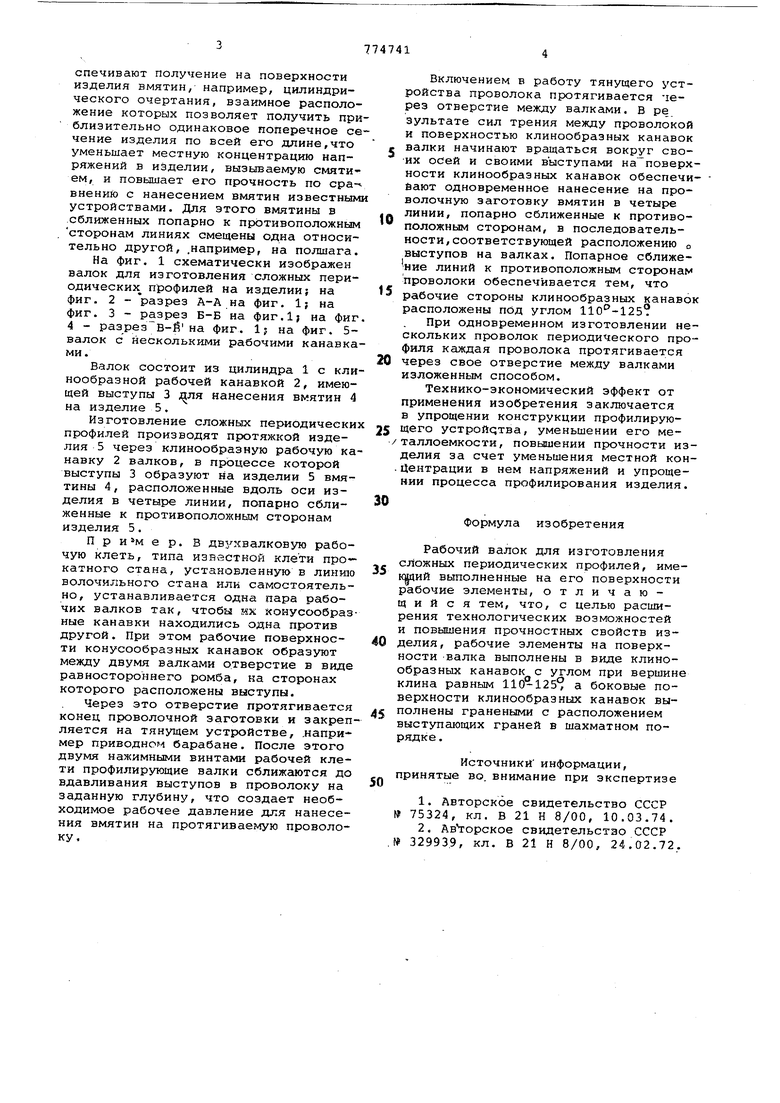
На фиг. 1 схематически изображен валок для изготовления сложных периодических профилей на изделии; на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б иа фиг. на фиг 4 - разрез В-Й на фиг. 1; на фиг. 5валок с несколькими рабочими канавками.
Валок состоит из цилиндра 1 с клинообразной рабочей канавкой 2, имеющей выступы 3 ля нанесения вмятин 4 на изделие 5.
Изготовление сложных периодически профилей производят протяжкой изделия 5 через клинообразную рабочую канавку 2 валков, в процессе которой выступы 3 образуют на изделии 5 вмятины 4, расположенные вдоль оси изделия в четыре линии, попарно сближенные к противоположным сторонам изделия 5.
П р им е р. В двз хвалковую рабочую клеть, типа извv-эcтнoй клети прокатного стана, установленную в линию волочильного стана или самостоятельно, устанавливается одна пара рабочих валков так, чтобы их конусообразные канавки находились одна против другой. При этом рабочие поверхности конусообразных канавок образуют между двумя валками отверстие в виде равностороннего ромба, ка сторонах которого расположены выступы.
Через это отверстие протягивается конец проволочной заготовки и закрепляется на тянущем устройстве, .например приводном барабане. После этого двумя нажимными винтами рабочей клети профилирующие валки сближаются до вдавливания выступов в проволоку на заданную глубину, что создает необходимое рабочее давление для нанесения вмятин на протягиваемую проволоку.
Включением в работу тянущего устройства проволока протягивается через отверстие между валками. В ре зультате сил трения между проволокой и поверхностью клинообразных канавок валки начинают вращаться вокруг своих осей и своими выступами на поверхности клинообразных канавок обеспечийают одновременное нанесение на проволочную заготовку вмятин в четыре линии, попарно сближенные к противоположным сторонам, в последовательности/соответствующей расположению о выступов на валках. Попарное сближение линий к противоположным сторонам проволоки обеспечивается тем, что рабочие стороны клинообразных канавок расположены под углом
При одновременном изготовлении нескольких проволок периодического профиля каждая проволока протягивается через свое отверстие между валками изложенным способом.
Технико-экономический эффект от применения изобретения заключается в упрощении конструкции профилирующего устройдтва, уменьшении его металлоемкости, повышении прочности изделия за счет уменьшения местной кон.Дентрации в нем напряжений и упрощении процесса профилирования изделия.
Формула изобретения
Рабочий валок для изготовления сложных периодических профилей, имекрий выполненные на его поверхности рабочие элементы, отличающийся тем, что, с целью расширения технологических возможностей и повышения прочностных свойств изделия, рабочие элементы на поверхности валка выполнены в виде клинообразных канавок с углом при вершин клина равным 110-125 а боковые поверхности клинообразных канавок выполнены гранеными с расположением выступающих граней в шахматном порядке .
Источники информации, принятые во. внимание при экспертизе
1.Авторское свидетельство СССР № 75324, кл. В 21 Н 8/00, 10.03.74.
2.Авторское свидетельстао СССР , 32993.9, кл. В 21 Н 8/00, 24.02.72
К И. к
CD CD CD CD СЭ CD О)
L- L- UПГ r f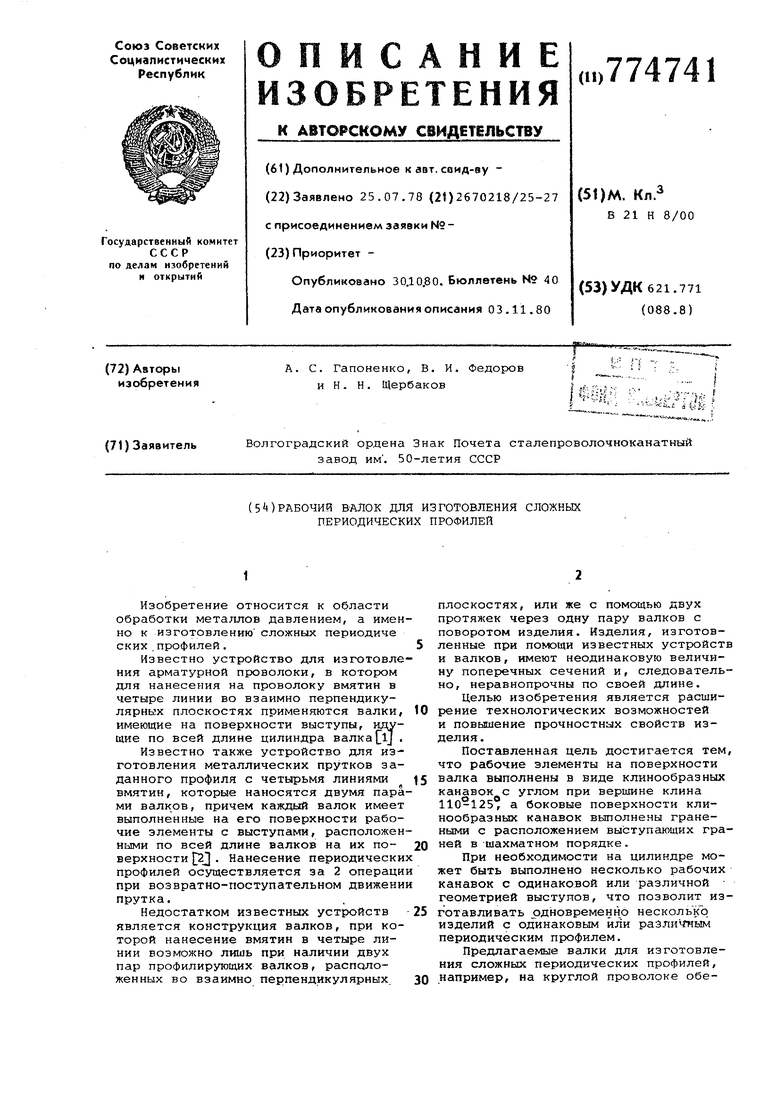
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Устройство для изготовления сложных профилированных листовых деталей | 1990 |
|
SU1793984A3 |
| Валки для изготовления сложных периодических профилей | 1981 |
|
SU965583A1 |
| Валок для холодной обработки давлением листового материала | 1989 |
|
SU1733159A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| КОМПЛЕКТ ПРОФИЛЕГИБОЧНЫХ РАБОЧИХ КЛЕТЕЙ | 2010 |
|
RU2438817C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| Валок для изготовления проволоки периодического профиля | 1992 |
|
SU1819180A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК НА ЭТАПЕ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ И УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300436C2 |
AA
±±.
