Изобретение относится к области обработки металлов давлением, а именно к комплекту рабочих клетей профилегибочных машин, предназначенных для формирования рамочных профилей с комбинированными по форме концевыми полками.
Известен комплект рабочих клетей профилегибочных машин для изготовления U-образных и  -образных рамочных профилей, включающий в себя последовательный ряд спаренных направляющих колонок, закрепленных снизу в опорных плитах, а сверху - в башмаках, на направляющих колонках установлены в подшипниковых узлах с возможностью взаимного продольного перемещения и последующей фиксации нижние и верхние приводные валки с профилированными роликами для каждого из последовательных рядов рабочих клетей.
-образных рамочных профилей, включающий в себя последовательный ряд спаренных направляющих колонок, закрепленных снизу в опорных плитах, а сверху - в башмаках, на направляющих колонках установлены в подшипниковых узлах с возможностью взаимного продольного перемещения и последующей фиксации нижние и верхние приводные валки с профилированными роликами для каждого из последовательных рядов рабочих клетей.
Такой комплект профилегибочных рабочих клетей не обеспечивает формирование рабочих профилей с комбинированными по форме концевыми полками, применяемых в строительных конструкциях (I).
Известен также комплект рабочих клетей профилегибочных машин для изготовления W-, U-образных и других рамочных профилей, включающий в себя последовательный ряд спаренных направляющих колонок, закрепленных снизу в опорных плитах, а сверху - в башмаках, на направляющих колонках установлены в подшипниковых узлах с возможностью взаимного продольного перемещения и последующей фиксации нижние и верхние приводные валки с профилированными роликами для каждой из последовательного ряда рабочих клетей, причем рабочие клети имеют кассетное построение валков с профилированными роликами, а башмаки однономерных рабочих клетей соединены между собой неподвижными стяжками (II).
Однако и в данном комплекте рабочих клетей профилегибочных машин невозможно формирование рамочных профилей с комбинированными по форме концевыми полками, применяемых в строительных конструкциях, устройствах подвесных потолков, профнастилах, фасадных элементах.
Задачей изобретения является создание комплекта рабочих клетей профилегибочных машин, формирующих рамочные профили с комбинированными по форме концевыми полками.
Это достигается тем, что комплект профилегибочных рабочих клетей, устанавливаемый после комплекта рабочих клетей, формирующих рамочный профиль, имеет в своем составе каждую клеть, в которой верхний приводной валок снабжен сдвоенными тянущими роликами, расположенными в средней части, выполненными с поднутрением торцов и развитыми ступицами, на которых шарнирно закреплены внутренними поверхностями ролики-матрицы, имеющие с торца профилированную поверхность и связанные наружной поверхностью с неподвижными стяжками штырьевым элементом, ролики-пуансоны посажены на верхний приводной валок с возможностью их несинхронного вращения относительно приводного валка в непосредственной близости к своему ролику-матрице, имеют на торцевых поверхностях со стороны ролика-матрицы ответную профилированную поверхность, а нижний приводной валок несет в средней части тянущие ролики задающего рамочного профиля, при этом тянущие верхние и нижние ролики контактируют непосредственно между собой или через проставленные между ними разъемные дистанционные втулки, причем ширина их наружных ободов не превышает расстояния между внутренними кромками формируемых концевых полок.
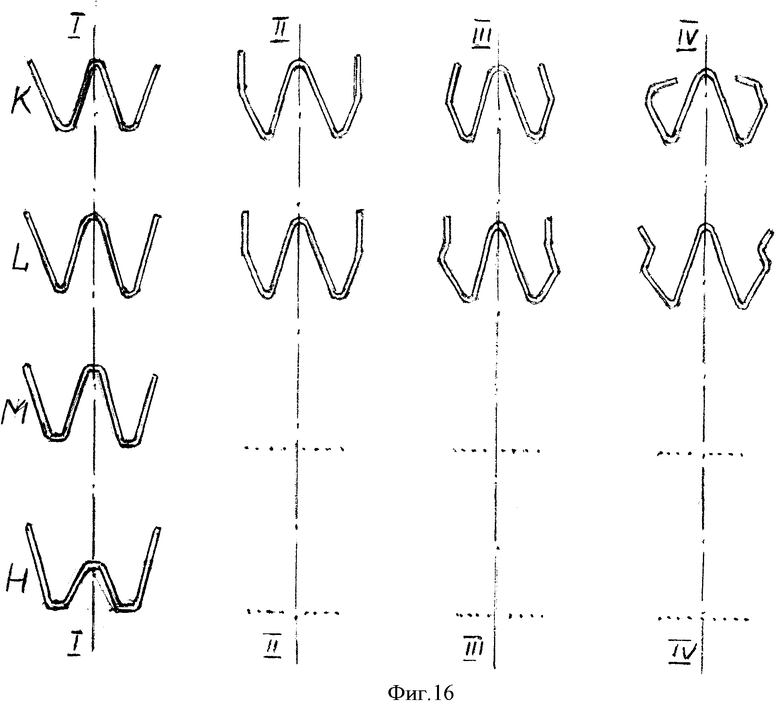
Сказанное выше поясняется чертежами, показывающими устройство и процесс формирования концевых полок, в частности, двух основополагающих форм «А» и «G» для U- и -образных рамочных профилей (см. фиг.1) и основополагающего профиля K-IV для W-образного рамочного профиля (см. фиг.16). Остальные формы концевых полок можно считать производными от указанных форм.
Итак, на фиг.1 изображена возможная в изготовлении комбинация форм концевых полок рамочных профилей U- и -образных.
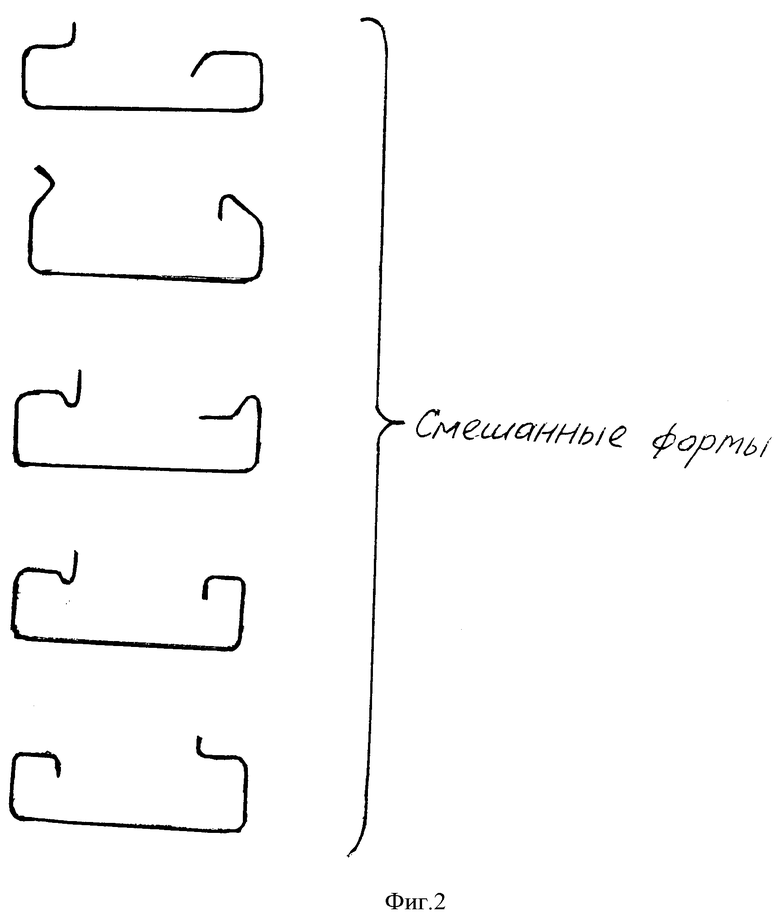
На фиг.2 изображены некоторые возможные совмещения форм концевых полок в одном виде тех же рамочных профилей.
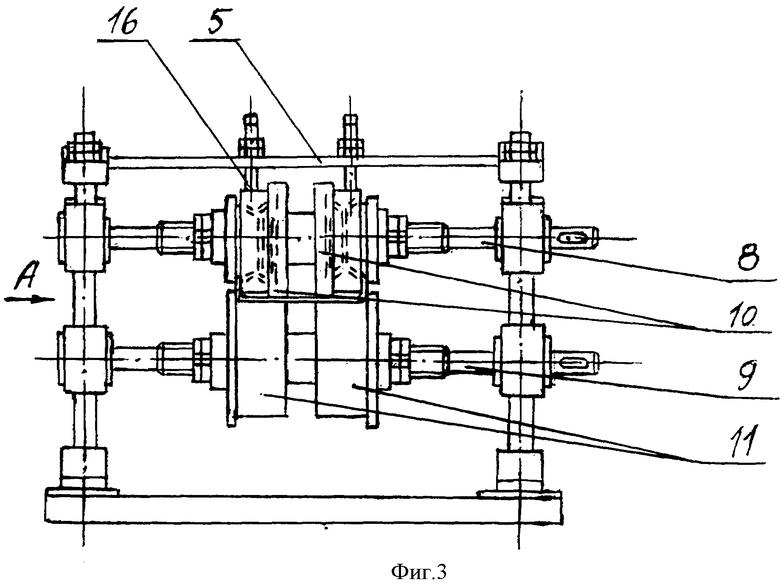
На фиг.3 изображен характерный вид рабочей клети в продольном взгляде.
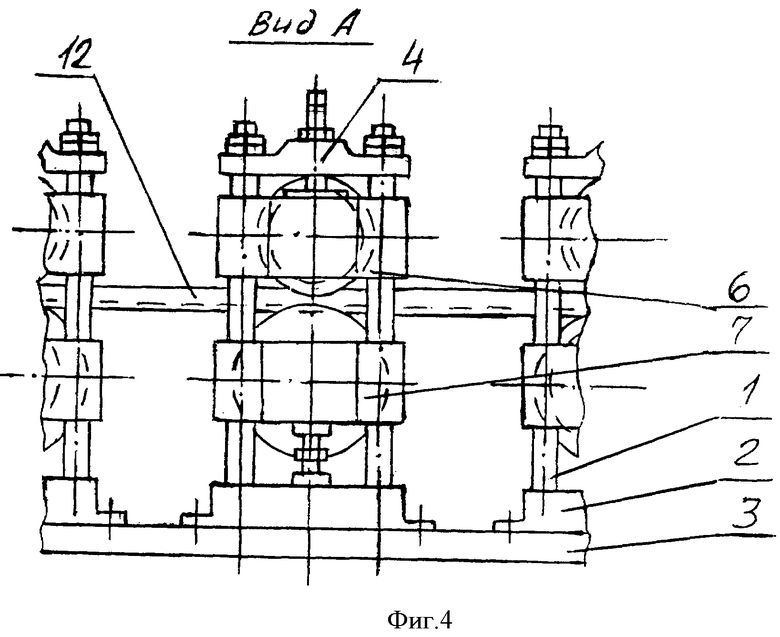
На фиг.4 изображена в поперечном взгляде 1-я рабочая клеть из последовательного ряда комплекта рабочих клетей.
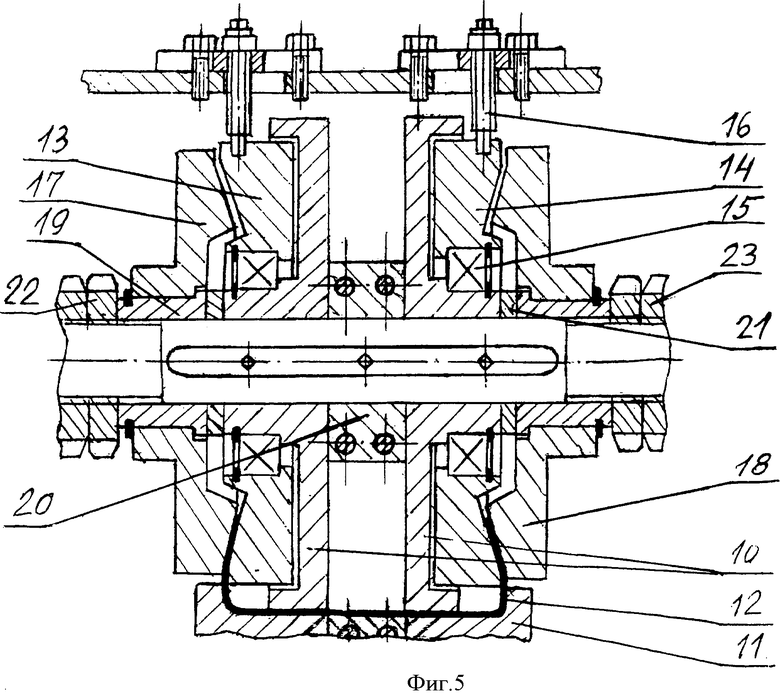
На фиг.5 показано внутреннее взаиморасположение основных составных частей при наличии разъемных дистанционных втулок.
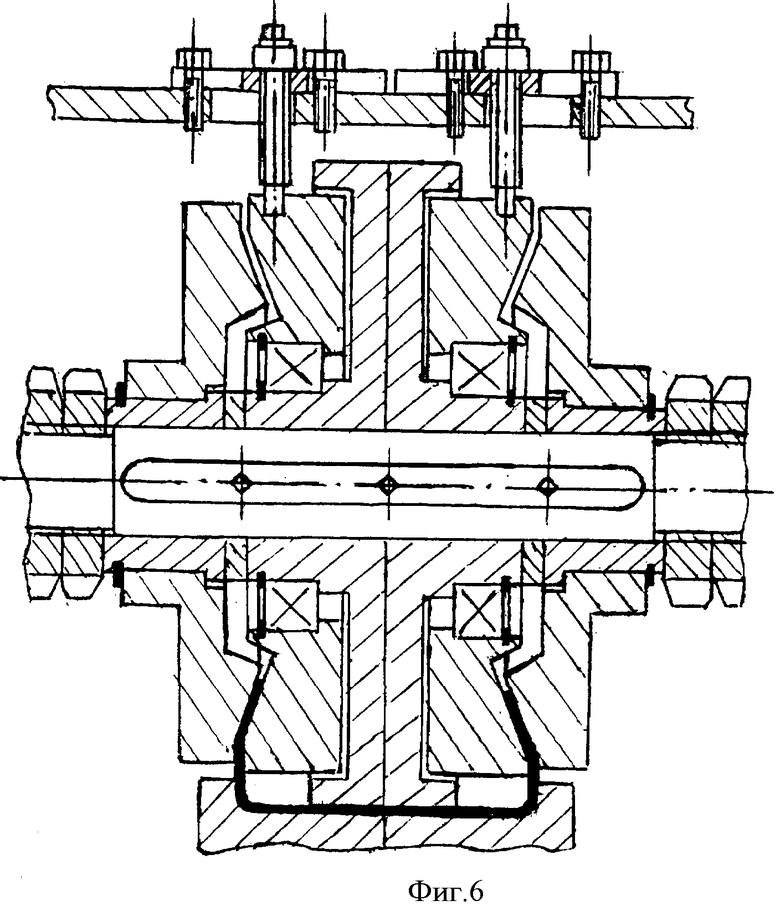
На фиг.6 показано то же взаиморасположение, что и на фиг.5, но без разъемных дистанционных втулок.
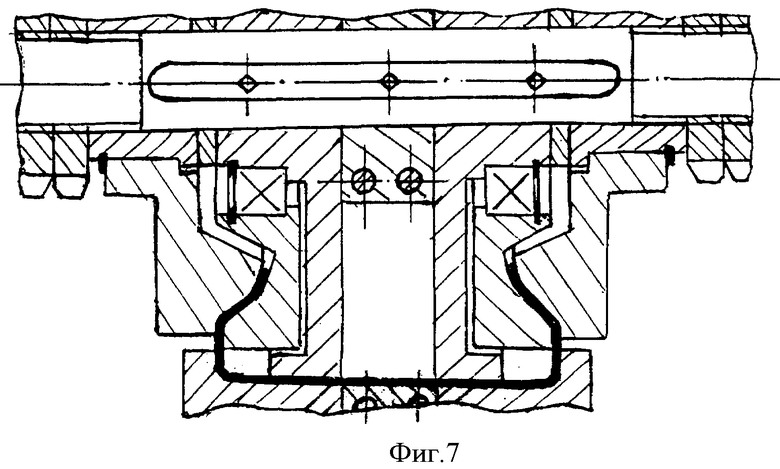
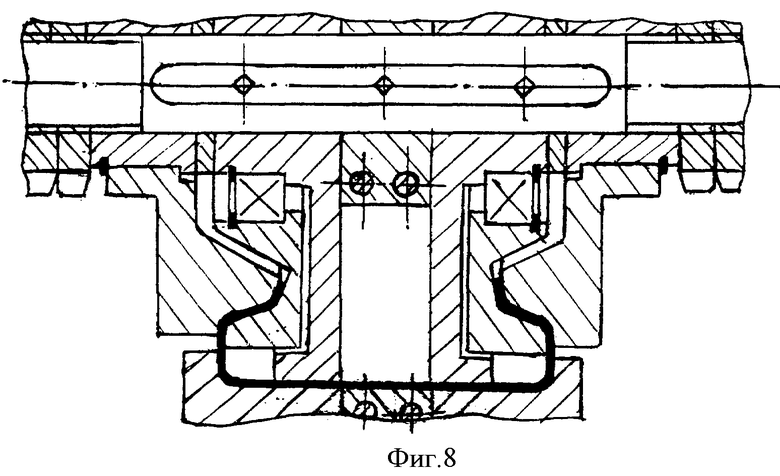
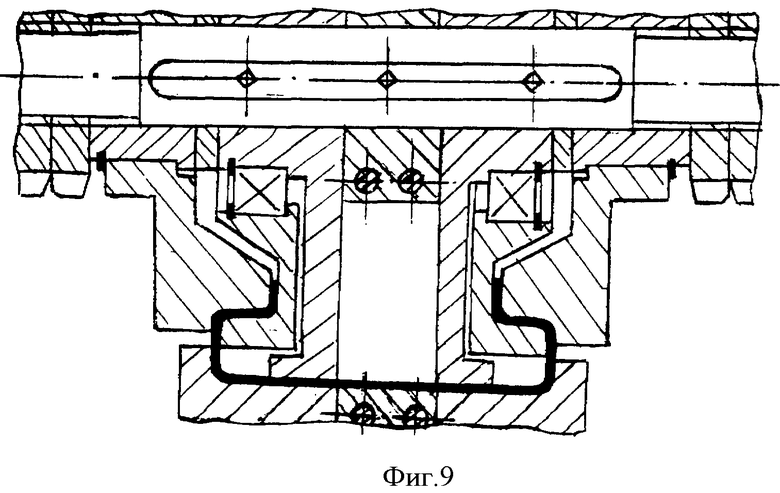
На фиг.7, 8, 9 показан процесс формирования концевых полок формы «А» (см. фиг.1).
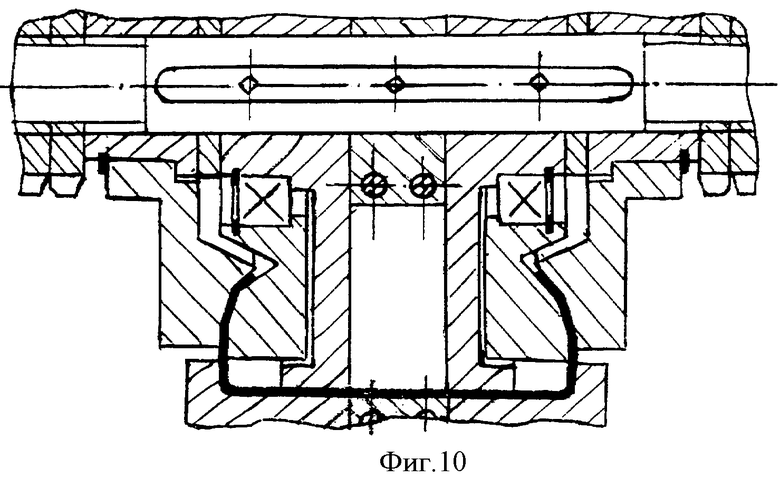
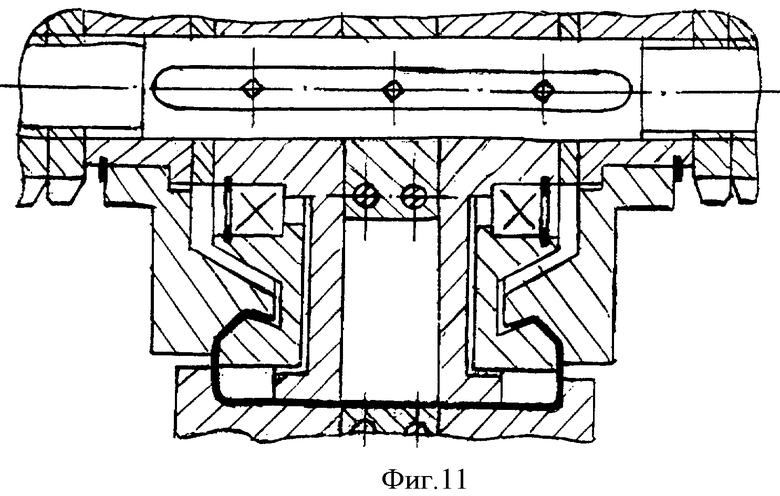
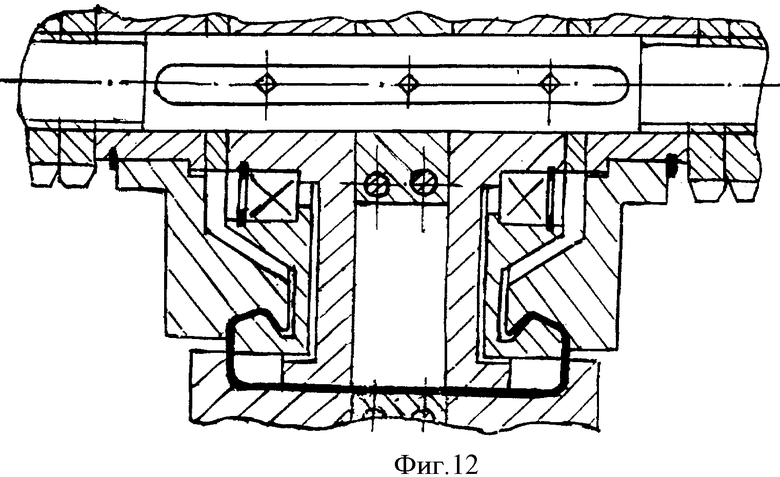
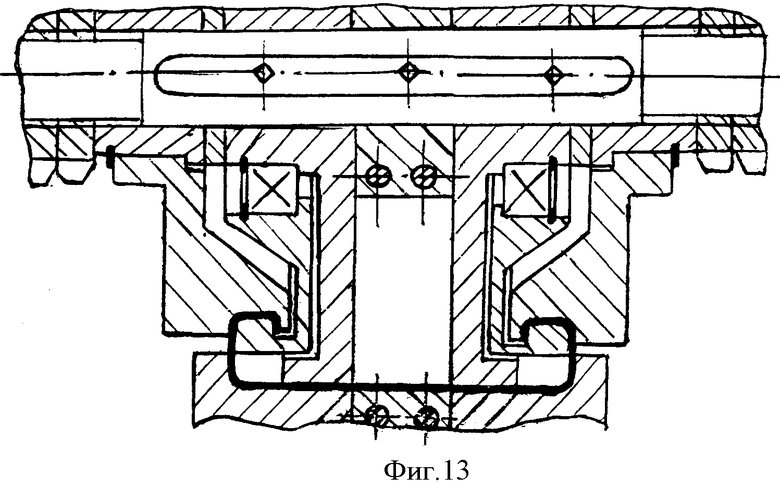
На фиг.10, 11, 12, 13 показан процесс формирования концевых полок формы «G» как наиболее труднодостижимой из всех представленных форм на фиг.1 и 2.
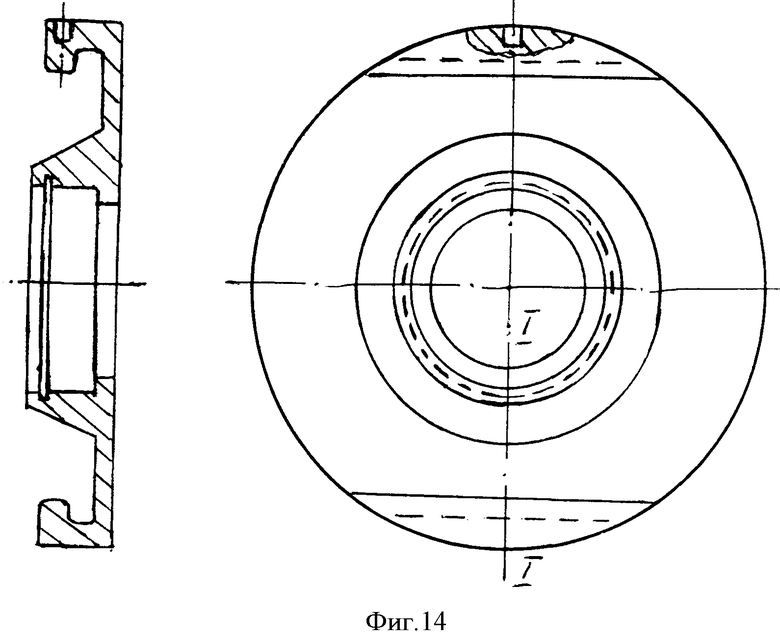
На фиг.14 представлено в прямоугольных проекциях устройство ролика-матрицы применительно к фиг.13 для определенности в случае формирования концевых полок формы «G» с точки зрения возможности сборки рабочей клети.
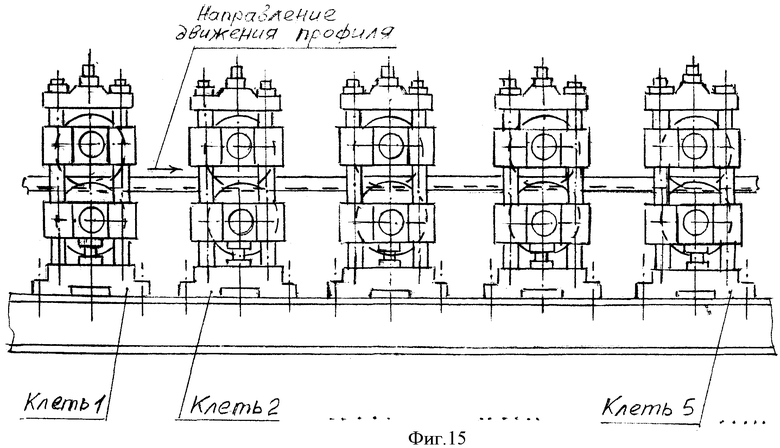
На фиг.15 изображен общий вид предлагаемого комплекта профилегибочных рабочих клетей.
На фиг.16 изображена возможная в изготовлении комбинация форм концевых полок W-образного рамочного профиля.
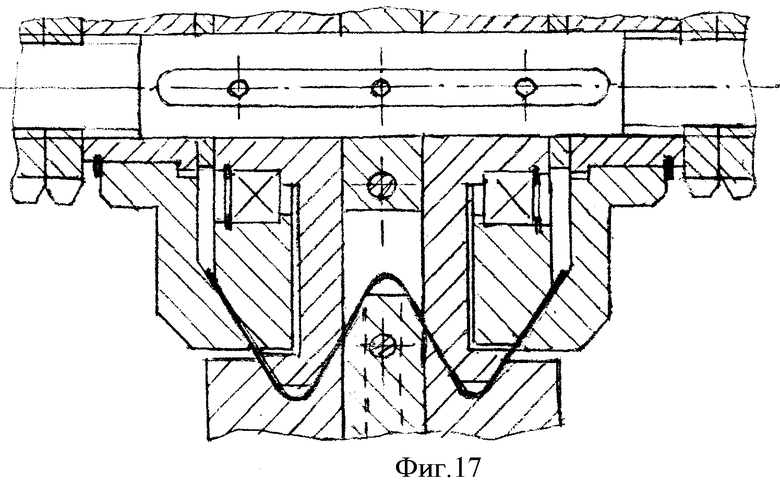
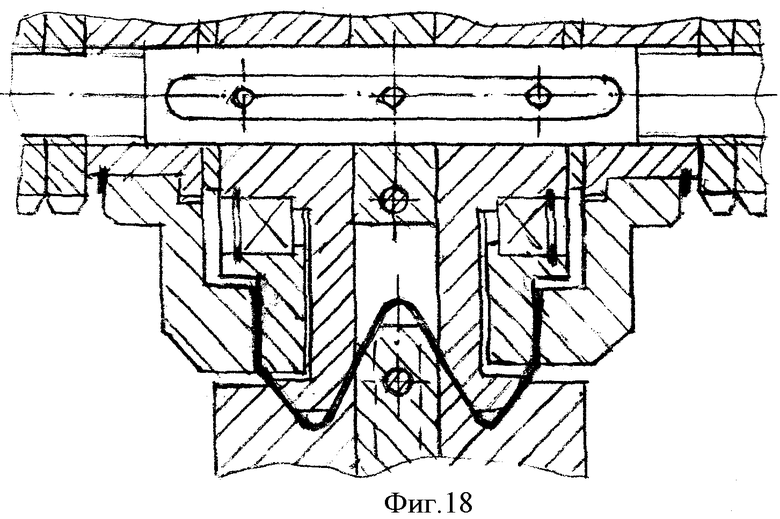
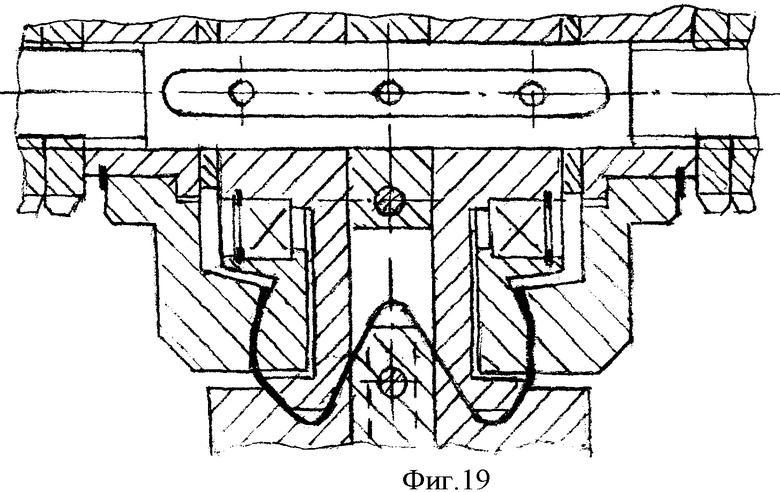
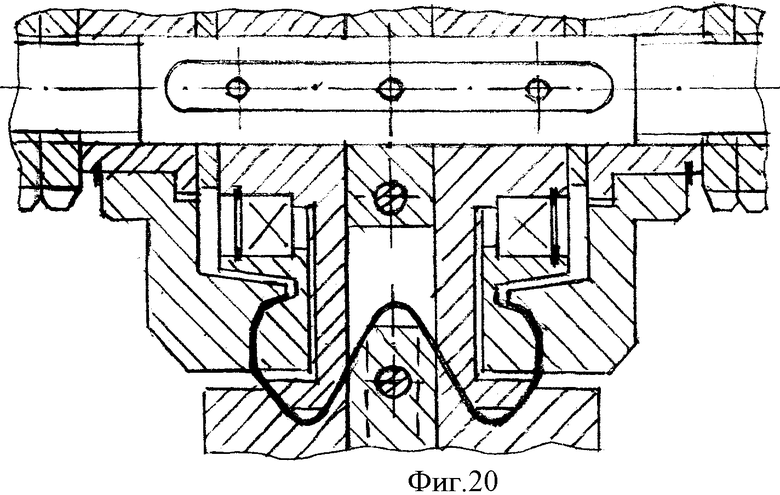
На фиг.17, 18, 19 и 20 показан процесс последовательного образования формы K-IV концевой полки того же профиля как наиболее труднодостижимой.
Предлагаемая конструкция каждой рабочей клети из комплекта профилегибочных рабочих клетей, устанавливаемых после комплекта рабочих клетей, формирующих W-, U- или -образный рамочный профиль, включает в себя спаренные направляющие колонки 1, закрепленные в нижней части на плитах 2 станины 3, сверху направляющие колонки 1 закреплены в башмаках 4. Между собой башмаки 4 в поперечном направлении связаны неподвижной стяжкой 5. На направляющих колонках 1 между плитами 2 и башмаками 3 посажены подшипниковые узлы 6 и 7 таким образом, что имеют возможность под действием регулирующей приложенной нагрузки перемещаться вдоль направляющих колонок 1 и фиксироваться в определенном положении. Подшипниковые узлы 6 и 7 служат опорной частью для верхнего 8 и нижнего 9 приводных валков, на которых расположен необходимый набор профилирующих элементов для концевых полок рамочного профиля, включающий в себя:
- тянущие верхние 10 и нижние 11 ролики, расположенные в средней части, посаженные жестко на приводных валках 8 и 9 и находящиеся постоянно в сцеплении с заготовкой 12 W-, U- или -образного профиля, при этом верхние тянущие ролики 10 выполнены с поднутрением своих торцов и развитыми ступицами, конечная ширина их наружных ободов не превышает расстояния между внутренними кромками формируемых концевых полок;
- ролики-матрицы 13 и 14 с открытой торцевой профилированной поверхностью посажены на шарнирных устройствах 15, в свою очередь, установленных и закрепленных на ступицах тянущих роликов 10, при этом ролики-матрицы 13 и 14 частично перекрывают своим рабочим объемом поднутрения торцов тянущих роликов 10, а частично выступая из-под этого поднутрения, осуществляют жесткую связь посредством штырьевого элемента 16 с неподвижной стяжкой 5;
- ролики-пуансоны 17 и 18, торцевой профилированной поверхностью обращенные к своим роликам-матрицам 13 и 14, имеют возможность несинхронного относительно валка 8 вращения, так как кинематическая связь их выполнена через промежуточную втулку 19;
- разъемные дистанционные втулки 20, учитывающие ширину заготовки 12 W-, U- или -образного профиля, установлены между тянущими роликами 10 и 11;
- кольца 21, учитывающие толщину профилируемого материала заготовки 12, проставлены на валке 8 между ступицами соответствующих роликов-матриц 13 и 14 и роликов-пуансонов 17 и 18;
- гайки 22 и 23 фиксируют весь набор профилирующих элементов на валке 8.
Работа предлагаемого профилегибочного комплекта рабочих клетей начинается с момента прохождения заготовкой 12 W-, U- или -образного профиля через первую рабочую клеть, в которой осуществляется первоначальный подгиб концевых полок (см. фиг.5 или фиг.6, К-II, L-II, М-II, Н-II на фиг.16), а в последующих рабочих клетях - дальнейший последовательный подгиб. Заготовка 12 протягивается тянущими роликами 10 и 11 с определенной скоростью, заданной скоростью формирования W-, U-, -образного профиля. Полки заготовки 12 при этом движении располагаются между профилирующими поверхностями роликов-пуансонов 17 и 18 и роликов-матриц 13 и 14 соответственно. Ролики-матрицы 13 и 14, будучи жестко связанными посредством штырьевого элемента 16 с неподвижной стяжкой 5, остаются сами по себе неподвижными, но в то же время позволяют относительное вращение тянущих роликов 10 за счет шарнирного устройства 15. Их профилированные поверхности, с одной стороны, не препятствуют прохождению выполняемого профиля, а с другой стороны, позволяют осуществить необходимый подгиб концевых полок в осевой части « I-I» (см. фиг.14 для определенности) при сближении с ответной профилирующей поверхностью роликов-пуансонов 17 и 18. Ролики-пуансоны 17 и 18 не имеют жесткой кинематической связи с приводным валком 8, а следовательно, приобретают свою рабочую скорость, несинхронную со скоростью валка 8, не препятствующую движению заготовки 12. Необходимым условием формирования всех форм концевых полок рамочных профилей остается условие, что конечная ширина (с учетом ширины разъемных дистанционных втулок 20) наружных ободов тянущих роликов 10 не должна превышать расстояния между внутренними кромками формируемых концевых полок.
При сборке каждой рабочей клети предварительно на станине 3 закрепляются плиты 2 с направляющими колонками 1 и нижними половинами нижних подшипниковых узлов 7. Сборка необходимых профилирующих элементов на верхнем приводном валке 8 при так называемом кассетном построении валков выполняется в следующем порядке:
а) на приводной валок 8 надвигаются тянущие ролики 10 с установленными и закрепленными ранее на их ступицах шарнирными узлами 15, между тянущими роликами 10 проставляются разъемные дистанционные втулки 20, которые в последующих циклах при смене производственной программы могут или изыматься, или же заменяться другими с необходимыми размерами;
б) далее проставляются на приводном валке 8 кольца 21, учитывающие толщину материала формируемого рамочного профиля;
в) во внутренние посадочные отверстия роликов-пуансонов 17 и 18 вкладываются промежуточные втулки 19, после чего ролики-пуансоны 17 и 18 вдвигаются в торцевые профилированные поверхности своих роликов-матриц 13 и 14;
г) затем весь набор профилирующих элементов фиксируется на приводном валке 8 гайками 22 и 23.
Сборка нижних валков 9, на которых крепятся только тянущие ролики 11 задающего W-, U- или -образного профиля, при так называемом кассетном построении валков не представляет трудности. На концевых участках валков 8 и 9 закрепляются подшипники по месту их установки в подшипниковых узлах 6 и 7. Собранный нижний валок 9 при помощи грузозахватных приспособлений вводится в посадочные места нижних половин подшипниковых узлов 7 и закрепляется верхними половинами подшипниковых узлов 7. Аналогично вводится в посадочные места нижних половин подшипниковых узлов 6 и закрепляется их верхними половинами собранный верхний приводной валок 8. Сборка каждой рабочей клети заканчивается креплением башмаков 4, стяжки 5 и штырьевого элемента 16.
Разборка рабочих клетей выполняется в обратном порядке.
Источники информации
1. Металлопрофилирующее оборудование, каталог №012 за 2002 год компании «Стройпромет», модель профилегибочной машины KS-246A.
2. Профилегибочные линии, проспект (прайс-лист) фирмы «SKET Walzwerkstechnik GmbH», Магдебург, Германия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2001 |
|
RU2227078C2 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано в профилегибочных машинах для формирования с комбинированными по форме концевыми полками рамочных профилей посредством комплекта рабочих клетей, который установлен за комплектом рабочих клетей, формирующих рамочные профили. Каждая клеть содержит спаренные направляющие колонки, закрепленные в нижней части на плитах станины, а в верхней - в башмаках, связанных между собой в поперечном направлении неподвижной стяжкой. Подшипниковые узлы установлены между плитами и башмаками на направляющих колонках с возможностью перемещения вдоль них и последующей фиксации в определенном положении. Установленные в подшипниковых узлах нижний и верхний приводные валки с профилирующими элементами для формирования концевых полок, содержащими верхние и нижние тянущие ролики, расположенные в средней части, жестко посаженные на верхних и нижних приводных валках. Причем верхние тянущие ролики выполнены с поднутрением торцов и развитыми ступицами. Ролики-матрицы с открытой торцевой профилированной поверхностью шарнирно закреплены внутренними поверхностями на ступицах верхних тянущих роликов и жестко связаны штырьевым элементом с неподвижной стяжкой. Ролики-пуансоны посажены на верхний приводной валок с возможностью их несинхронного вращения относительно него, обращены к своему ролику-матрице и имеют на торцевых поверхностях со стороны ролика-матрицы ответную профилированную поверхность. Нижний приводной валок в средней части несет нижние тянущие ролики задающего рамочного профиля. При этом тянущие верхние и нижние ролики контактируют непосредственно между собой или через проставленные между ними разъемные дистанционные втулки. Причем ширина их наружных ободов не превышает расстояние между внутренними кромками формируемых концевых полок. Расширяются технологические возможности. 20 ил.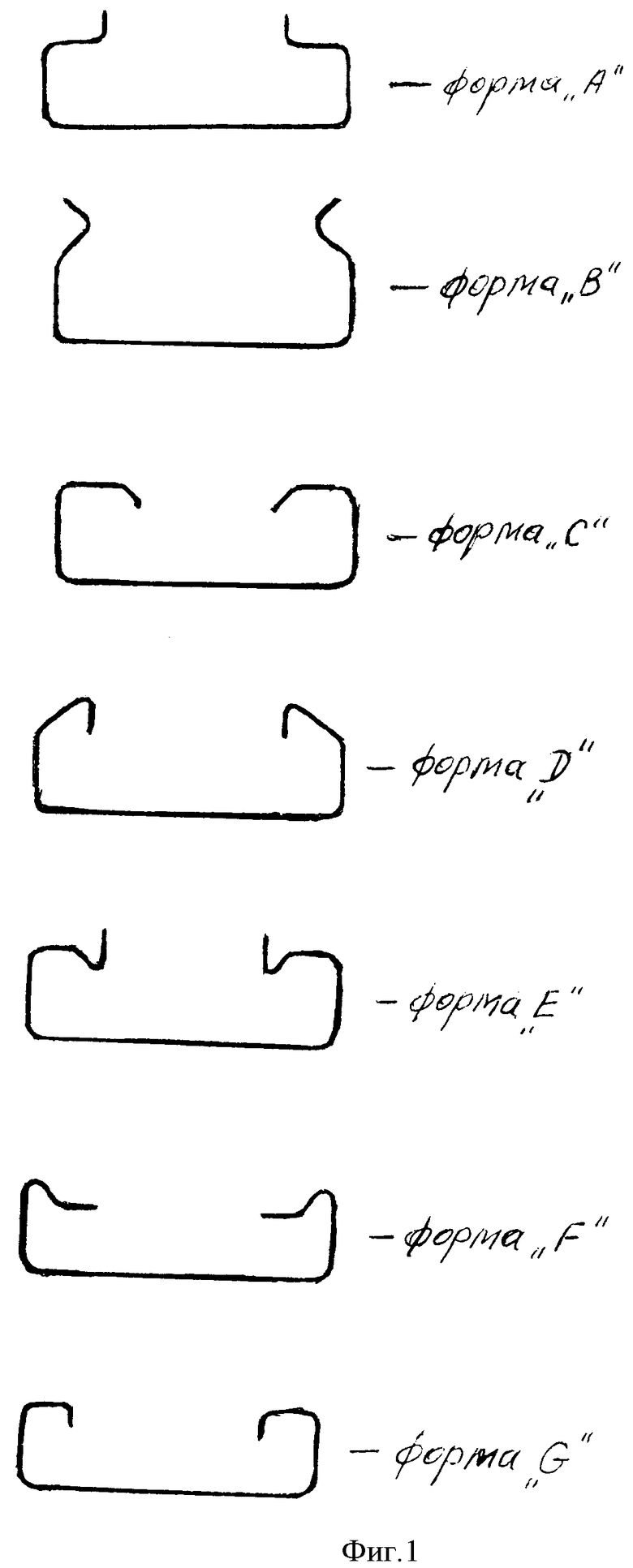
Комплект рабочих клетей профилегибочной машины, установленный после комплекта рабочих клетей, формирующих рамочные профили, и формирующий комбинированные по форме концевые полки рамочных профилей, каждая клеть которого содержит спаренные направляющие колонки, закрепленные в нижней части на плитах станины, а в верхней - в башмаках, связанных между собой в поперечном направлении неподвижной стяжкой, подшипниковые узлы, установленные между плитами и башмаками на направляющих колонках с возможностью перемещения вдоль них и последующей фиксации в определенном положении, установленные в подшипниковых узлах нижний и верхний приводные валки с профилирующими элементами для формирования концевых полок, содержащими верхние и нижние тянущие ролики, расположенные в средней части, жестко посаженные на верхних и нижних приводных валках, причем верхние тянущие ролики выполнены с поднутрением торцов и развитыми ступицами, ролики-матрицы с открытой торцевой профилированной поверхностью, шарнирно закрепленные внутренними поверхностями на ступицах верхних тянущих роликов и жестко связанные штырьевым элементом с неподвижной стяжкой, ролики-пуансоны, посаженные на верхний приводной валок с возможностью их несинхронного вращения относительно него, обращенные к своему ролику-матрице и имеющие на торцевых поверхностях со стороны ролика-матрицы ответную профилированную поверхность, нижний приводной валок в средней части несет нижние тянущие ролики задающего рамочного профиля, при этом тянущие верхние и нижние ролики контактируют непосредственно между собой или через проставленные между ними разъемные дистанционные втулки, причем ширина их наружных ободов не превышает расстояния между внутренними кромками формируемых концевых полок.
| Способ изготовления полузамкнутых профилей | 1990 |
|
SU1750777A1 |
| Рабочая клеть профилегибочного стана | 1987 |
|
SU1590155A1 |
| RU 2062155 С1, 20.06.1996 | |||
| US 4176539 А, 04.12.1979. | |||

