Изобретение относится к области обработки металлов давлением и может быть использовано для подачи шту чных заготовок на вальцовку в ковочные вальцы. Известно устройство для подачи заготовок в ковочные вальцы, обеспечивающие ввод заготовок в валки и вывод заготовок при вальцовке на се бя til. Привод этого устройства синхронизирован с приводом вреицения рабочих валков. Базирование заготовки производится по ее торцу, расположен ному со стороны выхода из валков при вальцовке. Данные устройства могут применять сялишь в тех случаях, когда длина катающей окружности валков значитель но превышает длину отвальцованной по ковки и базовый торец заготовки не подвергается деформированию в процес се вальцовки. Известно устройство для подачи заготовок в непрерывно вращающиеся валки, содержащее приемный стол и толкающий механизм, кинематически связанный с приводомр. В тех случаях, когда заготовка имеет значительные колебания по длине, а также переменное по длине сечение (например, заготовки, полученные разрезкой периодического проката со значительным колебанием периода) , использование этого устройства вызывает значительное смещение контура заготовки относительно гравюры на валках. Кроме того, жесткая связь между приводом валков и подающим устройством позволяет вести подачу заготовок только из магазина. Работа с заготовками, поступающими непосредственно из нагревательной установки, цикл которой не кратен циклу подающего устройства, возможна лишь при наличии специального перепускного механизма. Без этого механизма вальцовка заготовки будет идти не от заданной базы. Целью изобретения является обеспечение совпадения гравюры валков с фигурным контуром исходной заготовки, имеющей существенные колебания длины. Поставленная цель достигается тем, что устройство снабжено предварительным упором и двумя управляющими кулачками, жестко закрепленными на осях валков, предварительный упор
выполнен в виде двуплечего рычага с осью, параллельной оси валков, установленного -с возможностью взаимодействия одним плечом с первым управляющим кулачком,а вторым - с заготовкой, а толкающий механизм выполнен в виде цилиндра с полым штоком, расположенного внутри штока подпружиненного толкателя и фиксирующего упора в виде двуплечего рычага,закрепленного на штоке с возможностью взаимодействия одним плечом с толкателем, а другим - со вторым управляющим кулачком.
Внутри штока цилиндра расположены подпружиненный толкатель и закрепленный на рычаг, фиксирующий относительное положение штока при контактировании рычага через промежуточные детали с кулачком.
Устройство должно подавать на вальцовку заготовки, поступающие непосредственно из нагревательного устройства, цикл которого может быть не кратен циклу вальцов. Последнее требование важно для тонких заготовок, быстро остывающих на воздухе.
Предлагаемое устройство осуществляет совпадение -соответствующих участков заготовки и гравюры валков, обеспечивающее заданную деформацию в каждом сечении.
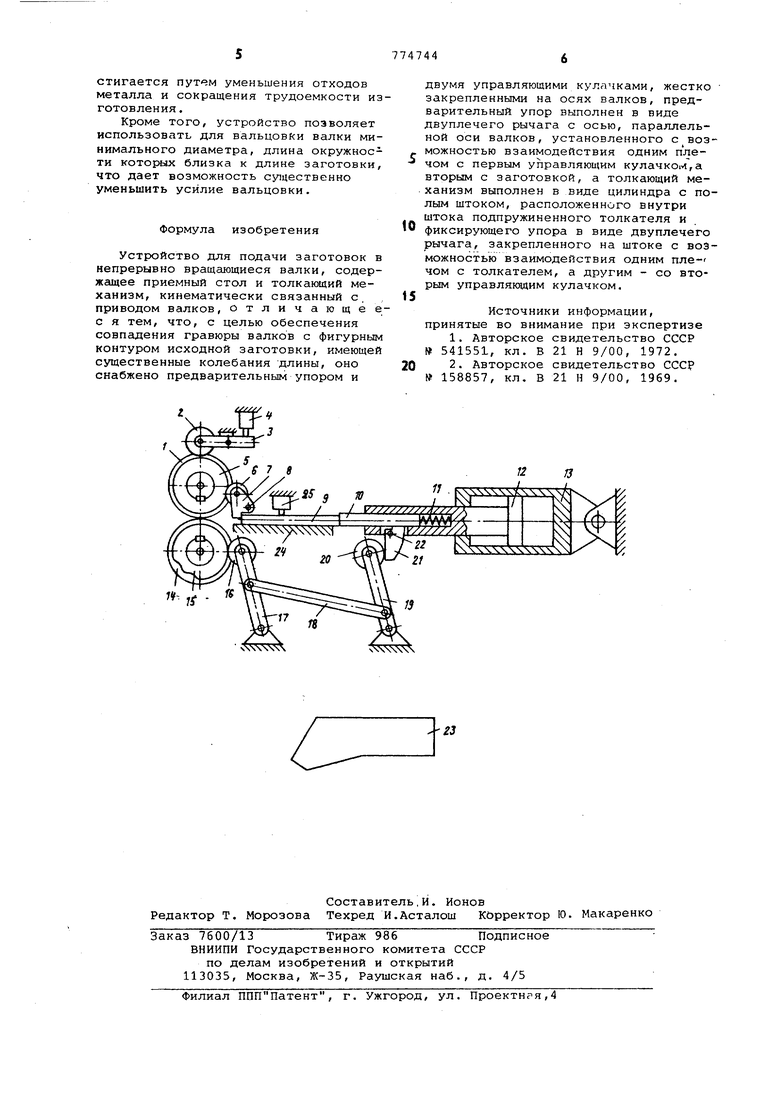
На чертеже приведено предлагаемое устройство.
Устройство содержит верхний при - водной валок 1 ковочных вальцов, ролик 2, свободно вращающийся вокруг оси, закрепленной в рычаге 3, шарнирно закрепленном на станине вальцов; датчик 4 угла поворота валков, представляющий собой обычный путевой конечный выключатель типа ВПК 2111 У2(ГОСТ 18147-72).закрепленный на станине ковочных вальцов; кулачок 5, закрепленный на одной оси с верхним валком 1 ковочных вальцов; ролик 6, свободно вращающийся вокруг оси, закрепленной в предварительном упоре 7, который может свободно вращаться вокруг оси 8, закрепленной на станине ковочных Jaльцoв; заготовка 9; толкатель 10, подпираемый пружиной 11 и имеющий возможность перемещатьс внутри штока 12 цилиндра 13, шарнирно закрепленного на станине ковочных вальцов; нижний приводной валок 14 ковочных вальцов; кулачок 15, закрепленный на оси нижнего приводного валка ковочных вальцов; ролик 16, свободно .вращающийся на оси, закрепленной в рычаге 17, последний может вращаться вокруг оси, закрепленной на станине ковочных вальцов; рычаг 1-8, шарнирно связанный с рычагами 17 и 19,причем последний расположен на оси, закрепленной на станине ковочных вальцов; ролик 20, имеющий возможность вращаться вокруг оси,закрепленной в рычаге 19; фиксирующий
рычаг 21, имеющий возможность вращаться вокруг оси 22, закрепленной в штоке 12 цилиндра 13; заготовка 23 лемеха, вырубленная из полосы периодического проката по ГОСТ12492-67; приемный стол 24, закрепленный на ,станине ковочных вальцов;, датчик 25. наличия заготовки на приемном столе в виде обычного путевого конечного выключателя типа ВПК 2111 У2, закрепленный на станине ковочных вальцов (гост 18147-72).
Устройство работает следующим об разом.
В исходном положении предварительный упор 7 опущен,препятствуя попаданию заготовки в зону вальцовки, а шток 12 цилиндра 13 отведен в заднее положение. После того, как заготовка 9 попадает на приемный стол 24 вальцов, срабатывает конечный выключател 25 и включается автоматический цикл устройства. Непрерывно вращающиеся валки 1 и 14 в заданное положение, и кулачок 5 через ролик 2 и рычаг 3 нажимает на датчик 4, которы дает команду на подачу сжатого воз- духа(или жидкости под давлением)в правую полость цилиндра 13. Шток 12 -начинает двигаться вперед и через пружину 11 и толкатель 10 поджимает переднюю часть заготовки 9 к предварительному упору 7. При дальнейшем движении штока 12 вперед фиксирующий рычаг 21 упирается в ролик 20 рычажной системы 19,18,17 и поворачивается вокруг оси 22, закрепленной в шуоке 12,фиксируя относительное положение толкателя 10 и штока 12.После поворота валков на заданный угол ку.лачок 5 через ролик 6 поворачивает предварительный упор 7 вокруг оси 8, открывая доступ заготовки 9 в рабочее пространство вальцов. При дальнейшем вращении валков кулачок 15 дает возможность системе рычагов 17, 18,19 сместиться вперед, благодаря чему шток 12 вместе с зафиксированным относительно него толкателем, 10 движется вперед, заталкивая заготовк в рабочее пространство вальцов. Давление воздуха(если жидкости, то производительность гидронасоса)выбирается таким, чтобы обеспечить силовой контакт между роликом 20 и фиксирующим рычагом 21 во время подачи заготовки в рабочее пространство вальцов .
Предлагаемое устройство дает возможность осуществить автоматическую вальцовку заготовок, полученных разрезкой полос периодического проката и имеющих существенные колебания длины. Использование таких заготовок дл вальцовки, например лемехов с лезвиями, не нуждающихся в последующей обработке, дает экономический эффект не менее 200 тыс.руб. на одни ковочные вальцы. Экономический эффект достирается путем уменьшения отходов металла и сокращения трудоемкости изготовления.
Кроме того, устройство позволяет использовать для вальцовки валки минимального диаметра, длина окружности KOTOpfcix близка к длине заготовки, что дает возможность существенно уменьшить усилие вальцовки.
Формула изобретения
Устройство для подачи заготовок в непрерывно вращгшэщиеся валки, содержгицее приемный стол и толкающий механизм, кинематически связанный с, приводом валков, отличающеес я тем, что, с целью обеспечения совпадения гравюры валков с фигурным контуром исходной заготовки, имеющей существенные колебания цлины, оно снабжено предварительным упором и
Т
двумя управляющими кулачками, жестко закрепленными на осях валков, предварительный упор выполнен в виде двуплечего рычага с осью, параллельной оси валков, установленного с возможностью взаимодействия одним плечом с первым управляющим кулачком,а вторым с заготовкой, а толкающий механизм выполнен в виде цилиндра с полым штоком, расположенного внутри штока подпружиненного толкателя и фиксирующего упора в виде двуплечего рычага, закрепленного на штоке с возможностью взаимодействия одним плечом с толкателем, а другим - со вторым управляющим кулачком.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 541551, кл. В 21 Н 9/00, 1972.
2.Авторское свидетельство СССР 158857, кл. В 21 Н 9/00, 1969.
12 J3
/,
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор к ковочным вальцам | 1984 |
|
SU1253705A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| Манипулятор ковочных вальцов | 1990 |
|
SU1756012A1 |
| Многоручьевые одноклетьевые ковочные вальцы | 1978 |
|
SU780939A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Устройство для поперечно-клиновой вальцовки | 1978 |
|
SU766725A1 |
-гз
