Изобретение о±носится к кузнечнопрессовЬму оборудованию, наиболее целесообразно его использовать для автоматизации многоперехбдной вальцовки тяжелых длинномерных заготовок Известны автоматические одноклетьевые ковочные вальцы, содержащие штампы с последовательно расположенными ручьями, на которых можно осуществлять многопереходную вальцовку длинномерных заготовок. В указанных вальцах сопровождение заготовки при прямом зсоде, кантовка ее на шаг валь цовки и подача в следующий ручей,а также возврат во время холостого хода валков осуществляется манипулятором Щ I Недостатками описанной конструкции являются сложность конструктивного выполнения манипулятора и средств автоматизации, невозможность вальцовки заготовки по всей длине из-за необходимости захвата ее клещами манипулятора а также возможност изгиба заготовки под собственным весом при вальцовке тяжелых длинномерных заготовок. Наиболее близкими по конструкции являются одноклетьевые многоручьевыё ковочные вальцы для прокатки тяжелых длинномерных заготовок, содержащие рабочие валки с закрепленными на них секторными штампами и привод возвратно-вращатёльногО движения, причем захватная часть каждого последующего ручья расположена со смещением на 180 по периферии штампа от захватной части предыдущего ручья. Это исключает, холостые хода и повышает производительность труда более чем в два раза 23 . Цель изобретения - повышение производительности и улучшение качества обработки тяжелых длинномерных заготовок вследствие исключения прогиба под с обственным весом. Поставленная цель достигается тем, что пальцы содержащие рабочие всШки с секторными штампаг-ш, у которых захватная часть каждого последующего ручья развернутс1 на 180 и смещена по периферии штампа ofr захватной части предыдущего ручья, и привод возвратно-вращательного движения валков, снабхсёны приводными проводками,смонтированными на выходе каждого, кроме последнего, ручья с возможностью их возвратно-поворотного движения в плоскости, перпендикулярной оси прокатки..
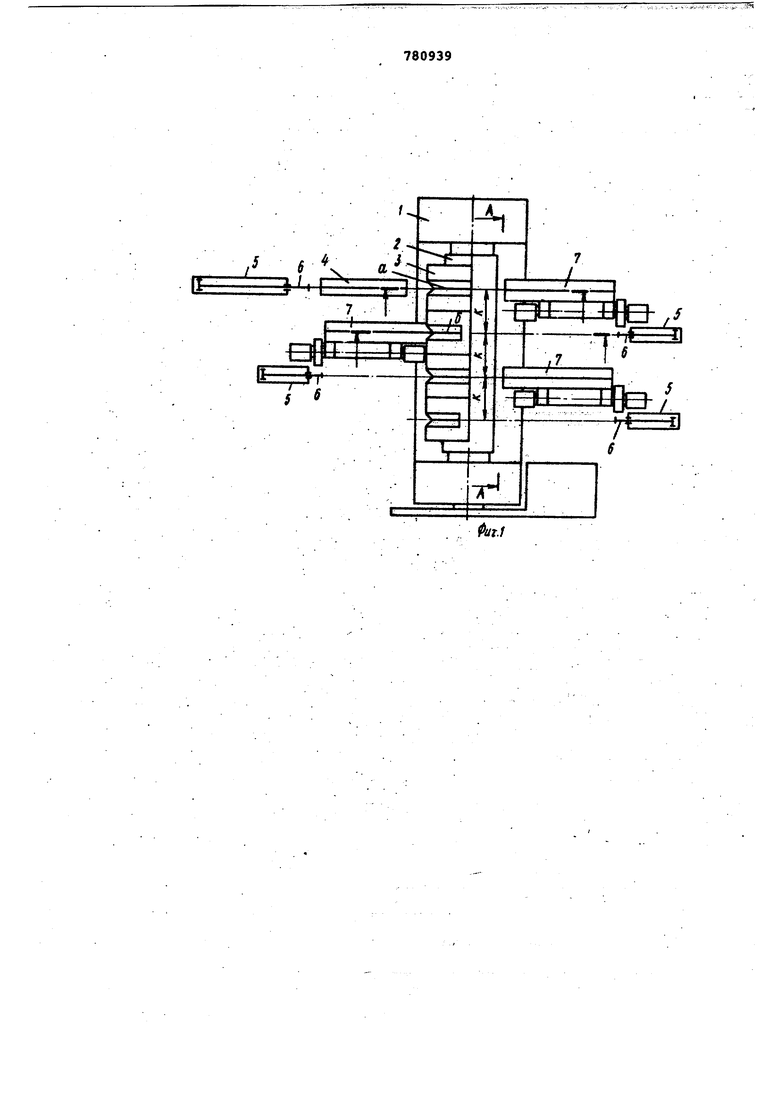
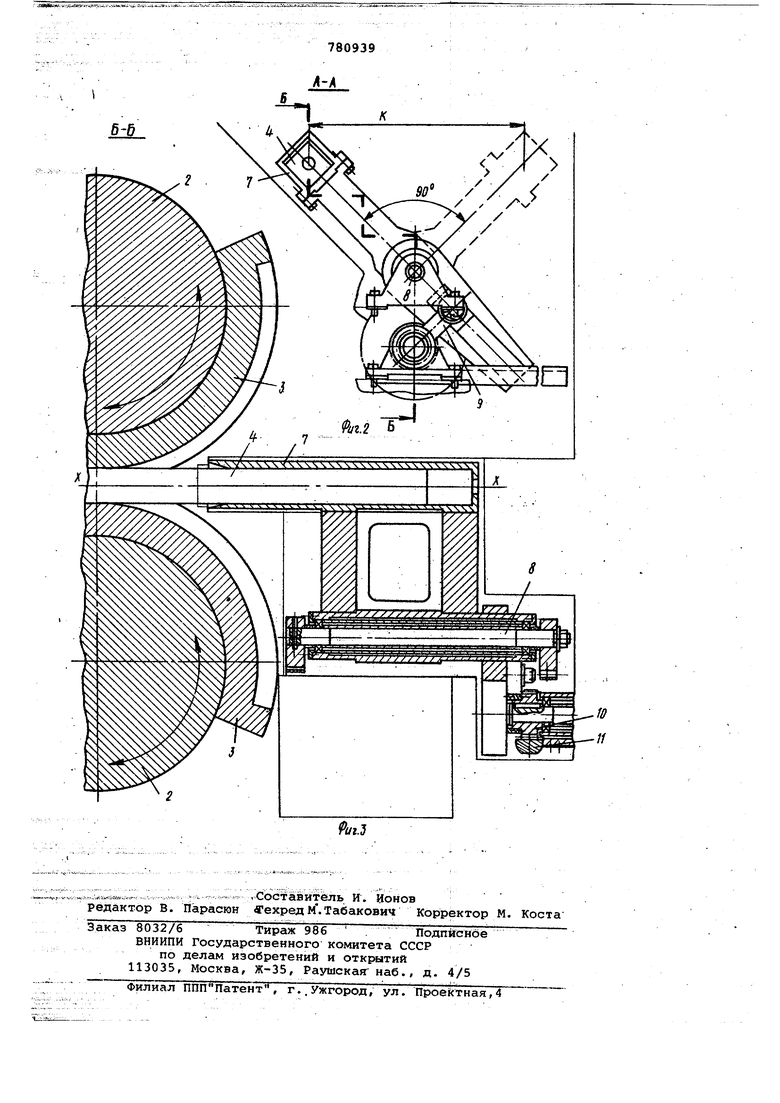
На фиг. 1 показано предлагаемое устройство, вид в плане; на фиг. 2раэрез А-А на фиг. 1 на фиг. 3 раэреэ Б-Б на фиг. 2.
На станине 1 установлена пара рабочих валков 2 с закрепленными на них секторНЕЛии штампами 3, образую 1цими ручьи а, b и т.д. для вальцовки заготовки 4. Штампы 3 спрофилированыи установлены с учетом последовательной поочередной вальцовки в прямом и обратном направлениях, поэтому зона загрузки каждого последующего ручья расположена с противоположной стороны валков 2 по отношению К зоне Загрузки предьщущег ручья. Так, первый ручей загрузкается перемещением заготовки 4 слева направо до упора(на чертеже не показан), а второй - перемещением загов овки справа налево
Для зтой цеЛи перед ручьем на расстоянии большем длины заготовки на станине 1 смонтированы пневмоцилйндры 5, штоки б которых подают заготовку 4 до упора. На выходе каждого kpobie последнего, ручьев штампов на станине 1 установлены проводки 7, смонтированные на осях 8 с возможностью качания на 90 под действием крйвошипно-кулисного механизма 9,связанного через 1аестерню 10 с рейкойпоршнем 11 пневмоциЛиндра(на чертеже не показан). Оси 8 расположены параллельно оси х-х .вальцовки. Угол, качания 90° соответствует переносу заготовки 4 на шаг вальцовки к(фиг.1) с одновременной ее кантовкой на 90.,
многопереходная вальцовка тяжелых длинномерных заготовок на вгшьцах заяьляемой конструкции производится следующим образом. .- ; i
Нагретая заготовка 4 штоком б пневмоцИЛиндра 5 подается до упора пepвoгo ручья а штампов. Включается привод валков 2 и штампами 3 производится вальцовка заготовки 4. По мере выхода отштампованной заготовки 4 из первого ручья она поступает в проводку 7(фиг.З). После поворота штампов на угол вальцовки привод рабочих валков 2 останавливается.Рейка 11 йестерню 10 и кривошипнокулисный механизм 9 поворачивает проводку 7 на оси 8 на угол 90,перемещав заготовку 4 на шаг вальцовки к с одновременной ее кантовкой. Шток 6 следующего пиевмоцилиндра 5 доталкивает заготовку 4 до упора следующего
ручья штампов. Вновь включается привод рабочих валков 2 и заготойка 4 вальцуется во втором ручье в направленни, противоположном вальцовке в первом ручье. По выходе из второго ручья заготовка 4 поступает в очередную проводку 7. Цикл повторяется в соответствии с количеством заданных переходов вальцовки.
Описанная конструкция может быть использована для одновременной вальцовки нескользких заготовок. Благодар наличию П1 6водков заготовка вальцуется по всей длине и не изгибается под собственным весом при транспортировке .
Использование предлагаемых ковочных вальцов повышает производительность труда более чем в два раза. В ряде случаев возможна зкономия ме- талла, так как не требуется дополнительной длины заготовки для ее захвата клещами манипулятора. Ожидаемый экономический эффект от использования одной такой линии при программе .300 тас. рубV штамповок в год составляет 670 тыс.руб. в год.
Формула изобретения
Многоручьевче однокЛетьевые ковочные вальсы для прокатки тяжелых длинномерных заготовок, содержащие рабочие валки с секторными штампами, у Которых захватная часть кгоедого по следующего ручья развернута на 180 и смещена по периферии штампа от захватной части предыдущего ручья, и привод возвратно-вращательного движения валков, о тличающиес я тем, что, с целью повышения производител1 нрсти и улучшения качества изделий путем исключения прогиба,они снабжены приводными проводками,установленными на выходе кгиадого из , кроме последнего, с возможностью их возвратно-поворйтного движения в плоскости, перпендикулярной оси прокатки.
Источники информации, .. принятые во/внимание при экспертизе
1.Патент ФРГ л. 7 Ю 1269087, 1966.
2.Авторское свидетельство СССР по заявке 2664546/27,
КЛ. В 21 Н 8/00, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор к ковочным вальцам | 1984 |
|
SU1253705A1 |
| Манипулятор ковочных вальцов | 1990 |
|
SU1756012A1 |
| Устройство для вальцовки | 1985 |
|
SU1268262A1 |
| Манипулятор ковочных вальцов | 1977 |
|
SU698712A1 |
| Автоматические ковочные вальцы | 1974 |
|
SU541551A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Ковочные вальцы | 1979 |
|
SU871955A1 |
| Автоматический агрегат для прокатки заготовок сверл и других подобных изделий | 1961 |
|
SU148002A1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
| Привод продольного и поперечного перемещения клещей ковочных вальцов | 1986 |
|
SU1430163A1 |