Изобретение относится к области обработки металлов давлением, а именно к устройствам для развальцовки пустотелых заклепок после их уста- 5 яовки в отверстия плат, например, способом вибрации, и может быть использовано в радиотехнической и приборостроительной промьшшенностях.
Известно устройство для группо- JO вой клепки развальцовкой пустотелых заклепок, содержащее смонтированный на основании и шарнирно связанный с силовым приводом механизм развальцовки в виде параллельно расположен- j ных плоских пуансонодержателей с paз мещенными в них сроено развальцовочными- пуансонами
Однако известное устройство не , обеспечивает требуеьюго качества 20 ки заклепок, так как пуансоны закреплены жестко и не обеспечивается соосность всех пуансонов, а кроме того, не.обеспечивается клепка заклепок на, всей поверхности пластин, размещен- 25 ных в несколько рядов за одну установку.
Целью изобретения является повышение качества клепки заклепок в платах и повышение производительности. зо
Поставленная цель достигается за счет того, что устройство, содержащее смонтированный на основании и шарнирно связанный с силовым приводом механизм развальцовки в виде параллельно расположенных плоских пуансонодержателей с размещенньами в них соосно развальцовочными пуансонами, снабжено поворотной рамкой для размещения в ней пуансонодержателей, шарнирно связанными с основанием попарно симметрично рамке подпружиненными между собой одноплечими рычагами и установленными на них роликами, воздействующими на торцы пуансонов.
В пуансонодержателях ра.змещены втулки, плавающие в радиальном направлении, а пуансоны установлены во втулках с возможностью осевого перемещения .
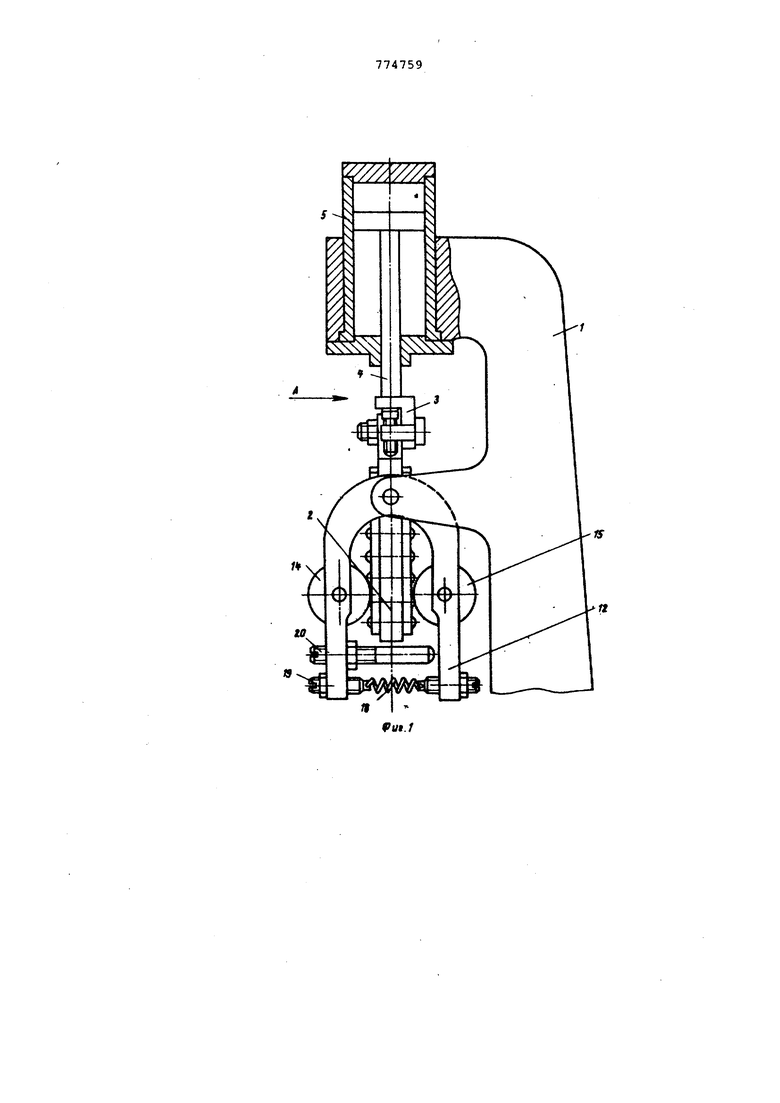
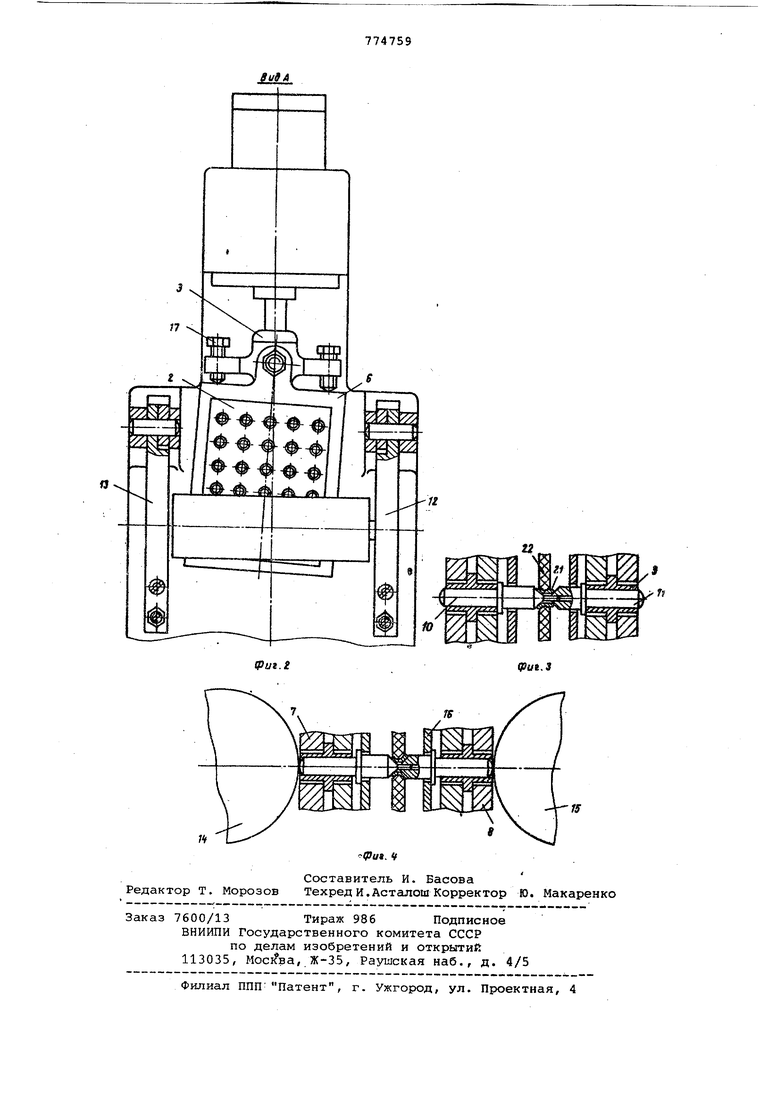
На фиг.1 изобргшено устройство, общий вид; на фиг.. 2- вид по стрелке А на фиг.1; на фиг.З - пуансоны до развальцовки; на фиг.4 - пуансоны после развальцовки.
Устройство содержит смонтированный на основании 1 механизм 2 развальцовки, шарнирно связанный через
траверсу 3с штоком 4 силового цилиндра 5.
Механизм развальцовки вьтолнен в виде поворотной на траверсе 3 рамки 6, на которой размещены параллельные плоские пуансонодержатели 7,3 с размещенньвли в них соосно во втулках 9 развальцовочными пуансонами 10,11, при этом втулки имеют воз-можность плавать в радиальном направлении, а пуансоны - в осевом направлении. На основании симметрия но рамке б шарнирно попарно закреплены одноплечие рычаги 12,13 с закрепленными на них роликами 14,15, воздействующие на торцы пуансонов 10 и 11. Планки 16 предусмотрены .для предотвращения пуансонов 10,11 от выпадения.
Для регулировки угла поворота и установки рамки б на траверсе 3 имеются регулировочные винты 17, а рычаги 12,13 подпружинены пружиной 18, регулируемой винтом 19. Упор 20 служит для ограничения поворота рычагов 12,13. При этом для центрирования пустотелых заклепок 21 .в отверстия платы 22 направлякяцие штыри пуансонов 10 входят в отверстия пуансонов 11.
Устройство работает следующим образом 1 В исходном положении траверса 3 вместе с рамкой 6 находится в край нем верхнем положении. В pciMxy б устанавливают между пуансонодержателями плату 22 с пустотелыми заклепками 21. При этом концы пуансонов 10 и 11 выступают из пуансонодержателей 7 и 8, При перемещении штока 4 силового цилиндра 5 вниз рамка 6 вмете, с плитой и пуансонами проходит через ролики 14 и 15 механизма развальцовки 2 за счет создаваемого пружинами 18 усилия, прилагаемого к заклепке 21 посредством пуансонов 10 И 11, созерцается процесс развальцовки. Так как рамка б установлена к оси силового цилиндра под некоторым углом, происходит последовательное воздействие роликов 14,15 на всю группу заклепок 21 платы 22. По окончании рабочего хода рамка 6 возвращается в исходное положение. После разъема, пуансонодержателей 7 и 8 плата 22 с развальцованными в ней заклепками 21 снимается с рамки. В это время поворот рычагов 12,13 ограничивает упор 20. Устройство готово к новому циклу.
Указанное устройство позволяет в сочетании с виброустановкой пустотелых заклепок в платы обеспечить высокую производительность при изготовлении плат с втулочными контактами, особенно в массовом производстве радио- и электротехнической аппаратуры, где применяют полуавтоматы с
одиночной установкой и развальцовкой.
Кроме того, устройство не требует большой мощности привода, имеет малые габариты, отличается простотой конструкции и большой надежностью в работе. Использование указанного
устройства для плат типа рейка, в которой имеется 99 пустотелых заклепок, расположенных в пять ядов, дало снижение трудоемкости порядка 3000 ч/час, что составляет годовой
экономический эффект в сумме около 2,5 тыс.руб.
Формула изобретения
1.Устройство для rpynnoBOg клепки развальцовкой пустотелых заклепок, содержащее смонтированный на основании и шарнирно связанный с силовым пр водом механизм развальцовки в параллельно расположенных плоских пуансонодержателей с размещенными в них соосно развальцовочными пуансонами, отличающееся тем, j4TO, с целью повышения качества клепки заклепок в платах и повышения прои5водительности, оно снабжено поворотной рамкой для размещения в ней пуансонодержателей, шарнирно связанными с основанием попарно симметрично
рамке подпружиненными между собой одноплечими рычагами и установленными наНИХ роликами, воздействующими на торцы пуансонов.
2.Устройство по п.1, о т л ичающееся тем, что, с целью обеспечения соосности пуансонов, в
пуансонодержателях размещены втулки, плавающие в ргщиальном направлении, а пуансоны установлены во втулках с возможностью осевого перемещения. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельстве СССР 593802, КЛ-. В. 21 J 15/12, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для клепки развальцовкой | 1982 |
|
SU1136879A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
| Штамп для групповой клепки | 1980 |
|
SU948522A1 |
| Штамп для групповой клепки ступенчатых деталей | 1990 |
|
SU1712057A1 |
| Головка для групповой клепки развальцовкой | 1990 |
|
SU1754316A1 |
| Штамп для групповой клепки | 1980 |
|
SU948523A1 |
| Станок для сборки деталей и клепки | 1984 |
|
SU1194558A1 |
| ГОЛОВКА ДЛЯ ГРУППОВОЙ КЛЕПКИ РАЗВАЛЬЦОВКОЙ | 1989 |
|
RU2086339C1 |
| Головка для групповой клепки развальцовкой | 1981 |
|
SU984617A1 |
| Многошпиндельный станок для групповой клепки развальцовкой | 1981 |
|
SU1007819A1 |