(54) ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ВИНТОВЫХ ПЛАСТИН Изобретение относится к области порошковой металлургии., а именно к прессформам для прессования винтовых пластин из порошка твердого сплава. Известна пресс-форма для прессования винтовых пластин, содержащая матрицу с кольцевьпЛ вырезом и перемещаемые толкателями секторные встречные пуансоны, снабженные винтовыми рабочими поверхностями Til. Основной недостаток этой пресс-формы заключается в низкой производительности, так как ее конструкция не обеспечивает автоматического прессования. Наиболее близка к предложенной по технической сущности и достигаемому эффекту пресс-форма для прессования ви)зтовых пластин, включающая матрицу и пуансоны 2j . Матрица выполнена с коль цевым вьфезом, а секторные пуансоны вьшопнены с винтовыми рабочими поверхIfocTsSAK. Устройство содержит также питатель и взаимодействующий с ним выбра сыватель, причем пуансоны, питатель и выбрасыватель получают движение от самостоятельных, кинематически связанных друг с другом приводов. Недостатком известной пресс-формы является низкоекачество изготавливаемой в ней прессовки. Прессовка обладает неравномерной плотностью. Наибольшую плотность получает слой, формующийся у наружной цилиндрической поверхности канала матрицы, наименьшую - у внутренней. Это объясняется тем, что порощок уплотняется по дуге окружности пуансонами, вращающимися вокруг оси матрицы. Кроме того известная конструкция сложна, в связи с наличием размещенных в матрице пита1теля и выбрасывателя, получающих движение от самостоятельных, кинематически связанных приводов. Цель изобретения - упрощение конструкции и повышение качества изделий. Поставленная цель достигается тем, что верхний пуансон выполнен в виде корпуса и пары кольцевых секторов с винТОБОЙ боковой поверхностью, установленных на горизонтальных параллельных ося с возможностью поворота, причем сектора подпружинены в направлении поворота.
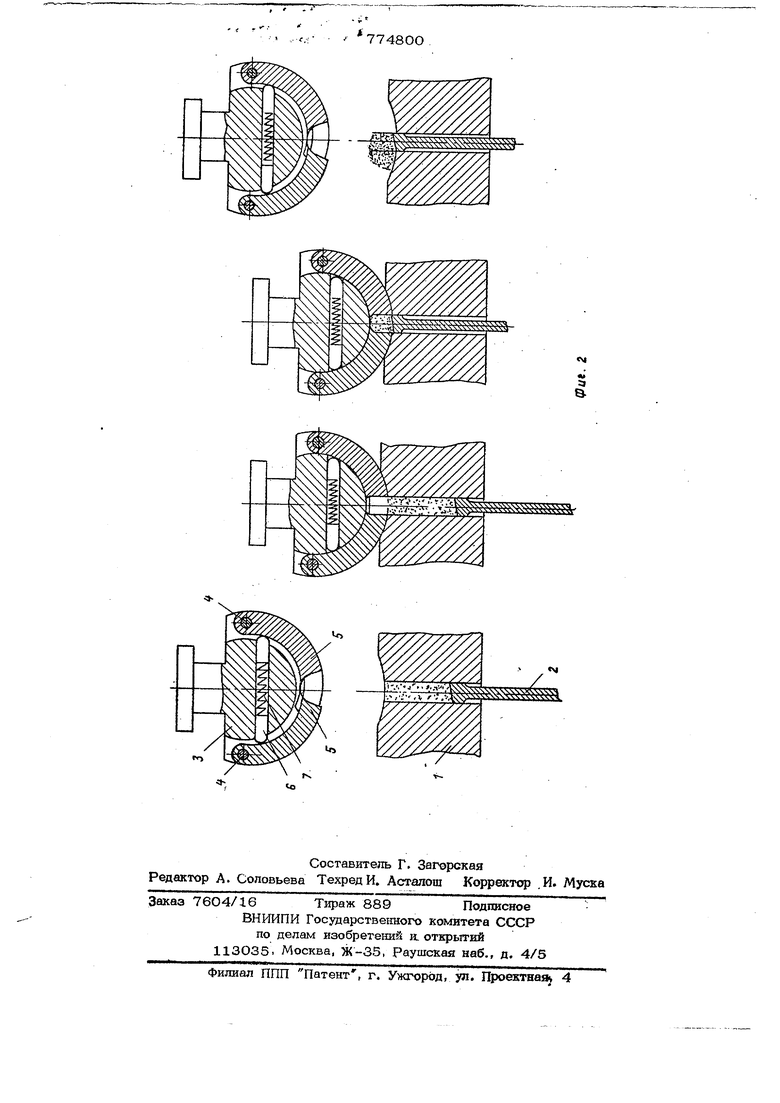
На фнг. I представлена пресс-форма, общий ввд; на фиг, 2 - схема работы пресс-формы.
Пресс-форма содерншт матрицу 1, расположенный в ней нижний пуансон 2 и верхний луансон с формующей полостью, состоящий из корпуса 3, в котором закреплены две параллельные горизонтальные оси 4, и пары кольцевых секторов 5 с винтовой боковой поверхностью, установленных на осях 4 с возможностью поворота. Через толкатели 6 на кольцевые сектОра 5 воздействует пружина 7.
Верхний пуансон контактирует с матрицей I по цилиндрической поверхности. В случае необходимости возможно вьшолнение на корпусе 3 и секторах 5 горизонтальных лысок. В таком случае торец Iaтpицы вьшолняоот плоским и контакт между ними осуществляется по плоскости.
Работа пресс-формы осуществляется следующим образом.
В исходном положении верхний пуансон поднят и не контактирует с матрицей I. Кольцевые сектора 5 под действием пружины 7 и толкателей 6 .развёрнты в разные стороны на угол, достаточный для свободного выхода прессовм из формуюшей плоскости. Формующая по- лость раскрыта. Г1о заполнении канала матрицы 1 порошком с помощью загруэо ного устройства - кассеты пресса-автомата (на фиг. не показано) верхний пуансон перемещается вниз и упирается кольцевыми секторами 5 в торец матрицы I. При этом кольцевые сектора S поворачиваются на осях 4 и, прижимаясь к корпусу 3 Верхнего пуансона Вплотную, образуют замкнутую формующую полость, после чего нижний пуансон 2 перемещает порошок в полость верхнего пуансона и уплотняет его. По окончании прессования верхний пуансон поднимается, кольцевые сектора 5 под
действием подпружиненных толкателей б разворачиваются и освобождают изделие, которое остается лежать на нижнем, пуансоне 2. Кассета пресса сталкивает прессовку с нижнехх пуансона, нижний
пуансон 2 идет вниз, и матрица 1 сцова заполняется порошком.
Преимуществом пресс-формы является простота конструкции. Пресс-форма выполнена таким образом, что ей не требуются расположенные в матрице питатель и выбрасыватель и не нужны самостоятельные приводы. Пресс-форма . может быть установлена на любой пресс- автомат. Засыпка порощка осуществляется кассетой пресса, а извлечение прессовки происходит автоматически.
Кроме того, пресс-форма обеспечивает равномерную плотность прессовки, так как степень уплотнения порошка одинакова по всему изделию.
Формула изобр е т е н и я
Пресс-форма для прессования винтовых пластин, включающая матрицу и : пуансоньг, отличающаяся тем, что, с целью упрощения конструкции и повышения качества изделий, верхний пуансон выполнен в ввде корпуса и пары кольцеЬых секторов с винтовой боковой поверхностью, установленных на горизонтальных параллельных осях с возможностью поворота, причем сектора подтфужинены в направлении noBOfg Ta.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 116974, кл. В 22 Г 3/02, 1951/
.2. Авторское сввдетельство СССР J 117263, кл. В 22F3/02, 1952.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заполнения пресс-формы порошком и съема прессовок | 1984 |
|
SU1178544A1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1324760A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Пресс-форма для двухстороннего прессования изделий сложной формы из порошков | 1978 |
|
SU685437A1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1519845A1 |
| Ресс-форма для прессования изделий из порошков твердых сплавов | 1971 |
|
SU451497A1 |
| Устройство объемного дозирования порошков | 1990 |
|
SU1750966A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |
| Пресс-форма для изготовления винтовых режущих пластинок твердого сплава | 1951 |
|
SU116974A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |