в зеркало матрицы, а пуансон 2 уплотняет порошок, при этом происходит заполнение полости пуансона-матрицы 3 порошком. После окончания уплотнения пуансон-матрицу поднимают, при этом упругий элемент 5 расширяется и перемещает выталкиватель 4. Пуансон 2 выталкивают прессовку. Монтаж пресс- формы осуществляют путем установки
1
Изобретение относится к порошково :металлургии, к пресс-формам для прессования изделий сложной формы из порошка.
Цель изобретения - упрощение наладки пресс-формы на прессе.
На чертеже изображена пресс-форма вертикальный разрез.
Пресс-форма содержит матрицу 1, нижний пуансон 2 и верхний пуансон- матрицу 3, в котором установлен выталкиватель 4, подпружиненный в направлении выталкивания упругим элеметом 5. Выталкиватель 4 опирается на горизонтальную планку 6, взаимодействующую с упорами в виде штифтов 7, закрепленных в матрице 1. В пуансоне-матрице 3 выполнены направляющие 8 отверстия для штифтов 7, а в планке 6 установлены регулируемые по высоте подпятники 9.
Пресс-форма работает следующим образом.
Порошок засыпают в полость матрицы 1 в момент, когда нижний пуансон 2 находится в крайнем нижнем положении, а пуансон-матрица 3 - в крайнем верхнем положении. После отхода кассеты-питателя (не показана) пуансон-матрица 3 опускается до упора в зеркало матрицы 1, а нижний пуансон 2 при своем движении вверх уплотняет порошок (при этом происходит заполнение порошком полости пуансона-матрицы 3).
При опускании пуансона-матрицы 3 планка 6 опирается на штифты 7 и сжимает упругий элемент 5, При этом выталкиватель 4 поднимается. Ход выталкивателя 4 устанавливается таким что в крайнем верхнем положении его
матрицы с помощью штифтов 7 через направляющие 8. С помощью подпятников 9 устанавливают необходимый ход выталкивателя, конструкция пресс- формы обеспечивает наладку последней без поиска взаимно - го расположения матрицы и пуансона - матрицы , что упрощает процесс , 1 ил.
5
0
5
0
5
0
нижний торец находится заподлицо с поверхностью полости пуансона матрицы 3.
После окончания уплотнения пуансон-матрицу 3 поднимают вверх. При этом по мере отхода пуансона-матрицы 3 от зеркала матрИ1ды 1 упругий элемент 5 расширяется и перемещает выталкиватель 4, который освобождает верхнюю часть прессовки из полости пуансона-матрицы 3, одновременно нижним пуансоном 2 выталкивают прессовку из полости матрицы 1.
Монтаж пресс-формы осуществляется путем установки на его столе матри- 1 и закрепления нижнего пуансона 2. На верхней траверсе пресса закрепляют верхний пуансон-матрицу 3 в положение, когда он расположен на зеркале матрицы 1, При этом штифты 7 через направляюш 1е 8 устанавливают пуансон-матрицу 3 в положении, обеспечивающем получение изделия требуемой конфигурации.
С помощью регулируемых по высоте подпятников 9 устанавливают необхо- ход выталкивателя 4, обеспечивающий установку его нижнего торца в конечный момент прессования заподлицо с поверхностью полости пуансона- матрицы 3. Пресс-форма готова к работе.
По мере работы rjpecc-формы изменя- ются упругие свойства упругого элемента 5, в результате изменяется ход выталкивателя 4. Корректировка хода последнего осуществляется регулированием подпятников 9 и не вызывает затруднений.
Предлагаемое вьшолнение пресс-формы позволяет без поиска взаимного
расположения матрицы и пуансона-матрицы при установке пресс-формы на пресе сразу же получать прессовку заданной конфигурации. Наличие регулируемых по высоте подпятников для упоров- штифтов в планке позволяет изменять положение выталкивателя в конечный момент прессования по мере необходимости, не разбирая пресс-формы, а также облегчает нахождение этого положения после установки пресс-формы на прессе. Таким образом, упрощается установка пресс-формы на прессе. Формула изобретения Пресс-форма для прессования изделий из порошка,, содержащая матрицу.
нижний пуансон и верхний пуансон- матрицу с выталкивателем, подпружиненным в направлении выталкивания, и приспособление для перемещения выталкивателя, отличающаяся тем, что, с целью упрощения ее наладки на прессе, приспособление для перемещения выталкивателя выполнено в виде установленной.в пуансоне-матрице горизонтальной планки и закрепленных в матрице упоров для планки в виде штифтов, причем в пуансоне- матрице выполнены направляющие отверстия для штифтов, а планка снабжена регулируемытчи по высоте подпятниками .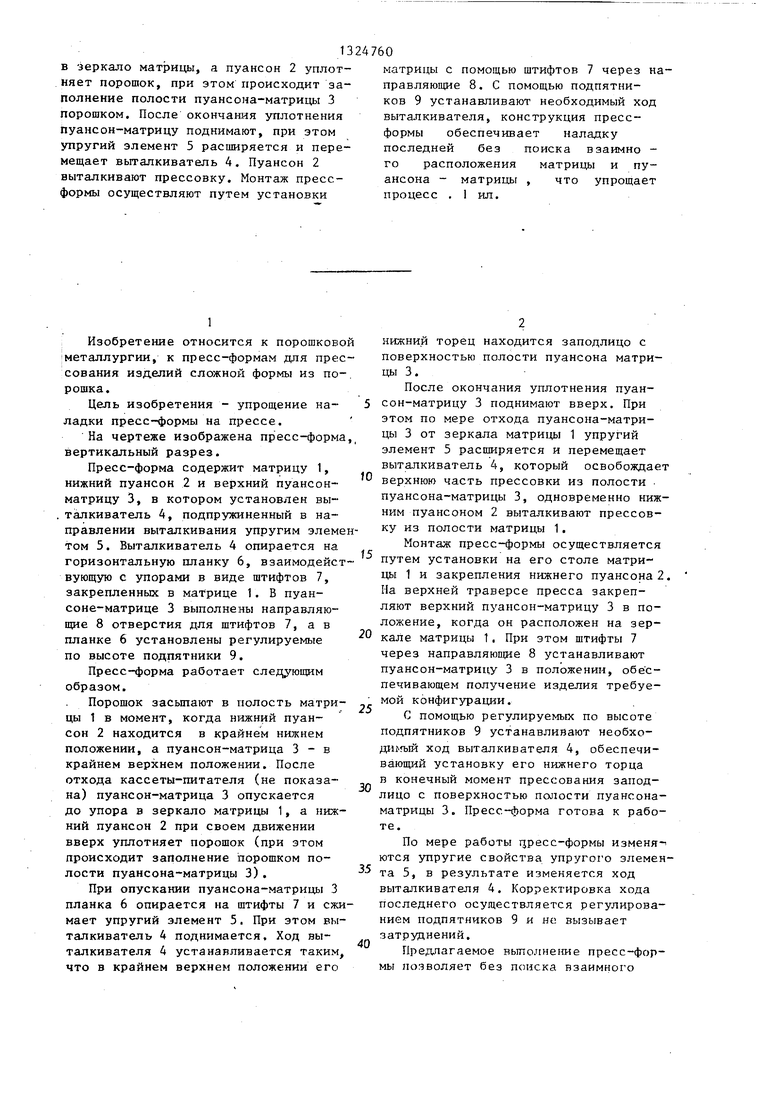
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1556815A1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1519845A1 |
| Пресс-форма для прессования изделий сложной формы из порошка | 1990 |
|
SU1752510A1 |
| Пресс-форма для прессования изделий из порошка | 1977 |
|
SU671923A1 |
| Пресс-форма для изготовления изделий сложной формы | 1988 |
|
SU1694343A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |
| Пресс-форма | 1986 |
|
SU1315135A1 |
| Пресс-форма для двухстороннего прессования изделий сложной формы из порошков | 1978 |
|
SU685437A1 |
| Устройство для прессования из порошка двухслойных изделий с горизонтальным расположением слоев | 1986 |
|
SU1502192A1 |
Изобретение относится к порошковой металлургии, в частности к пресс-формам дпя прессования изделий из металлического порошка. Целью изобретения является упрощение наладки пресс-формы н а прессе. В полость матрицы 1 засьшают порошок в момент, . когда пуансон 2 находится в крайнем нижнем положении, а пуансон-матрица 3 - в крайнем верхнем положении. После отхода кассеты-питателя пуансон-матрица 3 опускается до упора (Л ро N ь. м да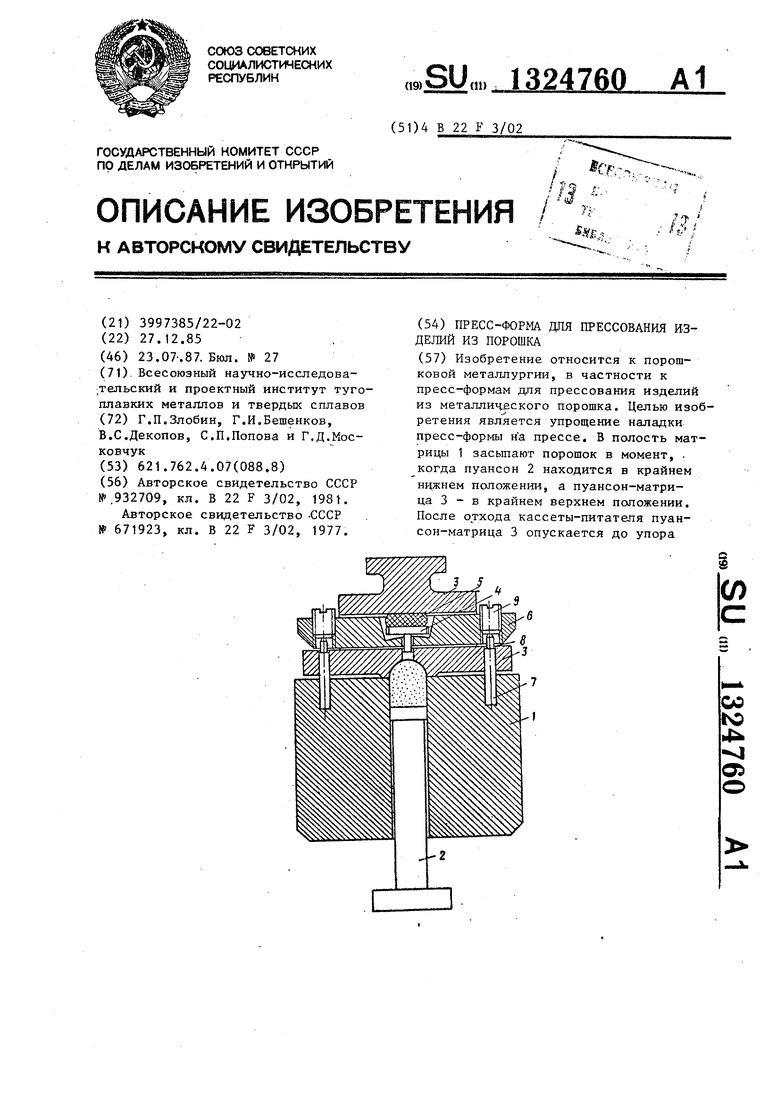
| Авторское свидетельство СССР №.932709, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма для прессования изделий из порошка | 1977 |
|
SU671923A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
