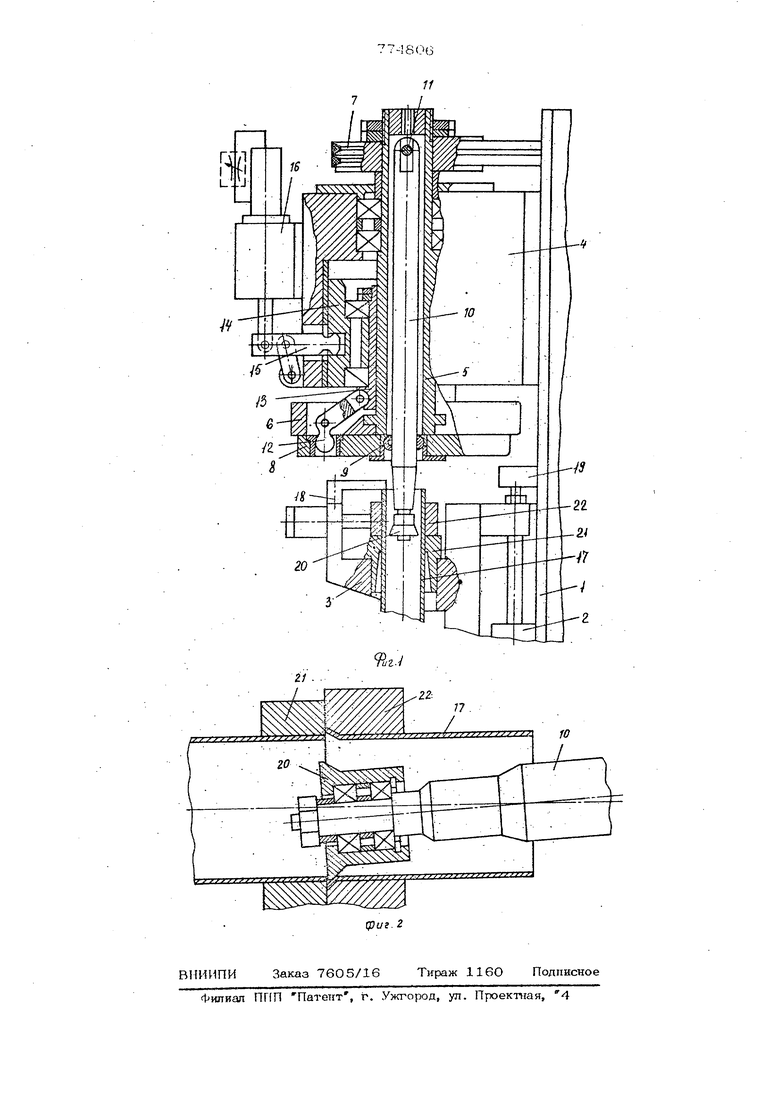
Изобретение относится к области стан костроения и может быть использовано при разрезке неврашающихся длинномерны труб, особенно шовных, совме.шенной с оШовременным формованием наружу отрезаемого конца детали. Известен трубоотрезной станок для разрезки невращающихся длинномерных труб, содержащий станину, головку, пусто телый вал, установленную на пустотелом валу с возможностью осевого перемещени пиноль, планшайбу, несущую ползун, установленный с возможностью радиального черемещения, привод и зажимное устройство Щ . На этом станке разрезку неврашающих ся длинномерных труб, особенно шовных, невозможно совместить с одновременным формованием наружу отрезаемого детали. Цель изобретения - расширение технологических возможностей .хля разрезки неврашаюшихся формованием наружу отрезаемого конца детали. Указанная цель достигается тем, что трубоотрезной станок, оснащен шарниром, закрепленным в пустотелом валу, а в ползуне смонттрован шарнирный подшипник, .причем станок снабжен инструментальным шпинделем, закрепленным одним концом на щарнире и опирающимся на щарнирньй подшипник, при этом инстру :енталькь:й шпиндель возможность качания на оси оарнира. На фиг. 1 изображена кинема т ическгш схема станка; на фиг. 2 - схема разрезки трубы, совмещенной с одновременным формованием наружу отрезаемого койца детали. Трубоотрезный станок состоит из ста НИНЫ 1, на которой смонтирован механизм 2 продольного перемещения, зажик-шого устройства 3 и головки 4, в корпусе которой на подшипниках установлен пус- :О1елый вал 5 с планшайбой b и при- ьодным щкнвом 7. По направляющим планшайбы перемеишется ползун 8 с шар нирным подшипником 9, являющийся пе- 37 редней опорой инструментального шпнн:деля 10, установленного внутри вала 5. Второй опорой шпинделя лвляется ось 11 шарнира, установленная перпендикулярно оса вратиения шпинделя. Ползун 8 через двуплечий рычаг 12 соединен с подвижной обоймой 13, установленной на подшипниках внутри пиноли 14, связанной с рычагами 15 двух пневмсщнлнн ров 16, оснащенных гидравлическим дрос селированием регулирования скорости. Станок работает следующим образом. Инструментальный шпиндель Ю находится в исходном положении соосно с разрезаемой трубой 17. Последняя устанавливается до упора 18 в зажимном устройстве 3 и механизмом 2 продольно перемещения подается до упора 19, опре деляющего длину отрезаемой детали. Затем включается привод вращения шкива 7 и ,подается сжатый воздух в пневмоцилиндры 16. Штоки пневмоцилиндров через рычаги 15 сообщают продольное перемещение пиноли 14, которая через подвижную обойК1у 13 и двуплечие рычаги 12 перемешает ползун 8, в шарнирном подшипнике которого находится инструментальный шпиндель Ю, Перемешение ползуна 8 отклоняет ш-1струмен тальньй щпиндель, установленный шарнирно на оси 11, осуществляя радиальну подачу вращающегося ролика 2О относительно неподвижной 21 до контакта заготовки с фасонной матрицей 22 По окончаний обработки поступает команда на возврат в исходное положен инструментального шпинеля. Цикл завер шается отводом в исходное положение механизма продольного перемещения и разжима детали. Предложенное техническое решение создает возможность изменить угол наклона инструментального шпинделя и радиуса описьшаемьсх; окружностей ролика, чем достигается отрезание детали, совмещенное с формованием наружу, что обеспечивает снижение трудоемкости за счет отмены отдельной операции формовки отрезаемого конца детали. Формула изобретения Трубоогрезной станок, содержащий стантшу, головку, пустотель)й вал, установленную на пустотелом валу с возможностью перемещения пшioль, планшайбу, несущую ползун, установленный с возможностью радиального перемещения, привод и зaжи ffloe. устройство, отличающийся тем, что, с целью расширения технологических возможностей путем одновременного формирования профиля отрезаемой трубы, в пустотелом закреплен шарнир, а в ползуне смонтирован шарнирный подшипник, причем станок снабжен ннструментальньтм шпинделем, закрепленным одним концом на шарнире и опирающимся на шарнирный подшипник, при этом инструментальньй шпиндель имеет возможность качания на оси шарнира. Источники информации, принятые во внимание при экспертизе 1. Чертеж трубоотрезиого станка модели БМ-474-ОО-00 производства Московского карбюратного завода, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Устройство для резки труб | 1990 |
|
SU1782697A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩИХСЯ ТРУБ | 2002 |
|
RU2242334C2 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
| Переносной металлорежущий станок | 1990 |
|
SU1745432A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Станок для резки труб | 1989 |
|
SU1787075A3 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |