1
Изобретение относится к области контактной сварки.
Известен способ стыковой контактной сварки оплавлением с экстремальным регулированием оплавления путем воздействия на скорость перемещения подвижной плиты машины, при котором в качестве параметра регулирования принимают сигнал, пропорциональный, отношению частоты пульсации вторичного напряжения к скорости перемещения подвижной плиты машины l .
Недостатком описанного способа является недостаточная интенсивность и непрерывность оплавления.
Наиболее близким является способ регулирования скорости оплавления контактной стыковой сварки, включающий выделение из сварочного тока двух сигналов, один из которых-пропорционален производной от частоты пульсации тока по времени, а второй пропорционален производной от среднего значения тока по времени, и формирование по ним управляющего сигнала р .
Однако способ имеет недостаточную интенсивность и качество оплавления.
Целью изобретения является повышение интенсивности и качества оплавления.
Указанная цель достигается тем, что в способе регулирования скорости оплавления контактной стыковой сварки, включающем выделение из сварочного тока двух сигналов и формирование по ним управляющего сигнаioла, выделяют гармонические составляющие, одна из которых имеет частоту, равную промышленной частоте сети, а другая - более высокую частоту, управляющий сигнал формируют в зависимое 5 ти от изменений мощности выделенных сигналов.
Для осуществления способа необходима стыкосварочная машина, блок фильтров для выделения из сварочно20го тока гармонических составляющих с различной частотой, узел для формирования по мощности выделенных сигналов управляющего сигнала и регулятор скорости подвижной плиты
25 маши ны.
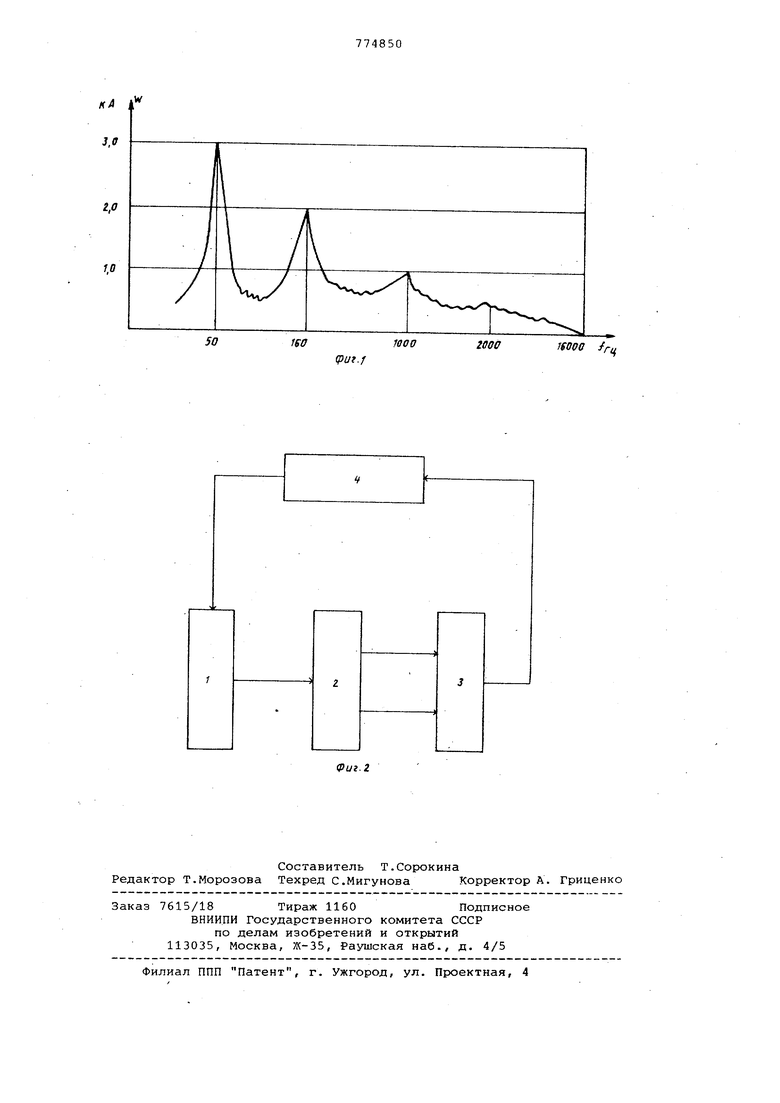
На фиг. 1 показана мощность гармонических составляющих в процессе оплавления; на фиг. 2 - блок-схема 30 для осуществления данного способа.
Стыкосварочная машина питается переменным током частотой 50 Гц. Процесс оплавления сопровождается процессом образования и разрушения элементарных контактов, в результате чего образуется гармонические составляющие сварочного тока с частотой, отличной от частоты 50 Гц. Из тока оплавления можно вьщелить гармонические составляющие с частотой от 50 до 1600 Гц (см.фиг.1). Мощность гармонической составляющей 50 Гц характеризует величину тепла, выделенного в процессе оплавления. Мощность же гармонических составляющих с частотой более 50 Гц характеризует качество контактообразования. Наиболее удобно замерять величину тока гармонической составляющей с частотой 160 Гц, так как мощность ее в 2-3 раза больше мощности других составляющих всего спектра.
Предложенный способ поясняется блок-схемой (см.фиг. 2).
Устройство для стыковой контактно сварки состоит из стыкосварочной машины 1, откуда сварочный ток подается -на блок 2 фильтров, который соединен с углом 3 и регулятором 4.
Сварочный ток из стыкосварочной машины 1 подается в блок 2 фильтров, где выделяются спектральные составляющие частоты сети 50 Гц и частоты 160 Гц, которые подаются на вход узла 3. При помощи этих сигналов в блоке 3, выполненном на логических элементах, формируется управляющий сигнал. Принцип формирования управляющего сигнала поясняется следующей логической таблицей:
УвеличеВозрастаетние
УменьшеПостояннаяние
Уменьшается Уменьшение
Продол же н ие та блицы
УвеличеВозрастает
остоянная ние
УвеличеПостояннаяние
УменьшеУменьшаетсяние
УвеличеВозрастает
меньшается ние Постоянная
Увеличение
Уменьшается
Увеличение
Управляющий сигнал, сформированный в блоке 3 по принципу, изложенному в таблице, подается в блок 4, при помощи которого производится регулирование скорости оплавления.
Такой принцип позволяет более качественно и интенсивно производить оплавление, а следовательно, сократить время оплавления и получить экономию свариваемого металла.
Формула изобретения
Способ регулирования скорости оплавления контактной стыковой сварки, включающий выделение из сварочног6 тока двух сигналов и формирование по ним управляющего сигнала, от л ичающийся тем, что, с целью повышения интенсивности и качества оплавления,из сварочного тока выделяют гармонические составляющие, одна из которых имеет частоту, равную промьшшенной частоте сети, а другая более высокую частоту, при этом управляющий сигнал формируют в зависимости от изменений мощности выделенных сигналов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 239454, кл. В 23 К 11/04, 1967.
2.Авторское свидетельство СССР № 129757, кл. В 23 К 11/04, 1959.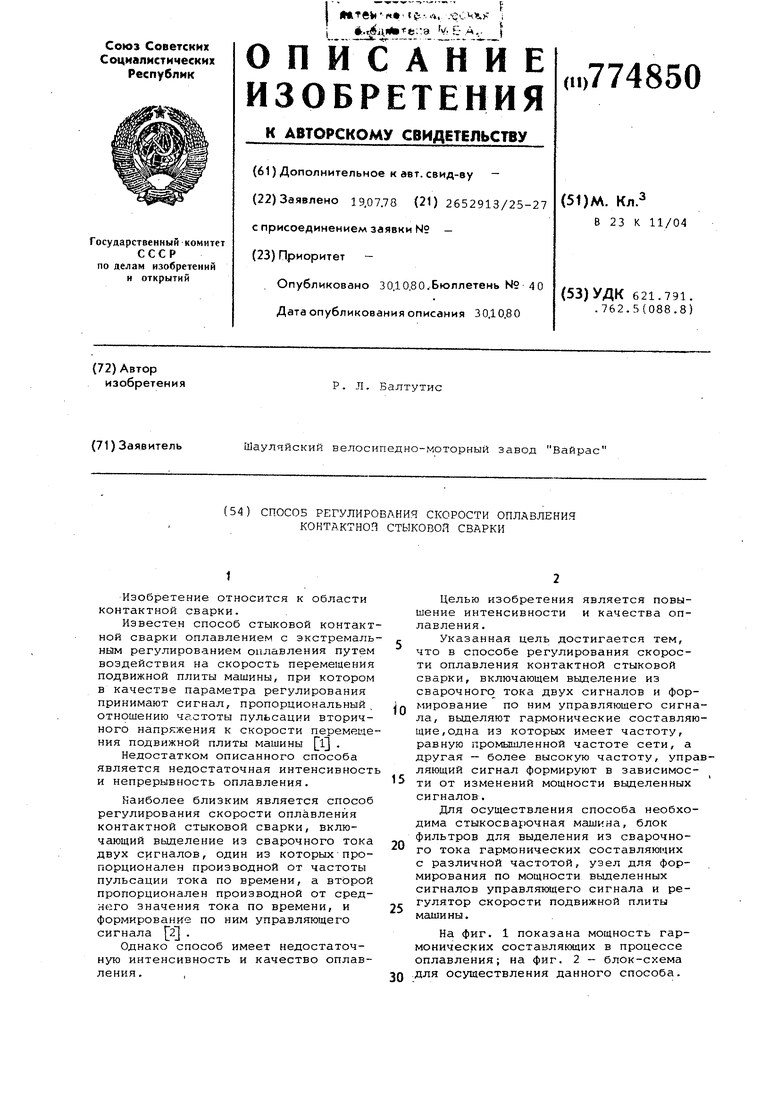
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса контактной стыковой сварки оплавлением | 1986 |
|
SU1454606A1 |
| Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением | 1980 |
|
SU965666A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Способ управления процессом стыковой контактной сварки оплавлением | 1982 |
|
SU1042928A1 |
| Устройство контроля частоты пульсаций электрических параметров при контактной стыковой сварке оплавлением | 1980 |
|
SU912438A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ | 1970 |
|
SU284205A1 |
| Способ регулирования процесса контактной сварки | 1986 |
|
SU1581512A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО ПИТАНИЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ОДНОФАЗНЫХ КОНТАКТНЫХ МАШИН ПЕРЕМЕННОГО ТОКА | 2007 |
|
RU2392099C2 |