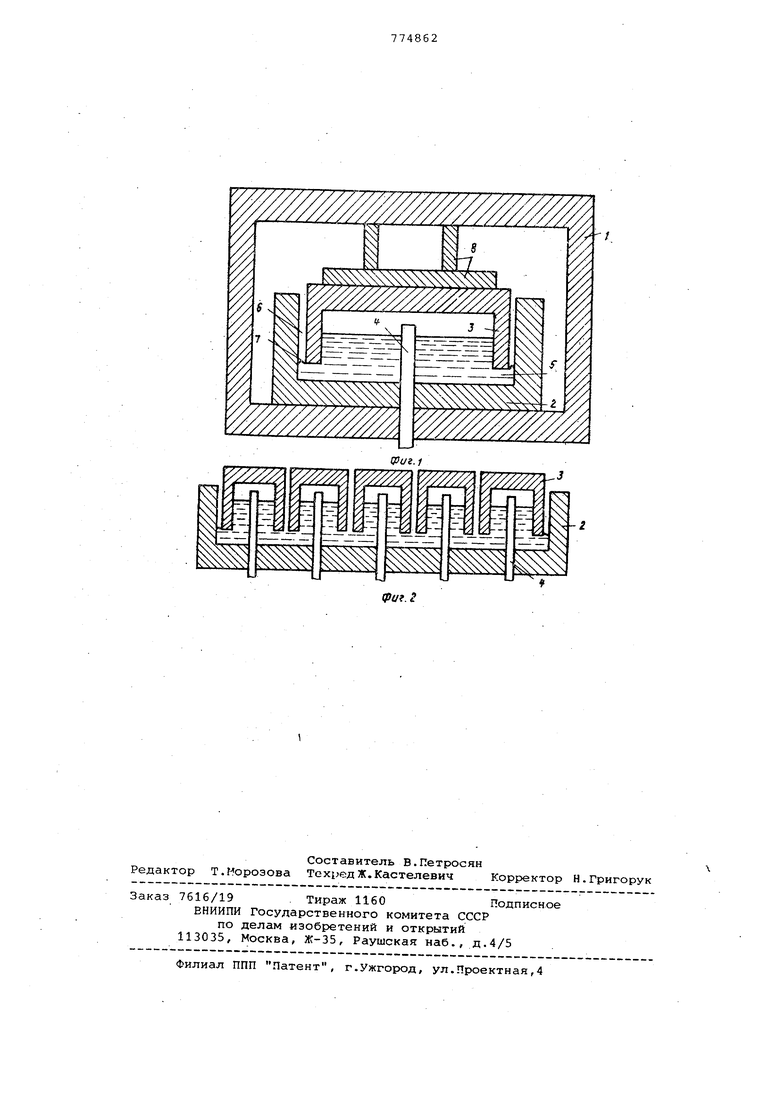
Изобретение относится к сварке давлением и может быть использовано при диффузионной сварке крупногабаритных ребристых деталей с формообразованием галтелей. . Известно устройство для диффузионной сварки, содержащее пнев иоприжим в виде герметичной оболочки И Недостатком известного устройств является малая величина оссшки при сварке, ограниченная величиной допустимой деформации гибкой стенки оболочки, что делает невозможным сварку с формообразованием галтелей где требуется значительная осадка. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для диффузионной сварки, содержащее сварочную камеру, размещенный в ней пневмоприжим, состоящий из контейнера с установленной с зазором подв ной крьшкой в виде поршня, и трубопровод, соединенный с источником газа 2 . Недостатком устройства является его недолговечность и невозможность обеспечения равномерности приложения давления при сварке крупногабаритных деталей. Целью изобретения является повы- шение долговечности устройства и обеспечение равномерности приложения давления при сварке крупногабаритных деталей. Цель достигается тем, что контейнер наполнен рабочим веществом выше края юбки поршня и ниже отверстия трубопровода, не смачивающим в жидком состоянии материал контейнера и поршня при температуре сварки, причем зазор между боковыми стенками контейнера и поршня меньше удвоенного радиуса выпуклого мениска рабочего вещества в зазоре. Для сварки крупногабаритных деталей крышка выполнена многосекционной, а полости секций соединены трубопроводом с источником газа. На фиг.1 показано устройство для диффузионной сварки с односекционной крышкой; на фиг.2 - пневмоприжим с многосекционной крышкой. Устройство содержит сварочную камеру 1, пневмоприжим, состоящий из контейнера 2 с установленной с зазором подвижной крышкой 3 в виде поршня, и трубопровод 4, соединенный с источником газа (на чертеже не показано). Контейнер 2 наполнен рабочим веществом 5, не смачивающим в жидком состоянии материал контейнера и П015ШНЯ при температуре сварки, напри мер, стеклоэмаль ЭВТ-24. Уровень, рабо чего вещества выше края юбки поршня и ниже отверстия трубопровода 4. Зазор б между боковыми стенками контей нера и поршнем меньше удвоенного радиуса выпуклого мениска 7 (например 0,06 мм).. При сварке крупногабаритных деталей крышку 3 выполняют многосекционной, а полости секций соединяют трубопроводом 4 с источником газа (на чертеже не показан)(см.фиг.2). Устройство работает следующим образом, Свариваемые детали 8, например ребристые титановые панели, устанавливают между корпусом сварочной камеры 1 и поршнем 3. Производят на- , грев деталей вместе с пневмоприжимом до температуры сварки. При нагреве вещество 5 переходит в жидкое состояние и герметизирует зазор между боковыми стенками контейнера 2 и поршя 3 и через трубопровод 4 в полость контейнера подают газ, например воздух или аргон, под давлением обеспечивающим осадку и сварку. Давление газа, воздействуя на внутренню поверхность дНища поршня, перемещает последний и создает сварочное давление на свариваемые детали. Происходит осадка деталей и их сварка. Благодаря тому, что рабочее вещес тво не смачивает в жидком состоянии материал контейнера и поршня, а зазо между боковыми стенками контейнера и поршня меньше удвоенного радиуса выпуклого мениска рабочего вещества в зазоре, рабочее вещество не вытекает из зазора под действием давления газа в пневмоприжиме и пневмоприжим не теряет герметичности. Так как уровень жидкости выше кра юбки поршня и ниже отверстия трубопровода, поршень постоянно плавает в жидкости и боковой зазор между кон тейнером и поршнем изолирован слоем жидкости от полости контейнера, в которую свободно поступает рабочий газ. Выполнение крышки из отдельньлх секций обеспечивает равномерность приложения давления при сварке крупногабаритных деталей (в противном случае дахсе незначительный перекос крупногабаритной крышки может привести к неравномерности давления), что повышает долговечность устройства. Формула изобретения 1.Устройство для диффузионной сварки, содержащее сварочную камеру, размещенный в ней пневмоприжим состоящий из контейнера с установленной с зазором подвижной крышкой в виде поршня, и трубопровод, соединенный с источником газа, отличающееся тем/ что, с целью повышения долговечности, контейнер наполнен рабочим веществом выше края юбки поршня и ниже отверстия трубопровода, не. смачивающим в жидком состоянии материал контейнера и поршня при температуре сварки, причем зазор между боковыми стенками контейнера и поршня меньше удвоенного радиуса выпуклого мениска рабочего вещества в зазоре. 2.Устройство по П.1, о т л и чающееся тем, что, с целью обеспечения равномерности приложения давления при сварке крупногабаритных детал й, крышка выполнена многосекционной, а полости секций соединены трубопроводом с источником газа. .... Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 507990; кл. В 23 К 19/00, 1974. 2.РТМ-1523-75 Сварка диффузионная сотовых титановых конструкций. ВИМИ, № Г39511, с.53.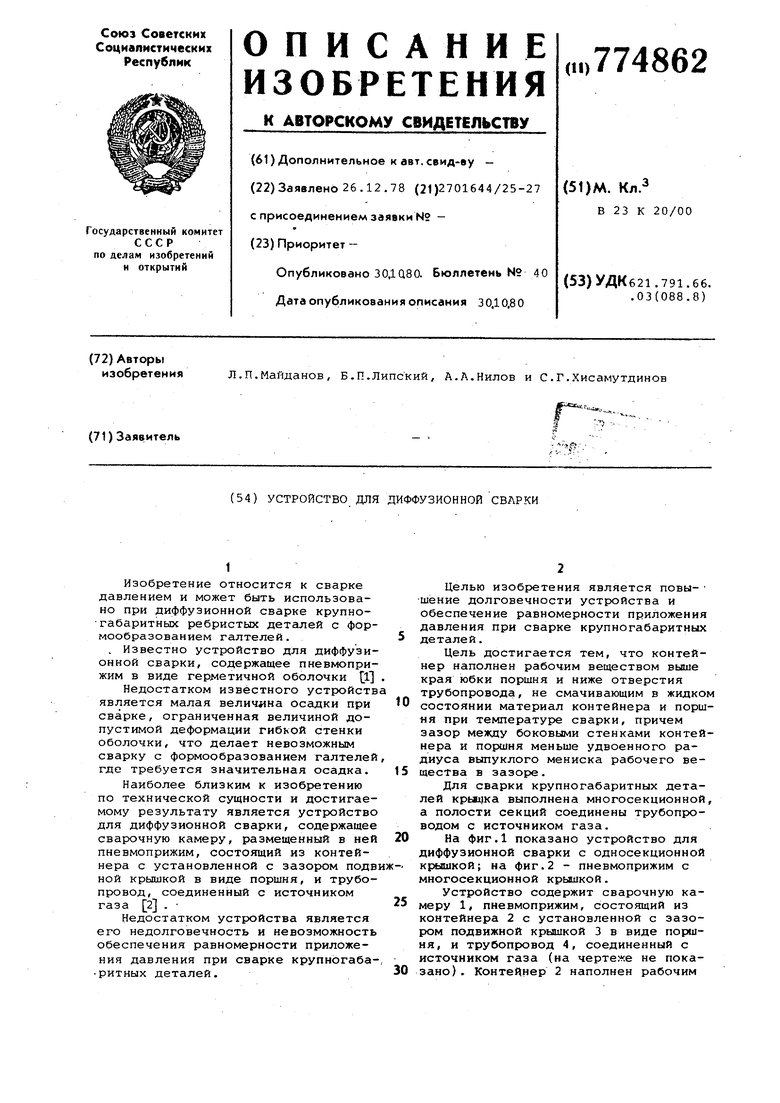
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной сварки | 1977 |
|
SU651919A1 |
| Устройство для сдавливания деталей | 1978 |
|
SU701750A1 |
| Установка для сборки и сварки изделий коробчатого сечения | 1991 |
|
SU1816617A1 |
| ИСТОЧНИК ВОЗБУЖДЕНИЯ УПРУГИХ ВОЛН | 1984 |
|
SU1311445A1 |
| Способ сварки плавлением | 1984 |
|
SU1147532A1 |
| Кольцевой кантователь | 1989 |
|
SU1704995A1 |
| Устройство для сборки и сварки цилиндрических изделий | 1978 |
|
SU737172A1 |
| Способ выращивания кристаллов бестигельным методом и устройство для его реализации | 2023 |
|
RU2830299C2 |
| Устройство диффузионной сварки | 2017 |
|
RU2680170C1 |
| Устройство для прижима шлифовальной ленты к поверхности обрабатываемых плоских деталей | 1985 |
|
SU1273234A1 |