кы на штоках ппевмоцилиидров шпинделей.
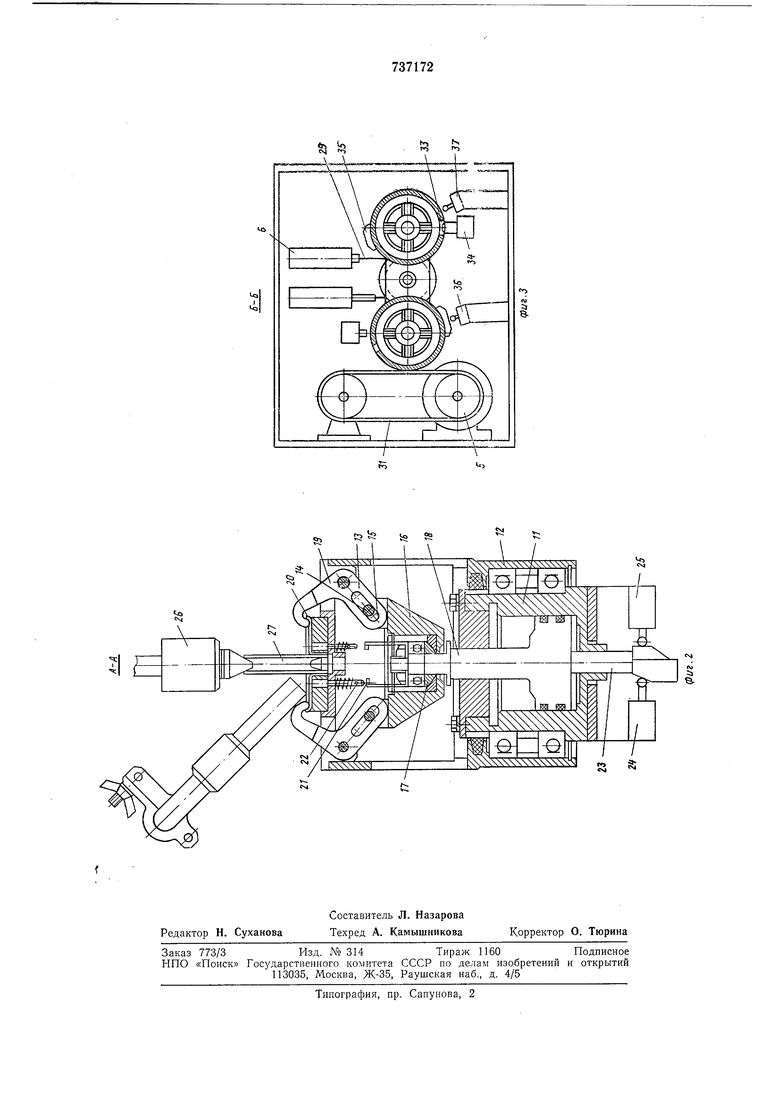
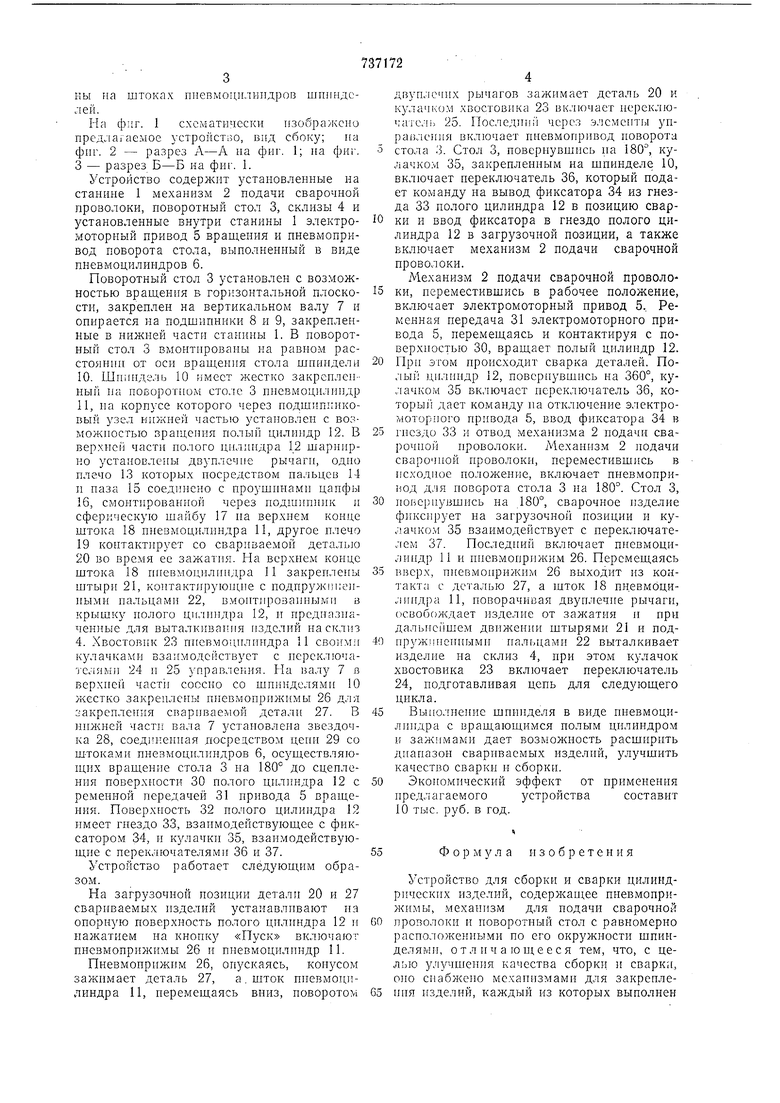
На фиг. 1 схематически изображено пред;1агаемое уетройстао, впд сбоку; на фнг. 2 - разрез А-А на фнг. 1; на фиг. 3 - разрез Б-Б на фнг. 1.
Уетройство содерл ит установленные на станине 1 механизм 2 нодачи сварочной проволоки, поворотный стол 3, склизы 4 н установленные внутри станины 1 электромоторный привод 5 вращения и пневмопривод поворота стола, выполненный в впде пневмоцилиидров 6.
Поворотный стол 3 установлен с возможностью врандення в горизонтальной плоскости, закреплен на вертикальном валу 7 и опирается на подшипники 8 н 9, закрепленные в нижней части станины 1. В поворотный стол 3 вмонтнроваиы на равном расстоянии от оси враш;ения стола шпиидели
10.Шииидель 10 имеет жестко закрепленный па поБоротнол столе 3 ппевмоцилнидр
11,на корпусе которого через нодшиппиковый узел нижней частью установлен с возможностью вращения полый цнлиидр 12. В вер.хней части полого цилиндра 1,2 шариирно установлены двуплечие рычаги, одио плечо 13 которых посредством пальцев 14 н паза 15 соедпиено с проушинами цапфы 16, смонтированиой через подшипник н сферическую шайбу 17 на верхием коице штока 18 пневмоцилпндра 11, другое плечо
19контактпрует со свариваемой деталью
20во время ее зажатия. На верхнем конце штока 18 ииевмоцнлиндра 11 закреплены штыри 21, ко11тактируюии1е с подпруж1п:е)1ными пальцами 22, в.моитнрозаинымн в крышку полого ци.тнндра 12, п предиазиачениые для выталкивания изделий на склиз 4. Хвостовик 23 пиевмоцилиндра 11 своими к лачкамн взаимодействует с переключаrejiHMii 24 н 25 управления. На валу 7 в верхней част11 соосно со шпиндслямп 10 жестко закреплены пневмоприжимы 26 для закрепления свариваемой детали 27. В ннжней частг вала 7 установлена звездочка 28, соединениая посредством цепп 29 со ш-токами пнезмоцилиндров 6, осуществляющих вращение стола 3 на 180° до сцепленпя поверхности 30 полого цилиндра 12 с ременной передачей 31 привода 5 вращения. Поверхноеть 32 полого цилиндра 12 имеет гнездо 33, взанмодействующее с фиксатором 34, н кулачкн 35, взаимодействующие с переключателями 36 и 37.
Устройство работает следующим образом.
На загрузочной позиции детали 20 и 27 сварпваемых пзделнй устамавлпвают па опорную поверхность полого цилиндра 12 и нажатием на кнопку «Пуск включают пневмоприжимы 26 и пневмоцилппдр 11.
Пневмоприжим 26, опускаясь, конусом зажимает деталь 27, а . шток ппевмоцилиндра 11, перемещаясь впнз, поворотом
двуплечих рычагов зажимает деталь 20 и кулачком хвостовика 23 включает перек.поча1ел1 25. Носледии: через элементы уиравлеи 1я включает пневмопривод поворота стола 3. Стол 3, повернувшнсь па 180°, кулачко.м 35, закрепленным на шпинделе 10, включает нереключатель 36, который подает команду на вывод фиксатора 34 из гнезда 33 полого цилиндра 12 в позицию сварки и ввод фиксатора в гнездо полого цилиндра 12 в загрузочной позиции, а также включает механизм 2 подачи сварочной проволоки. Мехаиизм 2 подачи сварочной проволо
ки, переместивщись в рабочее положение, включает электромоторный привод 5, Ременная передача 31 электромоторного привода 5, перемещаясь н контактируя с поверхностью 30, вращает полый цилиндр 12.
Нрп этом происходит сварка деталей. Полый цилиндр 12, повернувшпсь на 360°, кулачком 35 включает переключатель 36, коTopbii дает команду на отключеппе электромоторного привода 5, ввод фиксатора 34 в
гнездо 33 и отвод механизма 2 подачи сварочной проволоки. Мехапизм 2 подачи сварочной проволокп, переместившись в исходное положепие, включает пневмопривод для поворота стола 3 на 180°. Стол 3,
повернувшись на 180°, сварочное нзделие фиксирует на загрузочной позиции н кулачко.м 35 взаимодействует с переключателем 37. Последний включает пневмоцплиндр 11 и ппевмонрнжим 26. Перемещаясь
вверх, пиевмоприжим 26 выходит из контакта с деталью 27, а шток 18 пневмоци;|индра 11, поворачивая двуплечие рычаги, ()свобг)ждает изделие от зажатия п при дальнейшем двнжении штырями 21 и подпружинеппымн нальцамп 22 выталкивает изделие па склиз 4, при этом кулачок хвостовика 23 включает переключатель 24, подготавливая цепь для следующего цикла.
Вынолнение шпинделя в виде нневмоцили дра с вращающимся полым цилиндром к зажнмами дает возможность расширить диапазон сварпваемых пзделнй, улучшить качество сварки и сборки.
Экономический эффект от применення предлагаемого устройства составит 10 тыс. руб. в год.
Формула п 3 о б р е т е It и я
Устройство для сборки н сварки цилиндрических пзделнй, содержащее иневмоприжимы, механизм для подачи сварочной
проволоки и поворотный стол с равномерно расположенными по его окружности шпинделями, отлнчающееся тем, что, с целью улучшения качества сборки и сварки, оно снабжено механизмами для закренлеиия изделий, каждый из которых выполнен
в ппде полого цилиндра с двуплечими рычагами, причем полые цилиидры устаиовлеиы с возможиостыо враи,е1тия иа итииделях, выполиепных в виде пиевмоцил шдров со штоками, а двуплечие рычаги одним коицом шариирмо закреилепы на штоках пневмоцилиндров шпинделей.
Источи.ики ииформацнп, прииятые во виимаиие при экеиертизе
1.Авторское свидетельство СССР № 519294, кл. В 23К 9/16, 1974.
2.Авторское свидетельство СССР № 506479, кл. В 23К 37/04, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и дуговой сварки цилиндрических изделий | 1974 |
|
SU506479A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| Устройство для сварки сетки | 1987 |
|
SU1526941A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ | 1993 |
|
RU2034689C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Поточная линия для сборки и сварки решетчатых ферм | 1978 |
|
SU737181A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |