1
Изобретение относится к области сварки, в частности к устройствам для сварки неповоротных стыков труб большого диаметра и может быть использовано при изготовлении трубо- 5 проводов в заводских и полевых условиях.
Известно автоматическое устройство для сварки стыков труб, содержащее планшайбу, механизм вращения план- О шайбы, механизм центрирования и крепления устройства на трубе , Планшайба этого устройства имеет вырез для посадки на трубу и на ней размещены газоэлектрические горелки, меха-15 низмы подачи электродной проволоки и поперечных колебаний, механизм корректиЕЮвки горелок, кассета для электродной проволоки.
Однако это устройство применяется 20 дпя сварки труб небольшого диаметра, так как при больших размерах жесткость С-образной планшайбы снижается, вследствие чего может произойти ее заклинивание в направляющих. 25
Этот недостаток устранен в устройстве для автоматической сварки неповоротных стыков труб, состоящем из корпуса, привода вращения планшайбы, механизма крепления автомата на тру- 30
бе и планшайбы, установленной в профилированных направляющих роликах 2.
На планшайбе расположены основные рабочие органы автомата, при этом она выполнена составной из трех связанных шарнирно частей, которые при посадке устройства на трубу с помощью специального замка соединяются в единое жесткое звено.
Однако и такая конструкция планшайбы ограничивает применение устройства для сварки труб большого диаметра, так как при этом увеличиваются размеры и масса неуравновешенных вращающихся частей, возрастает мощность привода вращения планшайбы, усложняется конструкция устройства в целом.
Известно устройства для сварки неповоротных стыков труб, наиболее близкое к изобретению по технической сущности, состоящее из корпуса, каретки со сварочной головкой, привода вращения каретки и хомута, выполненного в виде двух полуколец з.
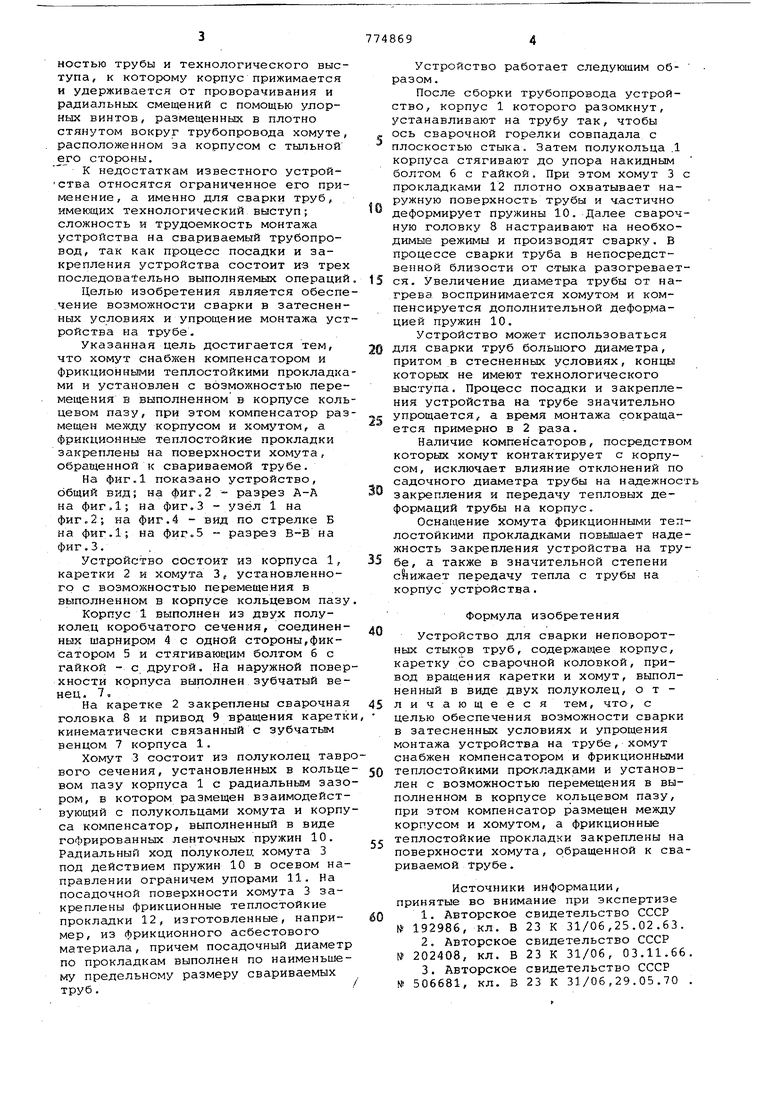
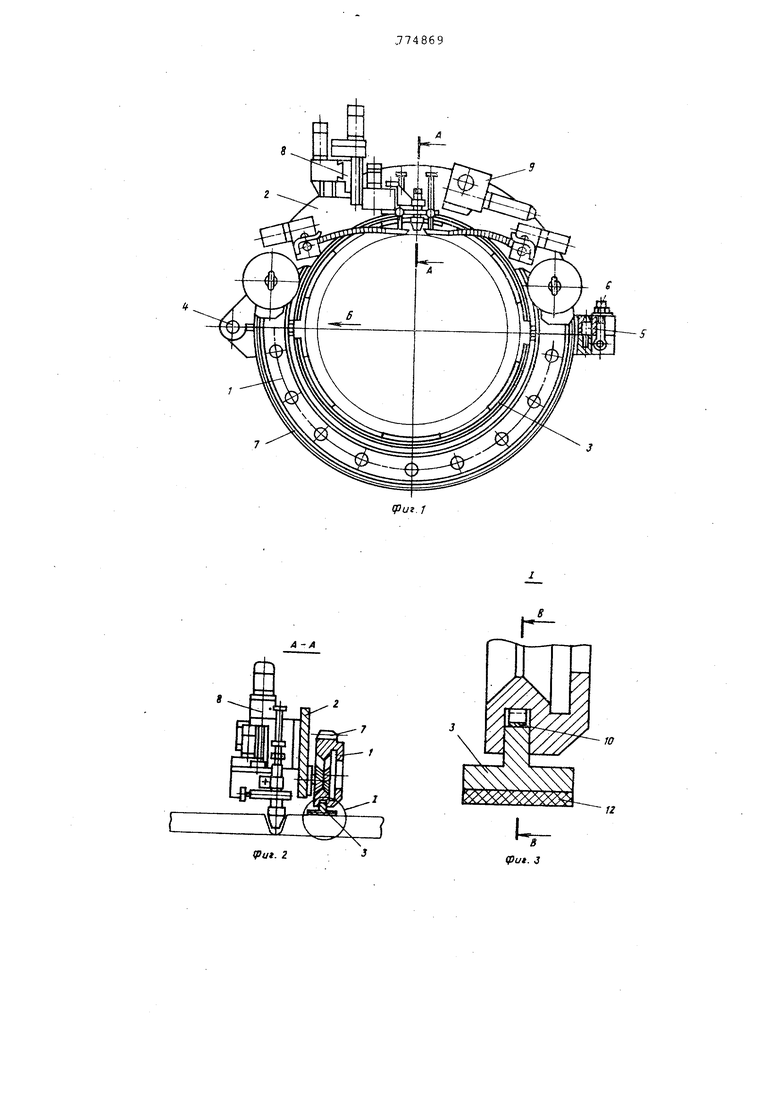
Обязательным условием, обеспечивающим закрепление известного устройства на свариваемом трубопроводе, является наличие гарантированного зазора между корпусом и наружной поверхностью трубы и технологического выс тупа, к которому корпус прижимается и удерживается от проворачивания и радиальных смещений с помощью улорных винтов, размещенных в плотно стянутом вокруг трубопровода хомуте расположенном за корпусом с тыльной его стороны. К недостаткам известного устройства относятся ограниченное его при менение, а именно для сварки труб, имеющих технологический выступ; сложность и трудоемкость монтажа устройства на свариваемый трубопровод, так как процесс посадки и закрепления устройства состоит и-з трех последовательно выполняемых операци Целью изобретения является обеспе чение возможности сварки в затеснен ных условиях и упрощение монтажа ус ройства на трубе. Указанная цель достигается тем, что хомут снабжен компенсатором и фрикционными теплостойкими прокладка ми и установлен с возможностью пере мещения в выполненном в корпусе кол цевом пазу, при этом компенсатор ра мещен между корпусом и хомутом, а Фрикционные теплостойкие прокладки закреплены на поверхности хомута, обращенной к свариваемой трубе. На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг Л; на фиг.З - узел 1 на на фиг.4 - вид по стрелке Б на фигЛ; на фиго5 - разрез В-В на фиг.З, Устройство состоит из корпуса 1, каретки 2 и хомута 3, установленного с возможностью перемещения в выполненном в корпусе кольцевом пазу Корпус 1 выполнен из двух полуколец коробчатого сечения, соединен ных шарниром 4 с одной стороны,фиксатором 5 и стягивающим болтом 6 с гайкой - с другой. На наружной повер хности корпуса выполнен зубчатый ве нец. 7. На каретке 2 закреплены сварочная головка 8 и привод 9 в)ащения каретк кинематически связанный с зубчатым венцом 7 корпуса 1. Хомут 3 состоит из полуколец тавр вого сечения, установленных в кольце вом пазу корпуса 1 с радиальным зазо ром, в котором размещен взаимодейст вующий с полукольцами хомута и корпу са компенсатор, выполненный в виде гофрированных ленточных пружин 10. Радиальный ход полуколец хомута 3 под действием пружин 10 в осевом на правлении ограничем упорами 11. На посадочной поверхности хомута 3 закреплены фрикционные теплостойкие прокладки 12, изготовленные, например, из фрикционного асбестового материала, причем посадочный диамет по прокладкам выполнен по наименьше му предельному размеру свариваемых труб. Устройство работает следующим образом. После сборки трубопровода устройство, корпус 1 которого разомкнут, устанавливают на трубу так, чтобы ось сварочной горелки совпадала с плоскостью стыка. Затем полукольца .1 корпуса стягивают до упора накидным болтом 6 с гайкой. При этом хомут 3 с прокладками 12 плотно охватывает наружную поверхность трубы и частично деформирует пружины 10. Далее сварочную головку 8 настраивают на необходимые режимы и производят сварку. В процессе сварки труба в непосредственной близости от стыка разогревается. Увеличение диаметра трубы от нагрева воспринимается хомутом и компенсируется дополнительной деформацией пружин 10. Устройство может использоваться для сварки труб большого диаметра, притом в стесненных условиях, концы которых не имеют технологического выступа. Процесс посадки и закрепления устройства на трубе значительно упрощается, а время монтажа сокращается примерно в 2 раза. Наличие компенсаторов, посредством которых хомут контактирует с корпусом, исключает влияние отклонений по садочного диаметра трубы на надежность закрепления и передачу тепловых деформаций трубы на корпус. Оснащение хомута фрикционными теплостойкими прокладками повышает надежность закрепления устройства на трубе, а также в значительной степени с§1ижает передачу тепла с трубы на корпус устройства. Формула изобретения Устройство для сварки неповоротных стыков труб, содержащее корпус, каретку со сварочной коловкой, привод вращения каретки и хомут, вьополненный в виде двух полуколец, отличающееся тем, что, с целью обеспечения возможности сварки в затесненных условиях и упрощения монтажа устройства на трубе, хомут снабжен компенсатором и фрикционными теплостойкими про-кладками и установлен с возможностью перемещения в выполненном в корпусе кольцевом пазу, при этом компенсатор размещен между корпусом и хомутом, а фрикционные теплостойкие прокладки закреплены на поверхности хомута, обращенной к свариваемой трубе. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 192986, кл. В 23 К 31/06,25.02.63. 2.Авторское свидетельство СССР № 202408, кл. В 23 К 31/06, 03.11.66. 3.Авторское свидетельство СССР № 506681, кл. В 23 К 31/06,29.05.70 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки неповоротных стыков труб | 1990 |
|
SU1727971A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1299750A1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU795825A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для стыковой индукционной сварки труб | 1985 |
|
SU1683930A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Автомат для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU848222A1 |
А -А
Ю
