(54) ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ПРЕДВАРИТЕЛЬНОГО И ОКОЙЧАТЕЛЬНОГО ХОНИНГОВАНИЯ ОТВЕРСТИЙ
1 Изобретение относится к области машиностроения и может быть использовано для предварительного и окончательного хонингования преиизионных отверстий из немагнитных материалов . Известны хонинговальные головки для предварительного и окончательног хонингования отверстий деталей, содержащие корпус с двумя комплектами колодок, несущих бруски различной характеристики 1. Наличие механизма поворота разжимного штока за счет реверса хонинговального станка усложняет конструк цию хонинговальной головки,а разжимной шток, выполненный в виде профили рованного конуса в виду недостаточной .технологичности усложняет и удор жает процесс изготовления. В то же время использование реверса .хонинговального станка ввиду инерционности увеличивает машинное время при обра ботке, снижая таким образом произво днтельность процесса. Цель изобретения - повышение производнтельности процесса при обработ ке деталей из немагнитного материала Для этого корпус выполнен из немагнитного материала, а колодки ДЕТАЛЕЙ
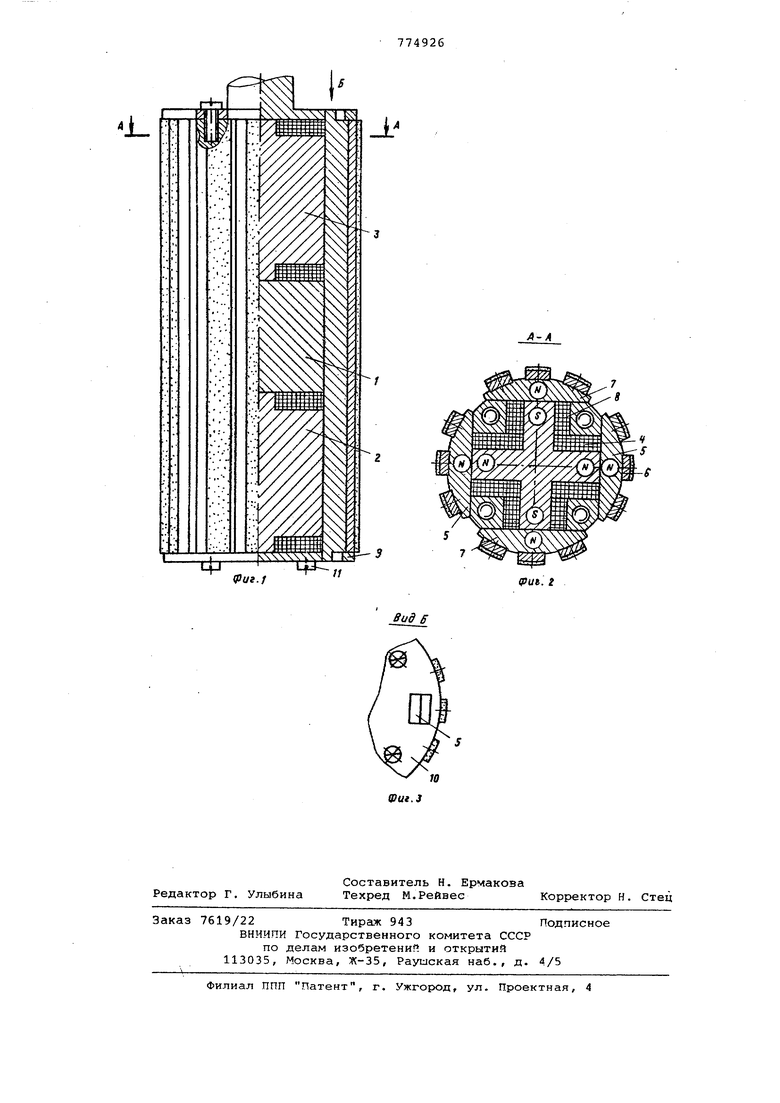
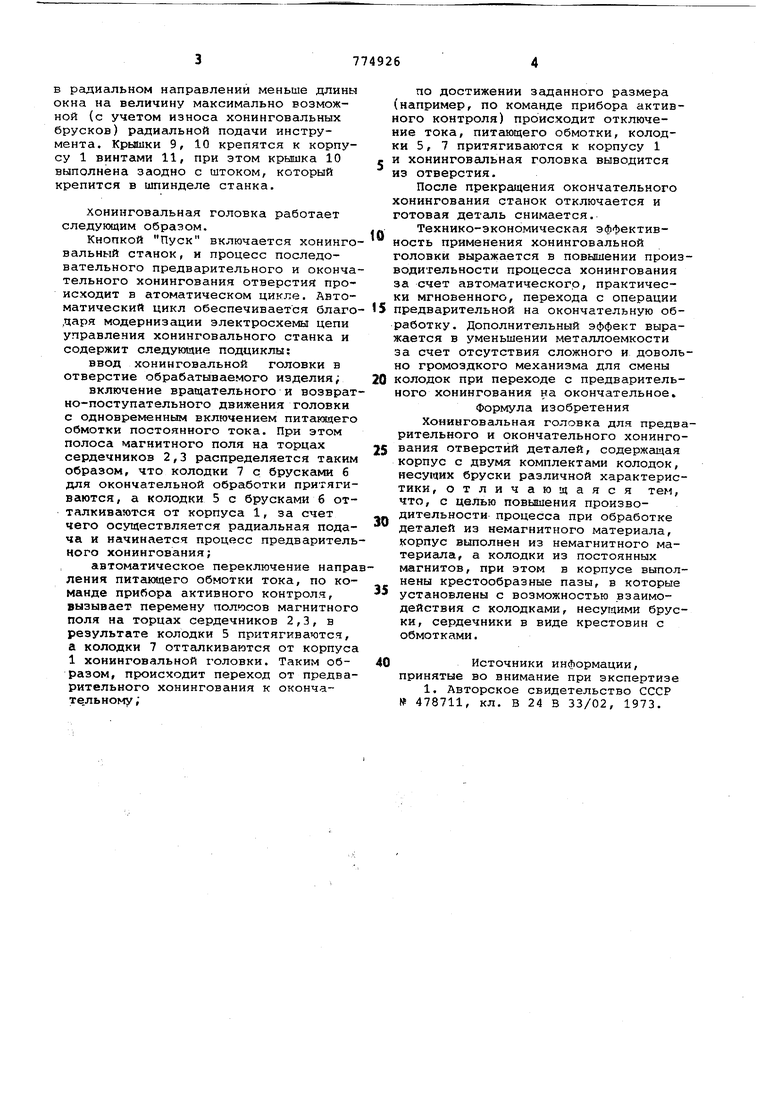
2 из постоянных магнитов, при этом в корпусе выполнены крестообразные пазЫг в которых установлены с возможностью взаимодействия с колодками, несущими бруски, сердечники в виде крестовин с обмотками. На фиг. 1 показана хонинговальная головка, на фиг. 2 - разрез А-А на фигЛ; на фиг1э - вид по стрелке Б на фйг.1. Хонинговальная головка состоит из корпуса 1, в крестообразные пазы которого вложены сердечники 2,3с обмотками 4, перпендикулярно к торцам последних установлены колодки 5, несучие бруски 6 для предварительной обработки . Другая пара колодок 7 с бруска для окончательного хонннгования установлена перпендикулярно к торцгм сердечников 2, 3 с обмотками 8. Обмотки 4, 8 изолированы от окружающей среды диэлектриком (например, згшиты лаком или клеем на основе эпоксидной смолы) с целью прелотвра . щения короткого замыкания проводников. Фиксация колодок 5, 7 в хонинговальной головке осуществляется благодаря имеющимся в них выступам, которые входят в окна крышек 9, 10, причем размер выступа колодок 5,7
рещиальном направлении меньше длины кна на величину максимально возможой (с учетом износа хонинговальных русков) радиальной подачи инструента. Крьопки 9, 10 крепятся к корпуу 1 винтами 11, при этом крышка 10 ыполнена заодно с штоком, который репится в шпинделе станка.
Хонинговальная головка работает следующим образом.
Кнопкой Пуск включается хонинговальный станок, и процесс последовательного предварительного и окончательного хонингования отверстия происходит в атоматическом цикле. Автоматический цикл обеспечивается благодаря модернизации электросхемы цепи управления хонинговального станка и содержит следунвдие подциклы:
ввод хонинговальной головки в отверстие обрабатываемого изделия
включение вращательного и возвратно-поступательного движения головки с одновременным включением питагацего обмотки постоянного тока. При этом полоса магнитного поля на торцах сердечников 2,3 распределяется таким образом, что колодки 7 с брусками б для окончательной обработки притягиваются, а колодки 5 с брусками б отталкиваются от корпуса 1, за счет чего осуществляется радиальная подача и начинается процесс предварительного хонингования;
автоматическое переключение направ яения питающего обмотки тока, по команде прибора активного контроля, вызывает перемену полюсов магнитного поля на торцах сердечников 2,3, в результате колодки 5 притягиваются, а колодки 7 отталкиваются от корпуса 1 хонинговальной головки. Таким образом, происходит переход от предварительного хонингования к окончательному;
по достижении заданного размера (например, по команде прибора активного контроля) происходит отключение тока, питающего обмотки, колодки 5 , 7 притягиваются к корпусу 1 и Хонинговальная головка выводится из отверстия.
После прекршцения окончательного хонингования станок отключается и готовая деталь снимается.
Технико-экономическая эффективность применения хонинговальной головки выражается в повышении производительности процесса хонингования за счет автоматического, практически мгновенного, перехода с операции 5 предварительной на окончательную обработку. Дополнительный эффект выражается в уменьшении металлоемкости за счет отсутствия сложного и довольно громоздкого механизма для смены 0 колодок при переходе с предварительного хонингования на окончательное
Формула изобретения Хонинговальная головка для предварительного и окончательного хонинго5 вания отверстий деталей, содержащая корпус с двумя комплектами колодок, несущих бруски различной характеристики, отличающаяся тем, что, с целью повышения производительности процесса при обработке деталей из немагнитного материала, корпус выполнен из немагнитного материала, а колодки из постоянных магнитов, при этом в корпусе выполнены крестообразные пазы, в которые установлены с возможностью взаимодействия с колодками, несущими бруски, сердечники в виде крестовин с обмотками.
0 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 478711, кл. В 24 В 33/02, 1973.
i
A-A
(put. г
ffuffff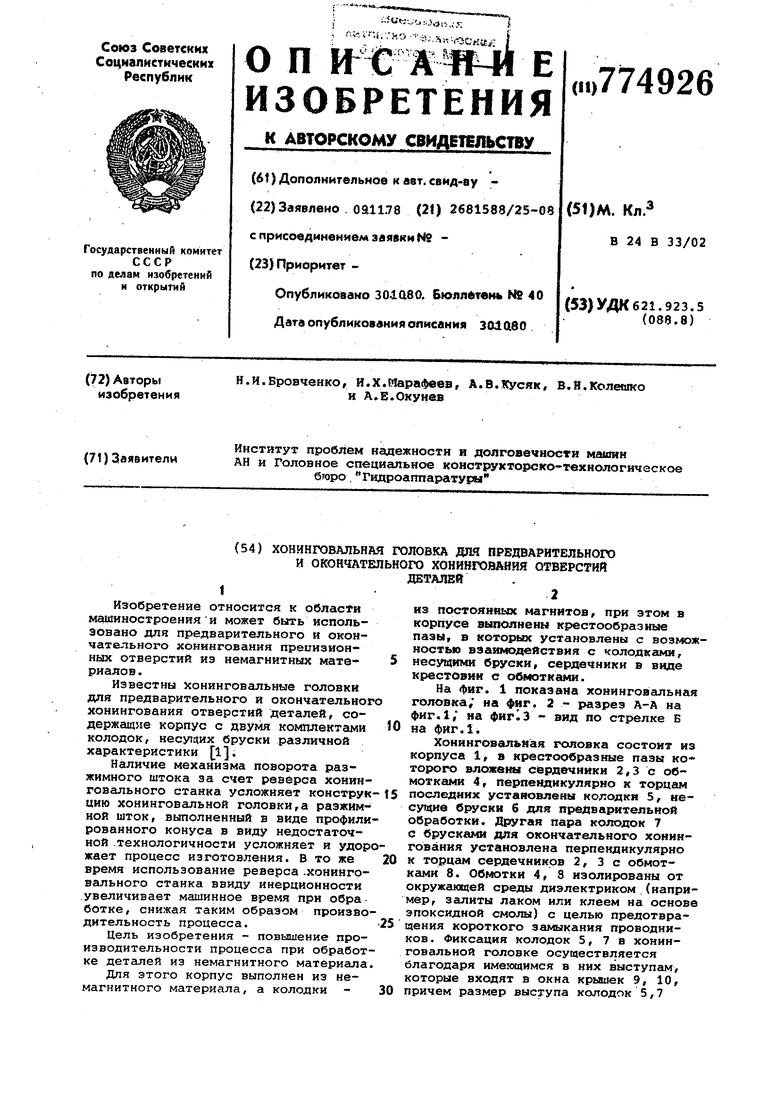
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1979 |
|
SU841933A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка | 1986 |
|
SU1421503A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1978 |
|
SU854693A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2033915C1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |